桥式浸渍助焊剂单元使用说明书.pdf - 第36页
5. Job 的编辑 QD114-07 26 桥式浸渍助焊剂单元使用说明书 5.3 Package-on-Package 贴装的设定 Package-on-Package 贴装就是利用加压控制功 能, 在完成贴装的元件 上面贴装元件的功能。 需要在通常的 Job 设定中 进行 Coodi nate 数据和 Shape 数据 的设定。 对应工作头:H01/H0 2 工作头 5.3.1 Coordinate 在 Job 的 Coo rdin…
QD114-07 5. Job 的编辑
桥式浸渍助焊剂单元使用说明书 25
备注 )即使优化检查时显示出错误时,只要浸渍助焊剂单元处于上表中可以设置的位置,就
可以将 Job 传送到机器并进行运转。
5.2.2 使用 G04 工作头时的浸渍动作指定
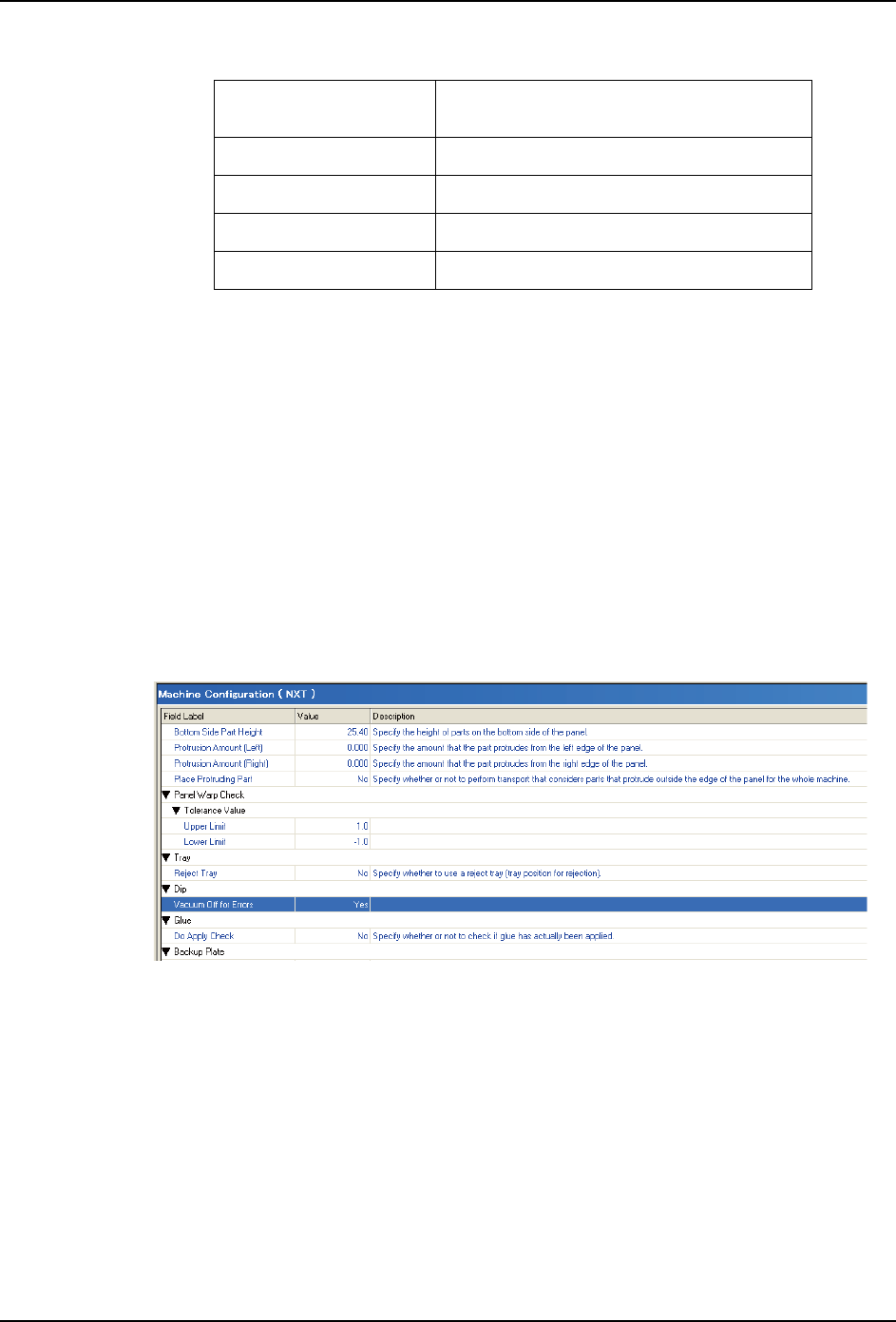
1. 请选择 Job 信息栏的 [Top] 标签页。
2. 双击生产线名,显示出被设定在生产线内的机器。
3. 双击使用浸渍助焊剂单元的机器名。
4. 从所显示的项目中双击 [Configuration]。在右侧的区域中显示出 [Machine Configura
-
tion] 视窗。
5. 单击视窗下方的 [Feeder Setup] 标签页,切换视窗。
6. 设定 [Vacuum Off for Errors]。
·[Yes]:发生吸取错误时,防止浸渍元件落到助焊剂槽内具有效果。
可以进行桥式浸渍助焊剂单元设置的料槽
No. 号
NXT 系列 M3 模组 2 ~ 13
NXT 系列 M6 模组 2 ~ 38
AIM 2 ~ 38
多功能晶圆单元 38
01NST-2523E
5. Job 的编辑 QD114-07
26 桥式浸渍助焊剂单元使用说明书
5.3 Package-on-Package 贴装的设定
Package-on-Package 贴装就是利用加压控制功能,在完成贴装的元件上面贴装元件的功能。
需要在通常的 Job 设定中进行 Coodinate 数据和 Shape 数据的设定。
对应工作头:H01/H02 工作头
5.3.1 Coordinate
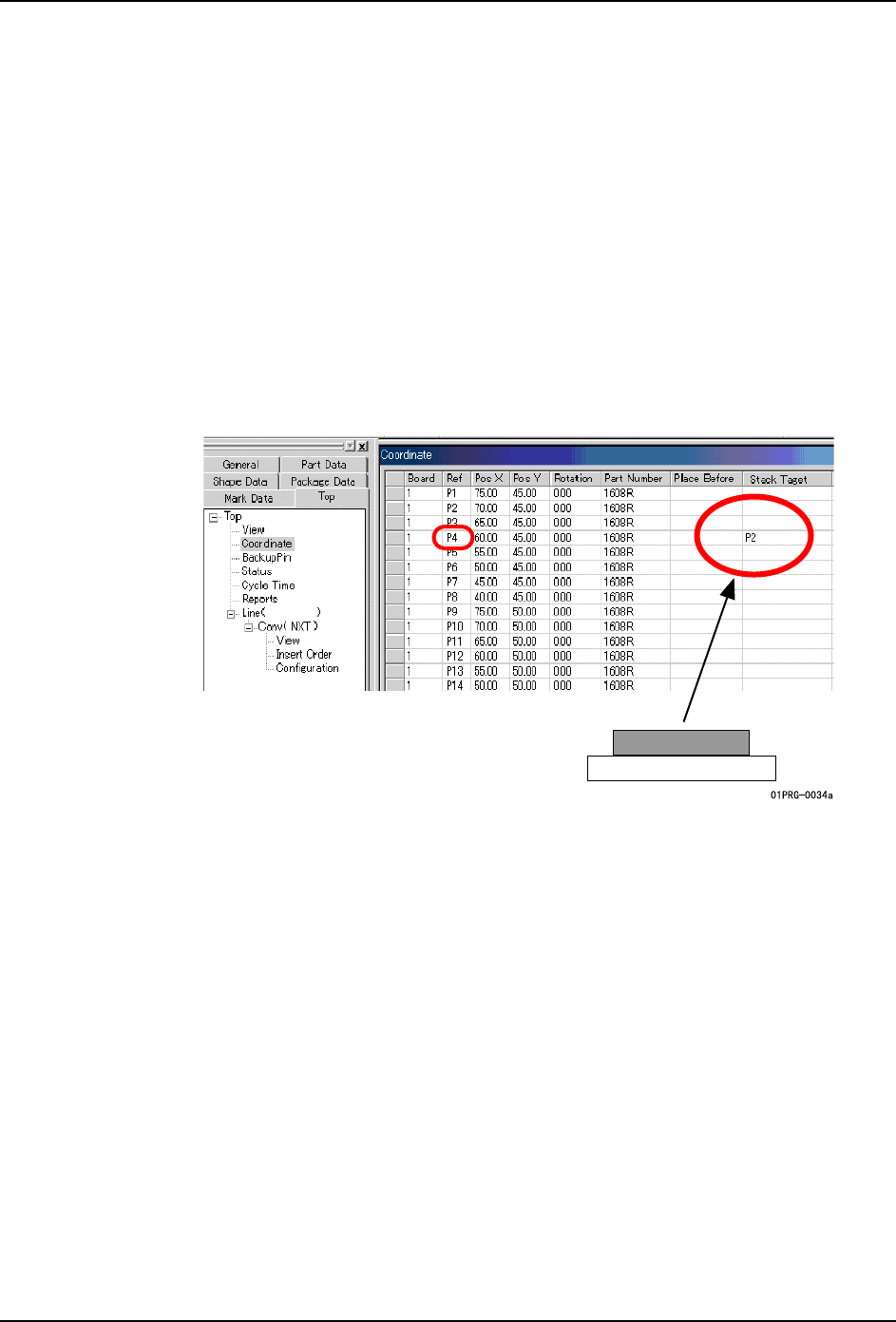
在 Job 的 Coordinate 中,对于要进行 Package-on-Package 贴装的元件,请进行以下的设定。
1. 选择 Job 信息栏的 [Top (Bottom)] 标签页,双击 [Coordinate]。[Coordinate] 视图被
打开。
2. 选择 [Coordinate] 视图下方的 [Placement] 标签页。
3. 在上方元件 (下例为 P4)的 [Stack Target] 栏内请指定下方元件 (下例为 P2)。
P2
P4
QD114-07 5. Job 的编辑
桥式浸渍助焊剂单元使用说明书 27
5.3.2 Shape Data
1. 选择 Job 信息栏的 [Shape Data] 标签页,双击要贴装在上方的元件的外形数据。[Shape
Data] 视图被打开。
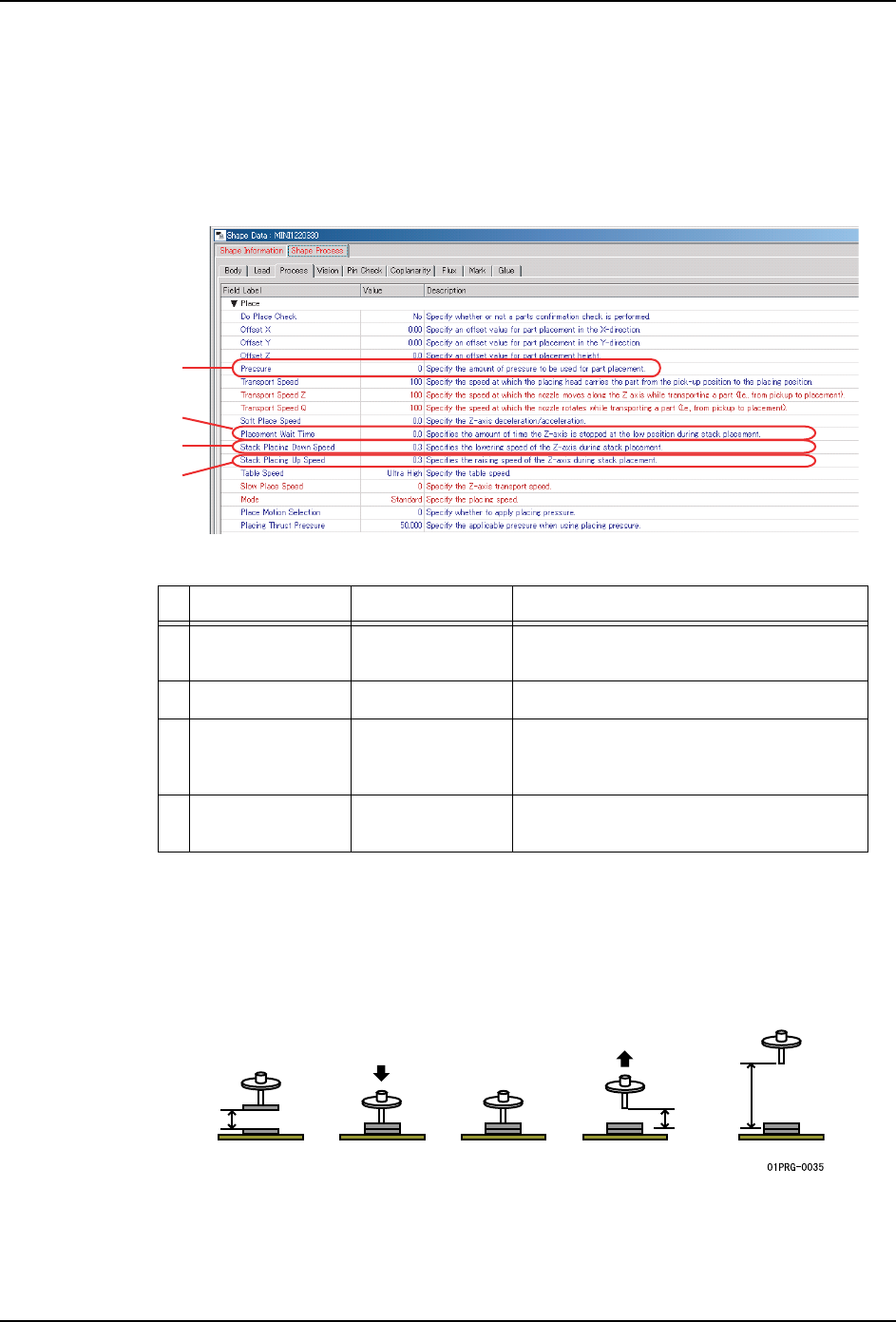
2. 选择 [Shape Data] 视图上方的 [Shape Process]-[Process] 标签页。
3. 指定贴装上方元件的工作头的压力、下降速度、下降端时间和上升速度等。
*1:在吸嘴下降端,贴装时会产生冲击负荷。在 [Stack Placing Down Speed] 中如果设定
了大于 [0.3] 的数值,元件上就会受到超出 [Pressure] 设定值的压力。
*2:虽然 Fuji Flexa 中的输入范围为 0 ~ 5000,但是,如果输入数值小于 220,按照 220
(gf) 进行贴装,如果输入数值大于 1020,按照 1020 (gf) 进行贴装。
项目名 设定范围 内容
1 Stack Placing
Down Speed (*1)
0.1 - 10.0 (%) 指定吸嘴 (Z 轴)下降时的加减速度。
2 Pressure (*2) 220 - 1020 (gf) 指定元件的贴装压力。
3 Placement Wait
Time
0.000 - 20.000
(msec)
指定压下元件时的在下降端的停止时
间。如果是 [0],则按照各工作头的规
定时间进行停止。
4 Stack Placing
Up Speed
0.1 - 10.0 (%) 指定吸嘴 (Z 轴)上升时的加减速度。
01PRG-0036E
1
2
3
4
(4)(3)(2)(1)
HH