桥式浸渍助焊剂单元使用说明书.pdf - 第52页
6. 生产 QD114-07 42 桥式浸渍助焊剂单元使用说明书 6.6 发生错误时的操作 发生错误时, 在操作画面上显示错误画面 (参照下图) 。 另外, 浸渍助焊剂单元上的 ERR 开 关 (红色显示)会亮灯或闪烁,将错误通知 给操作者。 6.6.1 助焊剂传送不良 ERR 开关亮灯时,助焊剂送液不畅 。请按照以下的步骤,检查单元的 各部分。 1. 提起操纵杆锁定块,握住操纵杆,将上部 滑块拉到最跟前。 备注 )如果上部滑块在中间位…
QD114-07 6. 生产
桥式浸渍助焊剂单元使用说明书 41
m. 按下 [MODE] 按钮,显示 [Cust no] 或 [Cust YES]。
n. 通过箭头按钮,选择 [Cust no]。
o. 按下 [MODE] 按钮,显示 [End]。
p. 再次按下 [MODE] 按钮。确定设定。
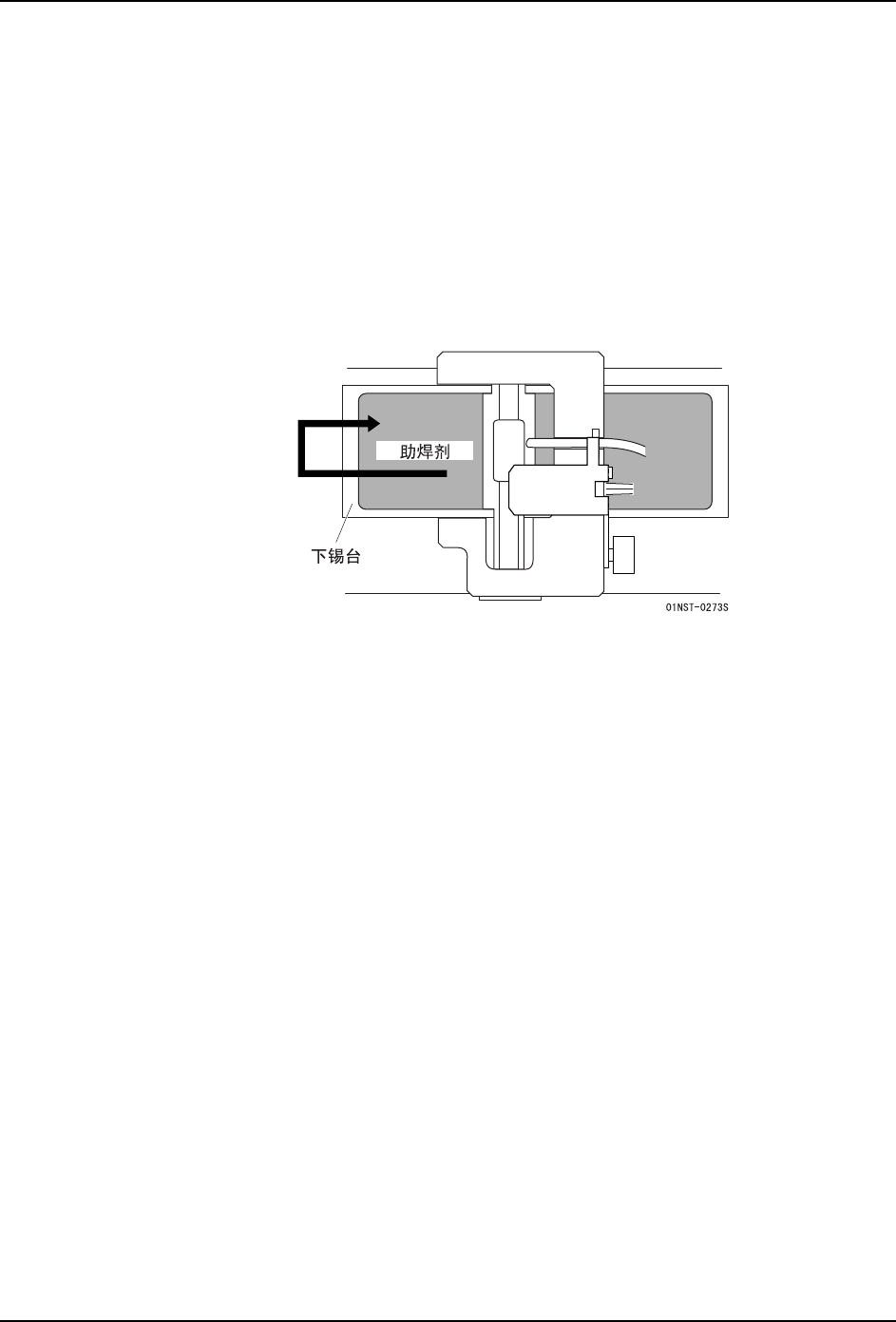
3. 在下锡台上形成助焊剂膜。
a. 按下浸渍助焊剂单元的 [CYCLE] 开关,将下锡台移动到前方。
b. 在该状态下请停止空气供应。
c. 用手将下锡台返回到中央附近。
d. 按住传感器放大器的 [MODE] 按钮的同时,按下 [SET] 按钮。光量 3000 被设定。
备注 )按下 [CYCLE] 开关将下锡台移动到前方后,请尽快完成设定。如果 [SCAL Err] 被显示
后,请再次按下 [CYCLE] 开关,将下锡台移动到前方,摊开助焊剂。
e. 设定完成后,再次供应空气。
4. 将传感器放大器的阈值设定为 [1500]。
a. 在设定初始画面上按下光标按钮,选择 [1500]。
这样,阈值被设定为 1500 (绿色显示)。
5. 进行设定后的确认。
a. 按住 [ERR] 开关 2 秒以上,进行运转前准备动作。
b. 运转前准备动作结束后,请确认光量是否显示 [3000] 左右。
c. 当完成所有的设定后,就会显示 [1500 (绿色)、 3000 (红色)]。
6. 生产 QD114-07
42 桥式浸渍助焊剂单元使用说明书
6.6 发生错误时的操作
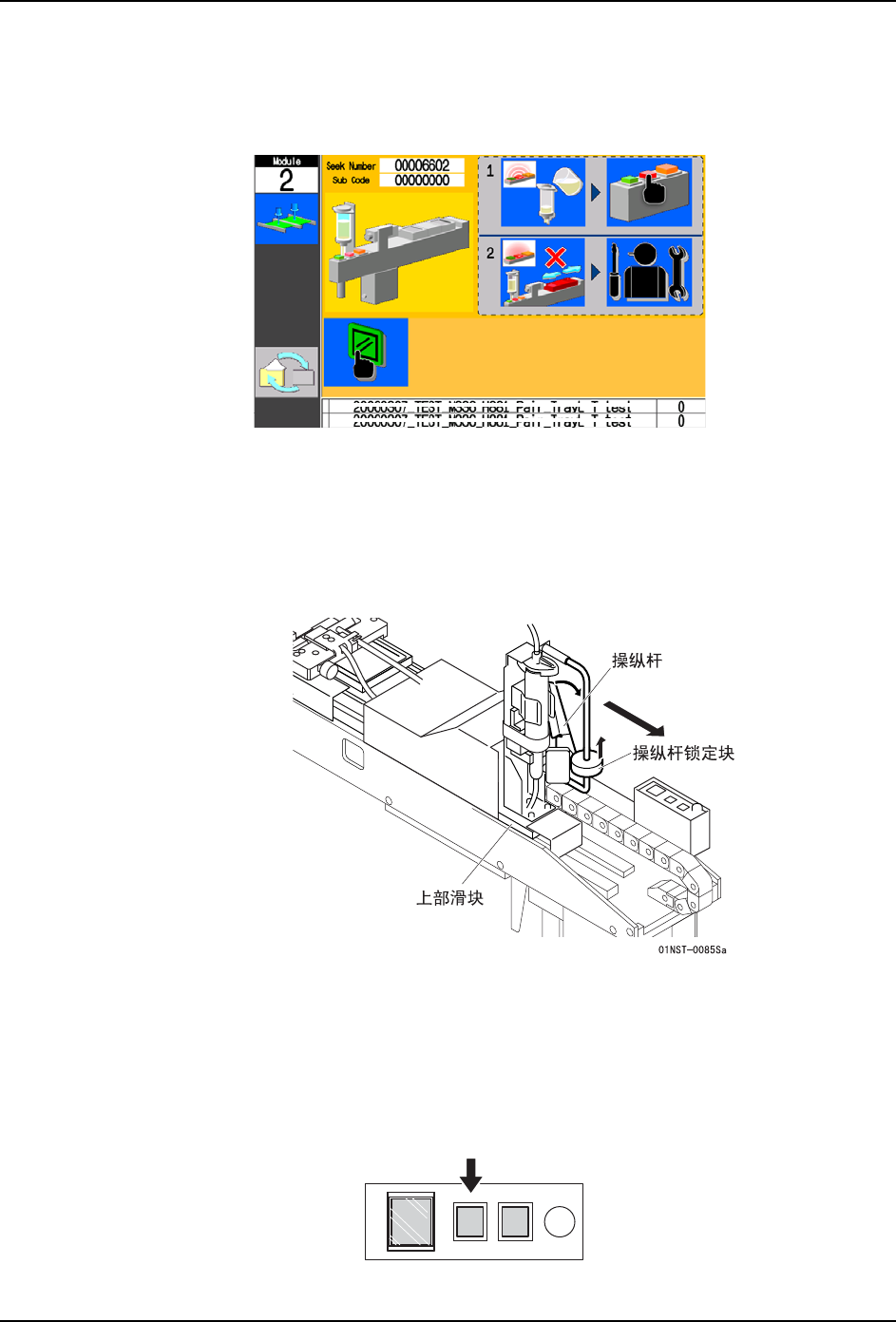
发生错误时,在操作画面上显示错误画面(参照下图)。另外,浸渍助焊剂单元上的 ERR 开
关 (红色显示)会亮灯或闪烁,将错误通知给操作者。
6.6.1 助焊剂传送不良
ERR 开关亮灯时,助焊剂送液不畅。请按照以下的步骤,检查单元的各部分。
1. 提起操纵杆锁定块,握住操纵杆,将上部滑块拉到最跟前。
备注 )如果上部滑块在中间位置,则无法操作单元的各种开关。
2. 从刮刀上拔下送液管,检查是否存在阻塞、扭曲、漏液等,消除原因。
3. 提起操纵杆锁定块,握住操纵杆,将上部滑块返回到前进端。
4. 拉动浸渍助焊剂单元的夹紧杆 (解除锁定),切断电源。另外,手离开夹紧杆就会接通
电源。
5. 快速按下 ERR 开关,进行复位。
167
FLUX
ERR
CYCLE
01NST-0037a
QD114-07 6. 生产
桥式浸渍助焊剂单元使用说明书 43
6. 按下机器侧的对应的料站 No. 的安装按钮。该 LED 从红色变成绿色。
6.6.2 注胶筒内助焊剂余量不足 (红色闪烁)
ERR 开关闪烁时,胶筒内的助焊剂数量发生了不足。请按照以下的步骤补充助焊剂。
1. 向注胶筒内充填助焊剂。(参照 " 6.3.1 在运转前准备中自动供应助焊剂 ")。
2. 拉动浸渍助焊剂单元的夹紧杆 (解除锁定),切断电源。另外,手离开夹紧杆就会接通
电源。
3. 快速按下 ERR 开关,进行复位。
4. 按下机器侧的对应的料站 No. 的安装按钮。该 LED 从红色变成绿色。
FLUX
ERR
CYCLE
01NST-0037a