NXT系列 编程手册.pdf - 第128页
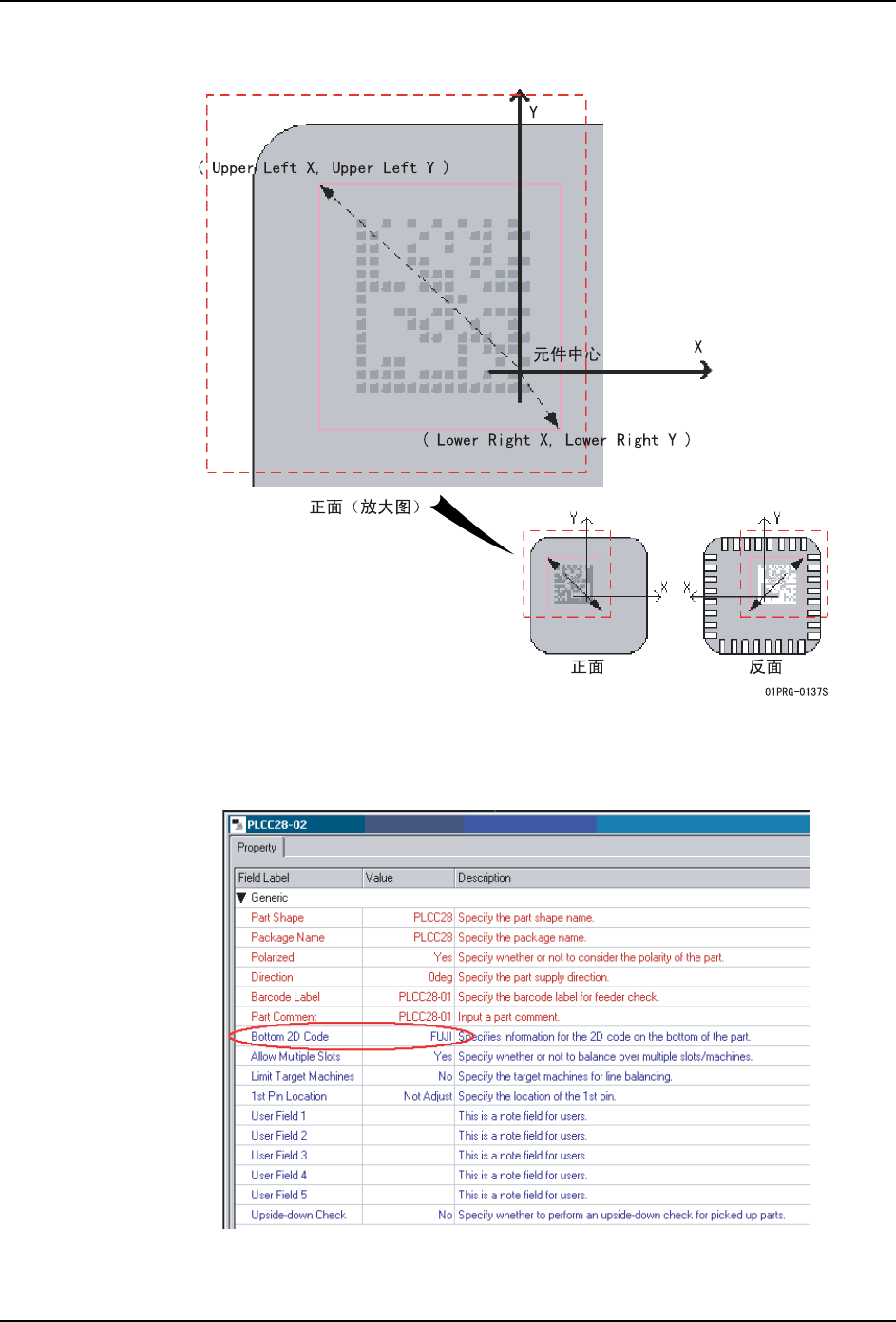
PRG-NXTS-001S0 2. Job 编制器 NXT 系列 编程手册 115 下图表示 2D 码的读取范围的坐标的说明。 备注 )2D 码的读取范围的左上角和右上角是从元件正面看到的位置。 请在 Part D ata / Property 的 Bottom 2D Code 中设定被刻在元件 2D 码的文字 列信息。 01PRG-0138E
2. Job 编制器 PRG-NXTS-001S0
114 NXT 系列 编程手册
2.5.22 如何进行元件的 2D Code Check
对象工作头
·H01、H02(F)、G04(F) 工作头
对象 2D 码
·DataMatrix、QR 编码
注意 )分割影像获取功能不能与本功能一起使用。
QR 编码只对应 Model 2 Symbol 型号 1 ~ 20,除此以外的 QR 编码不能够读取。
备注 )QR 编码是 (株)DEVSOMAVE 的注册商标。
Job 的创建方法
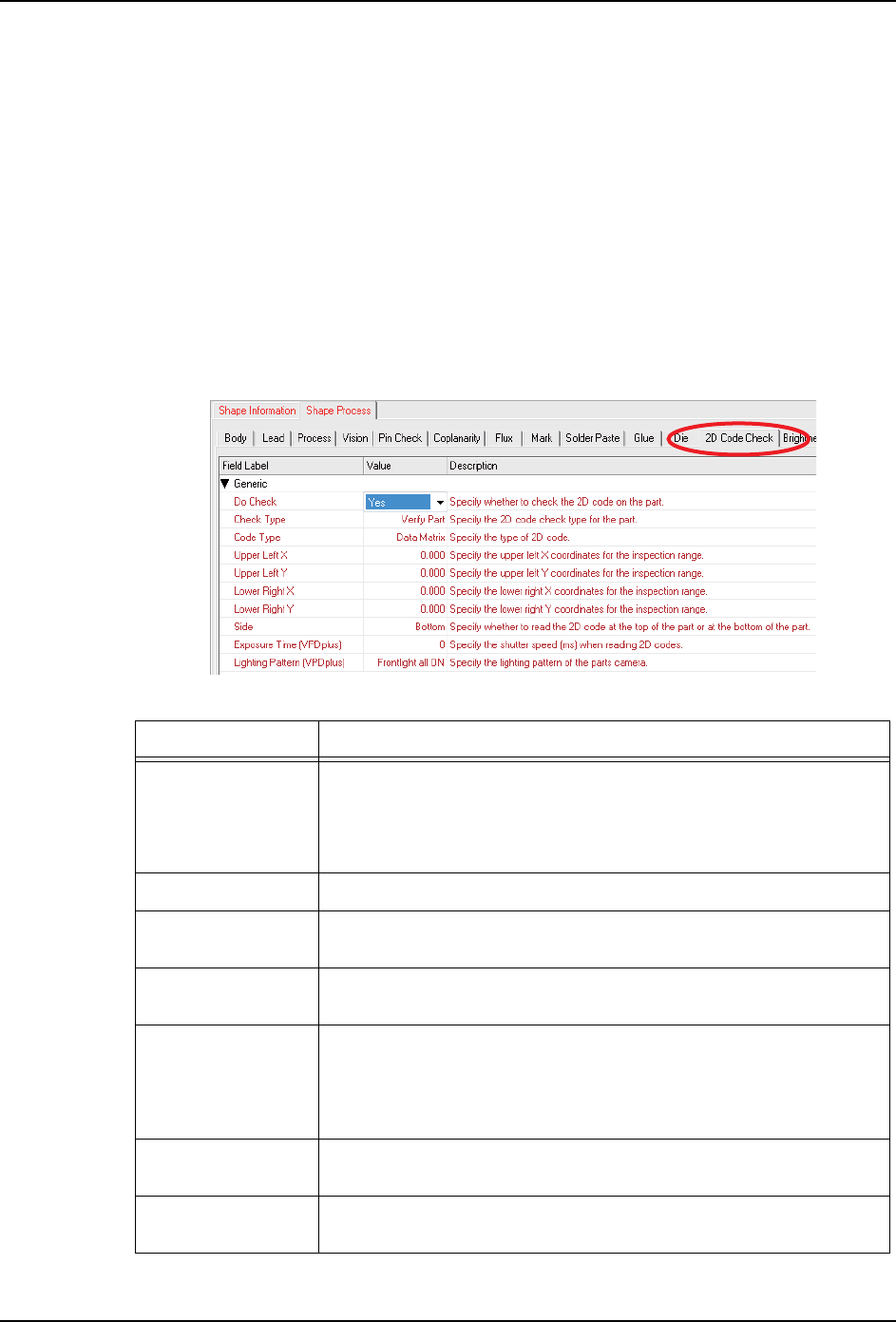
Fuji Flexa 的 [Shape Data] - [Shape Process] - [2D Code Check] 的 "Do Check" 设定
为 "Yes",就显示进行元件的 2D Code Check 所需的设定项目。请设定各项目。
项目名 说明
Check Type 设定元件 2 维码的确认内容。
Verify Part:确认元件
Manage Part ID:确认元件 ID
Code Type 从 Data Matrix、QR Code 选择元件 2 维码的形状。
Upper Left X
Upeer Left Y
设定元件 2 维码的读取范围的左上方坐标。坐标输入值为从元件
中心开始的距离。
Lower Right X
Lower Right Y
设定元件 2 维码的读取范围的右下方坐标。坐标输入值为从元件
中心开始的距离。
Side 设定读取元件上面或元件下面的 2 维码。
Top:部品上面
Bottom:部品下面
Exposure
Time(VPDplus)
设定读取元件 2 维码时的曝光时间。设定为设定为 0 时,按通常
的曝光时间处理。请在 VPDplus 输入。
Lighting
Pattern(VPDplus)
选择读取元件 2 维码时元件相机的采光模式。请在 VPDplus 输入。
01PRG-0136Ea
PRG-NXTS-001S0 2. Job 编制器
NXT 系列 编程手册 115
下图表示 2D 码的读取范围的坐标的说明。
备注 )2D 码的读取范围的左上角和右上角是从元件正面看到的位置。
请在 Part Data / Property 的 Bottom 2D Code 中设定被刻在元件 2D 码的文字列信息。
01PRG-0138E
2. Job 编制器 PRG-NXTS-001S0
116 NXT 系列 编程手册
2.6 生产线平衡
所谓的 Line Balance 是为了各机器的负荷(工作量)均等,把贴装元件分配到机器的功能。
2.6.1 Job Builder Line Balance
请按照下面的步骤,使用 Job Builder 功能进行 Line Balance。
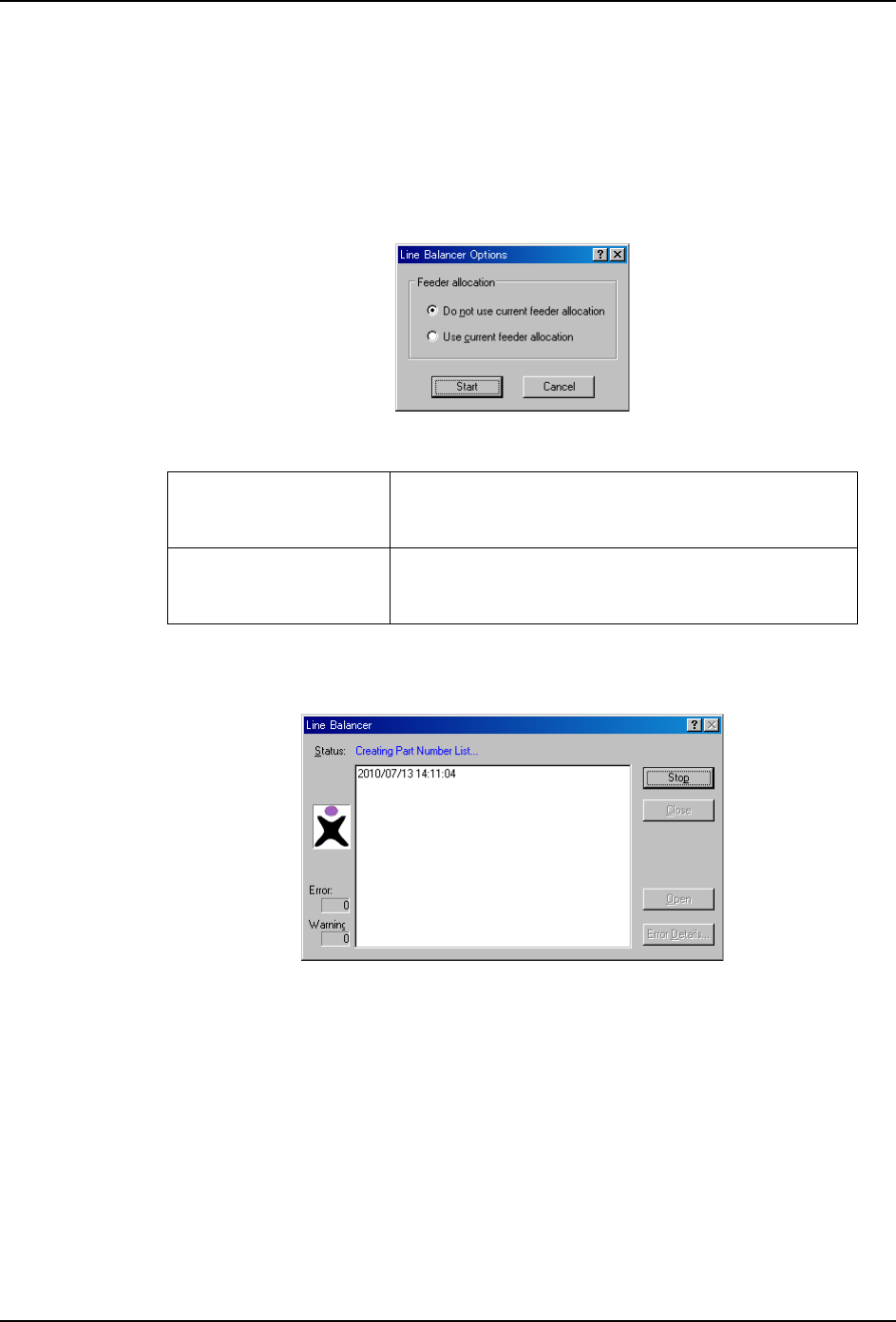
1. 从 [Tools] 菜单中选择 [Line Balance...],显示 [Line Balancer Options] 对话框。
2. 在 [Feeder allocation] 组框中选择选项。
3. 单击 [Start] 按钮。
显示 [Line Balancer] 对话框,执行生产线平衡。
备注 )点击 [Stop] 按钮后会中止执行生产线平衡。
4. 生产线平衡成功后,单击 [Close] 关闭对话框。
5. 出现错误时,单击 [Error Details]、在所显示的窗口中确认错误内容后,单击
[Close] 关闭对话框。
在 Job 编制器中修正 Job 内容,再次执行生产线平衡。
备注 )所变更的内容将在创建贴装该元件的机器的生产程序时被反映。在 Edit Skipped
Feeder 画面中显示的元件不在生产线平衡范围内。执行生产线平衡后,请在 Edit
Skipped Feeder 画面执行分配。
Do not use current
feeder allocation
无视在 [Machine Configuration] 的 [Feeder Setup]
标签页中指定的供料器配置,需要根据各机器的负载
(工作量)向最适当的机器分配元件时选择此项。
Use current feeder
allocation
在优先 [Machine Configuration] 的 [Feeder Setup]
标签页中指定的供料器配置的前提下,需要将未决定
配置的其他元件分配到最适当的机器时选择此项。
05OTM-0001E
05OTM-0002E