NXT系列 编程手册.pdf - 第63页
2. Job 编制器 PRG-NXTS-001S0 50 NXT 系列 编程手册 4. 针 对所有的盘装料在 Fuji Flexa 的 [Shape Data] - [S hape Process] 设定料盘单元的 动作速度。 - [Process] - [Shuttle Spee d]: 4 (默认值 ) ※设 定 范 围 是1~5个 等 级 。 1是 最 慢,数 值 越 大 速 度 越 快 。 - [Process] - [Maga…
PRG-NXTS-001S0 2. Job 编制器
NXT 系列 编程手册 49
2.5.7 关于使用料盘单元 -LT、LTC
因料盘单元 -LT、LTC 使用 A、B2 台料盘箱料盘箱可以在生产中使用多种元件或生产中可以
进行元件供应。在这里说明配合运用料盘单元的 Job 设定方法。
如果使用此功能在 Accessories Software 的机器功能设定中进行 [ 料盘单元功能设定 ] 的
设定。详细内容请参照 「System Reference」。
设定料盘单元 -LT、LTC
Job 的设定
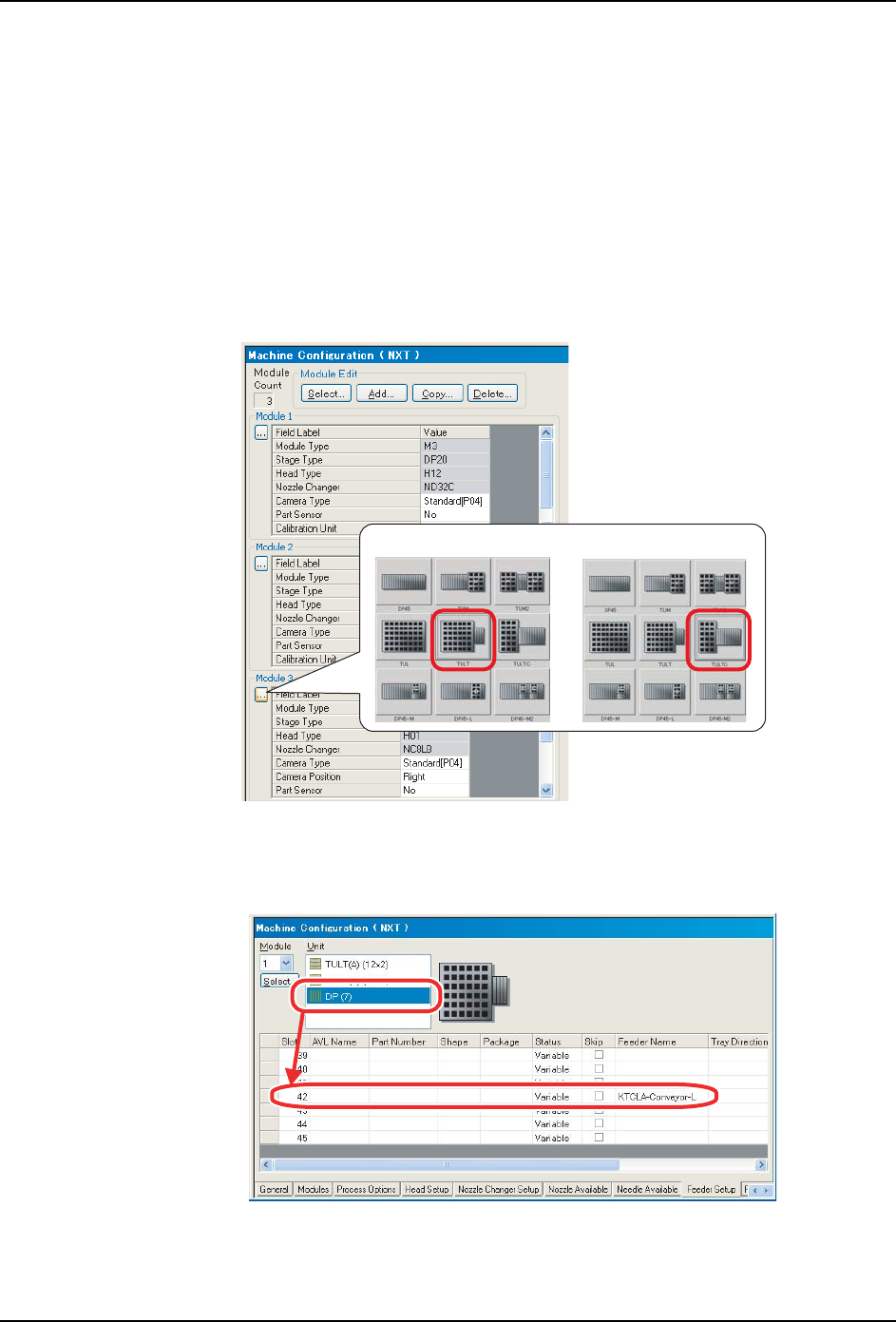
1. 在 Job 编制器的 [Machine Configuration]-[Modules] 标签页内,请指定搭载了料盘单
元 -LT 的模组的 [Stage Type] (详细内容请参照 "2.4.1 搬运轨道和优化的设定 ")。
2. 需要 NG 元件排出单元时,请配置在供料器安装部分。
配置 NG元件排出单元 L 时,料盘单元-LT安装在料槽 42,料盘单元 -LTC 安装在料槽 31 ~ 41。
3. 请对所有的料盘元件在 Fuji Flexa 的 [Shape Data] - [Shape Process] 设定料盘单元
的 Shuttle Speed。
01PRG-0126E
Tray unit-LT Tray unit-LTC
01PRG-0162E
2. Job 编制器 PRG-NXTS-001S0
50 NXT 系列 编程手册
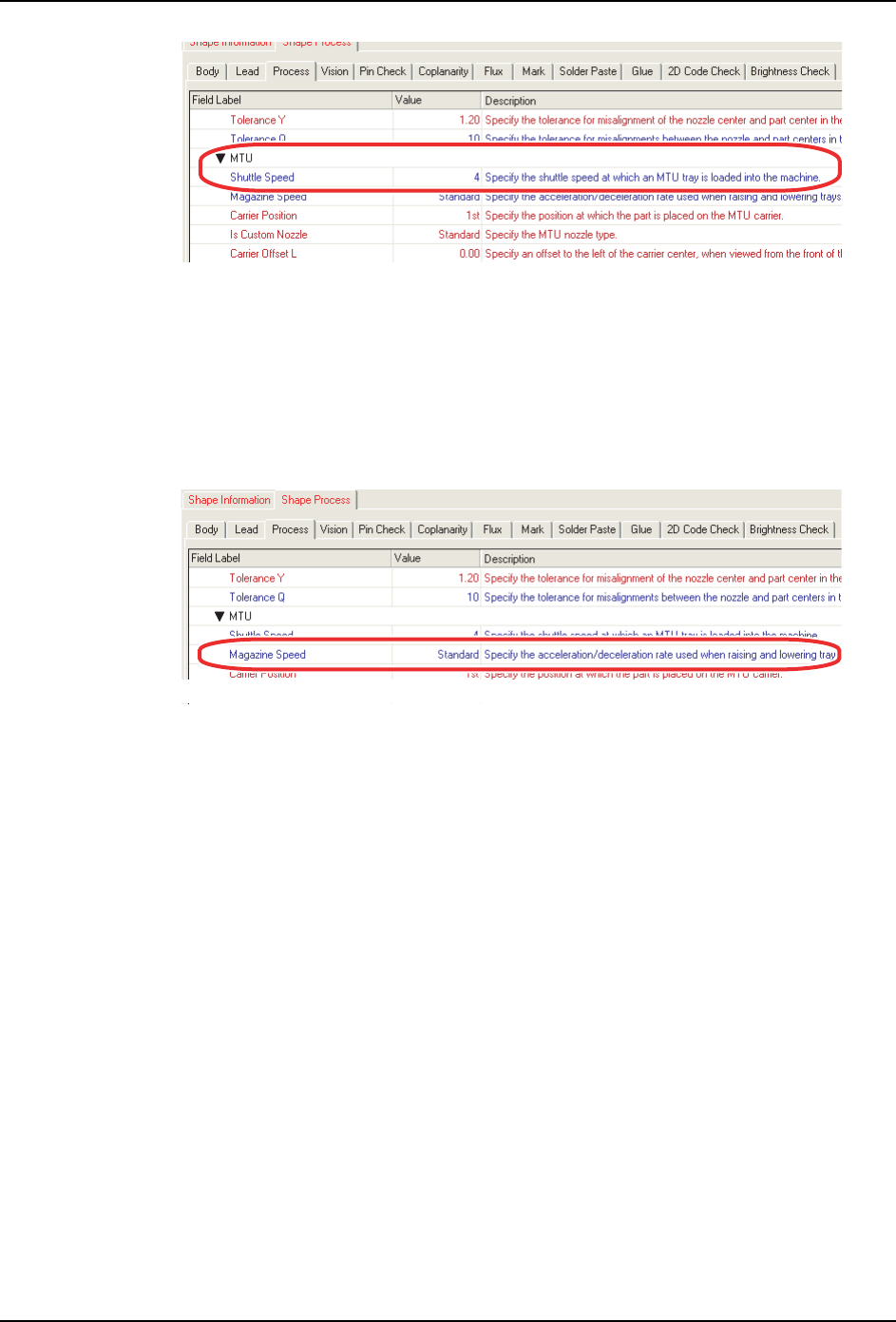
4. 针对所有的盘装料在 Fuji Flexa 的 [Shape Data] - [Shape Process] 设定料盘单元的
动作速度。
- [Process]
- [Shuttle Speed]: 4 (默认值)
※设定范围是1~5个等级。1是最慢,数值越大速度越快。
- [Process]
- [Magazine Speed]: Standard (默认值)
※ 设定范围是 [Standard]、[Mid]、[Low]3 个等级。请设定为可以稳定供应
的速度。
30PRG-0196E
PRG-NXTS-001S0 2. Job 编制器
NXT 系列 编程手册 51
先在料盘箱 A 生产,料尽时在料盘箱 B 生产
2 个料盘箱安装同样的元件,料尽时移动料盘箱进行生产。可以对生产中发生料尽的料盘箱
进行补料。
Job 的设定
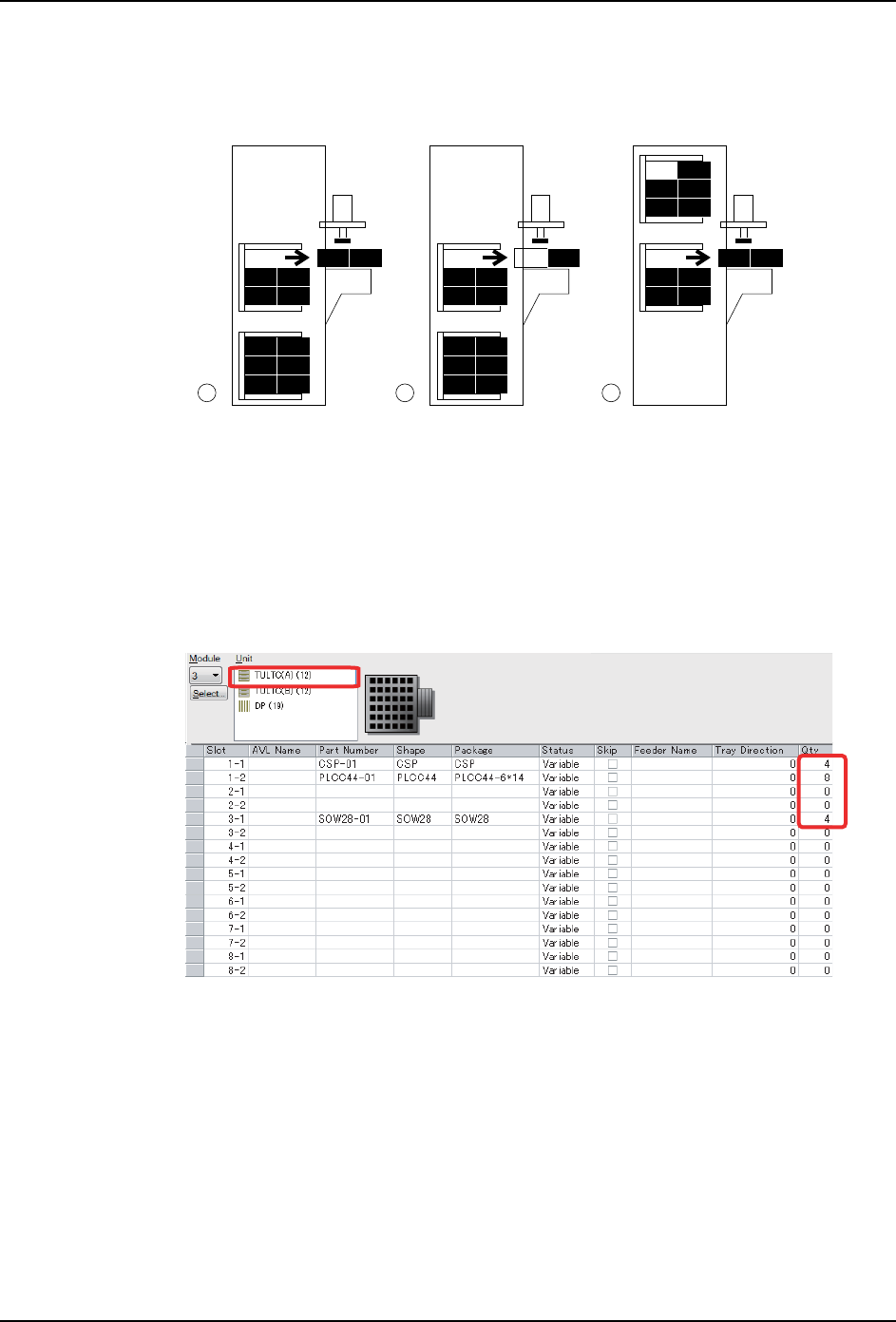
1. 进行优化后,请确认 [Feeder Setup] 是否在料盘箱 A 配置了需要的元件。还有料盘箱 B
什么也没有配置。
2. 料盘箱 B 设定为料盘箱 A 的次料站。与料盘箱 A 同样的 Slot 设定同样的元件号。
BA
01SYS-0328Sb
ݳԦ$֯⭘ѝ
1
A
C
A'
C'
E
E'
B
D
B'
D'
F
F'
C
A'
C'
E
E'
B
D
B'
D'
F
F'
ݳԦ$ሶᯉቭ
2
⏝别的Magazine生产
3
0DJD]LQH$
0DJD]LQH%
0DJD]LQH$%ྛᏳྠ样的产品ࠋ⏕产时从任意Magazine供应元件ࠋ
⏕产中发生料尽时,切换Magazine继续生产ࠋ
这时发生料尽的Magazine进行补料ࠋ
C
A'
C'
E
E'
D
B'
D'
F
F'
A
01PRG-0127Eb