桥式浸渍助焊剂单元使用说明书.pdf - 第38页
5. Job 的编辑 QD114-07 28 桥式浸渍助焊剂单元使用说明书 5.3.3 创建 Job 时的注意事项 1. 创建了 Job 后,请执行优化。 2. 下方元件的高度使用了元件号码的元件高 度。但是,使用 AVL 时,则参照被优先 指定的 元件号码的元件高度。这时, 实际的上下元件高度的合计值不容许超出优先指定元件的 合计值的 2 mm 以上。 3. 贴装上方元件的机器和贴装下方元件的机器如果是不同的机器时, 如果无法取得下方…
QD114-07 5. Job 的编辑
桥式浸渍助焊剂单元使用说明书 27
5.3.2 Shape Data
1. 选择 Job 信息栏的 [Shape Data] 标签页,双击要贴装在上方的元件的外形数据。[Shape
Data] 视图被打开。
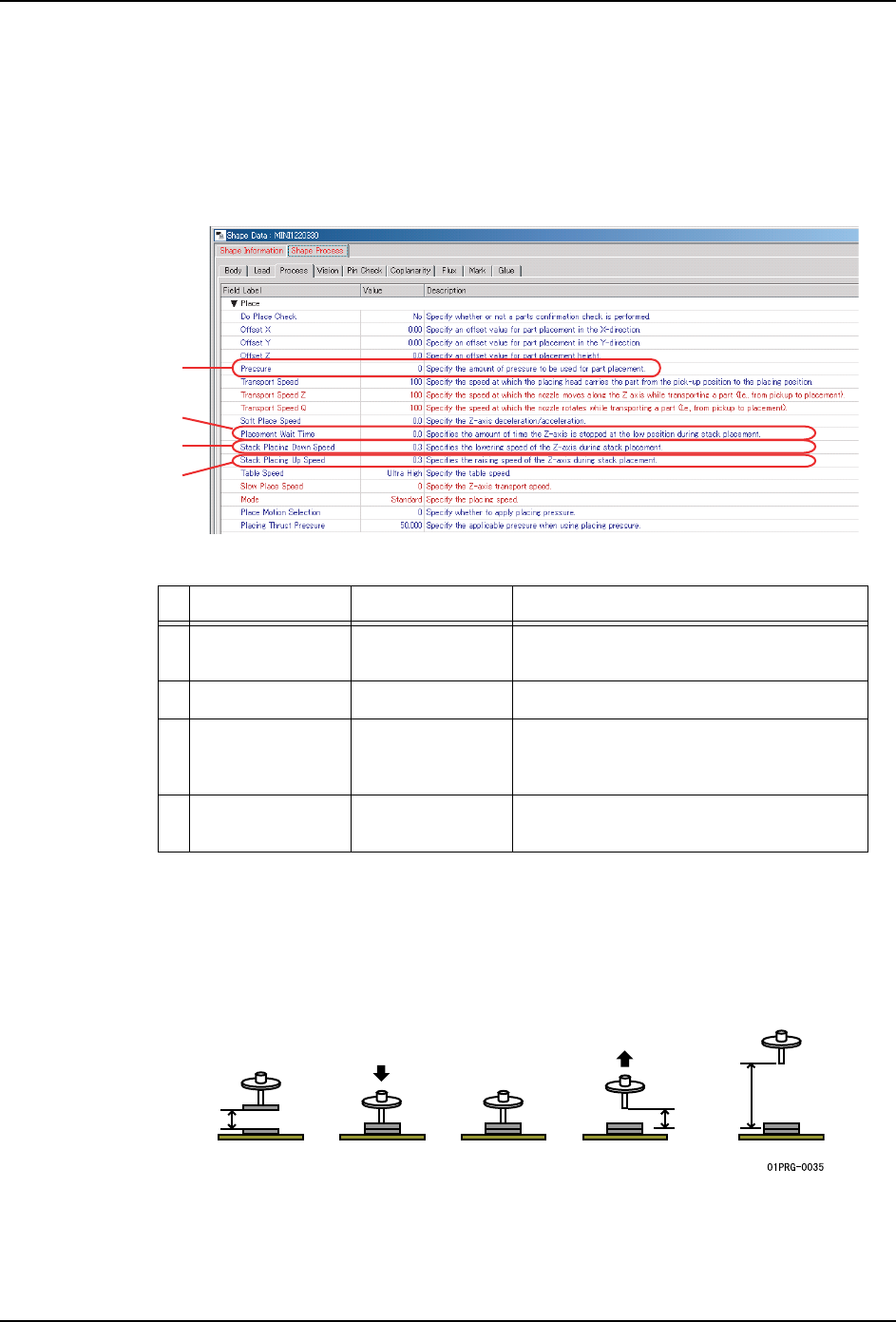
2. 选择 [Shape Data] 视图上方的 [Shape Process]-[Process] 标签页。
3. 指定贴装上方元件的工作头的压力、下降速度、下降端时间和上升速度等。
*1:在吸嘴下降端,贴装时会产生冲击负荷。在 [Stack Placing Down Speed] 中如果设定
了大于 [0.3] 的数值,元件上就会受到超出 [Pressure] 设定值的压力。
*2:虽然 Fuji Flexa 中的输入范围为 0 ~ 5000,但是,如果输入数值小于 220,按照 220
(gf) 进行贴装,如果输入数值大于 1020,按照 1020 (gf) 进行贴装。
项目名 设定范围 内容
1 Stack Placing
Down Speed (*1)
0.1 - 10.0 (%) 指定吸嘴 (Z 轴)下降时的加减速度。
2 Pressure (*2) 220 - 1020 (gf) 指定元件的贴装压力。
3 Placement Wait
Time
0.000 - 20.000
(msec)
指定压下元件时的在下降端的停止时
间。如果是 [0],则按照各工作头的规
定时间进行停止。
4 Stack Placing
Up Speed
0.1 - 10.0 (%) 指定吸嘴 (Z 轴)上升时的加减速度。
01PRG-0036E
1
2
3
4
(4)(3)(2)(1)
HH
5. Job 的编辑 QD114-07
28 桥式浸渍助焊剂单元使用说明书
5.3.3 创建 Job 时的注意事项
1. 创建了 Job 后,请执行优化。
2. 下方元件的高度使用了元件号码的元件高度。但是,使用 AVL 时,则参照被优先指定的
元件号码的元件高度。这时,实际的上下元件高度的合计值不容许超出优先指定元件的
合计值的 2 mm 以上。
3. 贴装上方元件的机器和贴装下方元件的机器如果是不同的机器时,如果无法取得下方元
件的高度时,请将先行贴装的元件 (前工序机器所贴装的下方元件)的高度输入到上方
元件的 [Offset Z] 中。
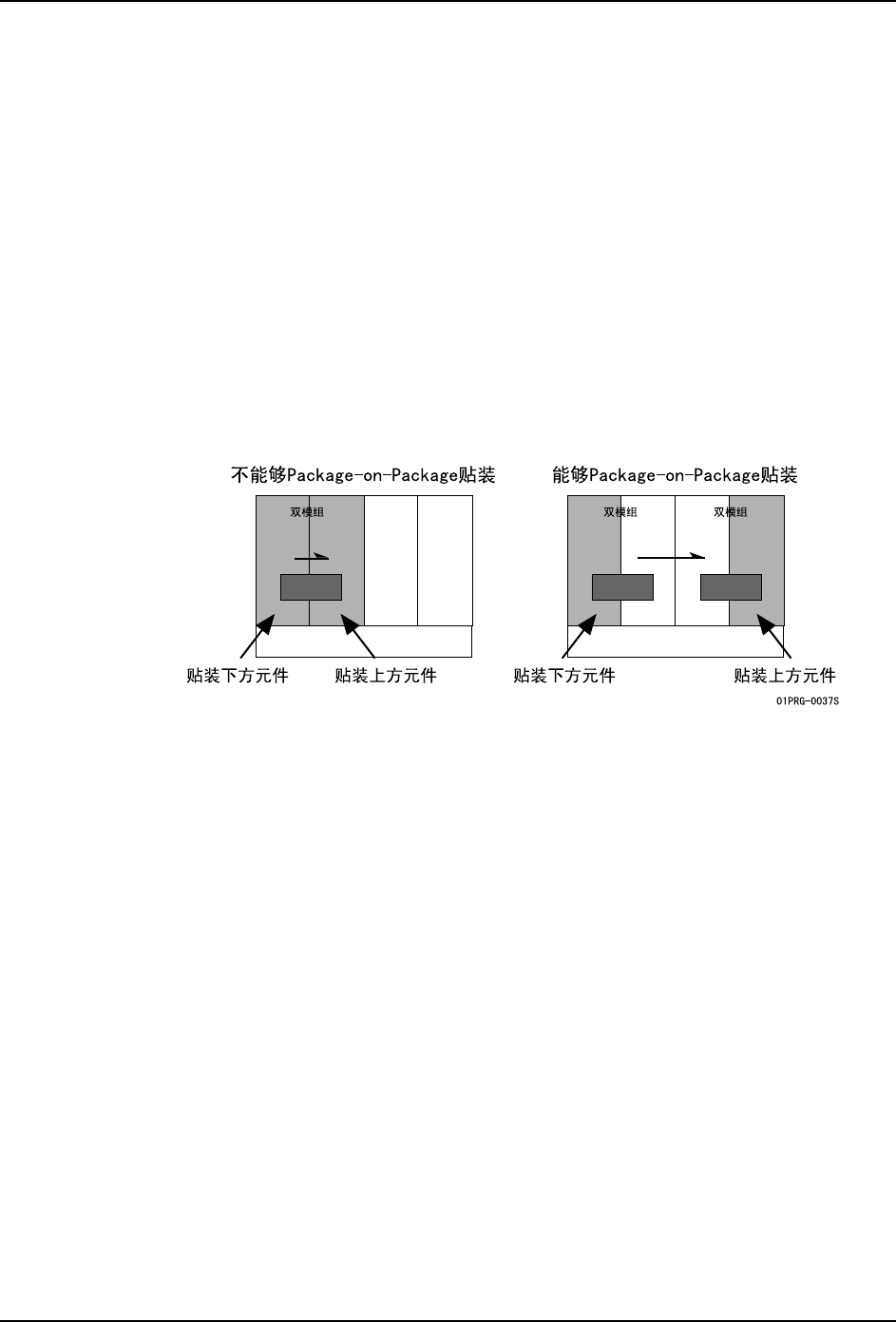
5.3.4 关于双模组生产中的 Package-on-Package 贴装
如果贴装下方的元件的模组和贴装上方的元件的模组为同一双模组时,不能够进行 Pack
-
age-on-Package 贴装 (参照左下图)。
但是,如果为不同的双模组时,能够进行 Package-on-Package 贴装。(参照右下图)
QD114-07 6. 生产
桥式浸渍助焊剂单元使用说明书 29
6. 生产
6.1 贴装工作头及元件废弃箱的更换
浸渍助焊剂单元是与H01、H02或G04工作头组合在一起使用的。必要时,请更换贴装工作头。
另外,需要更换成专用的元件废弃箱。
6.1.1 贴装工作头的更换
更换成 Job 中指定的贴装工作头。更换方法请参照 [NXT 机械手册 ] 和 [AIM 机械手册 ]
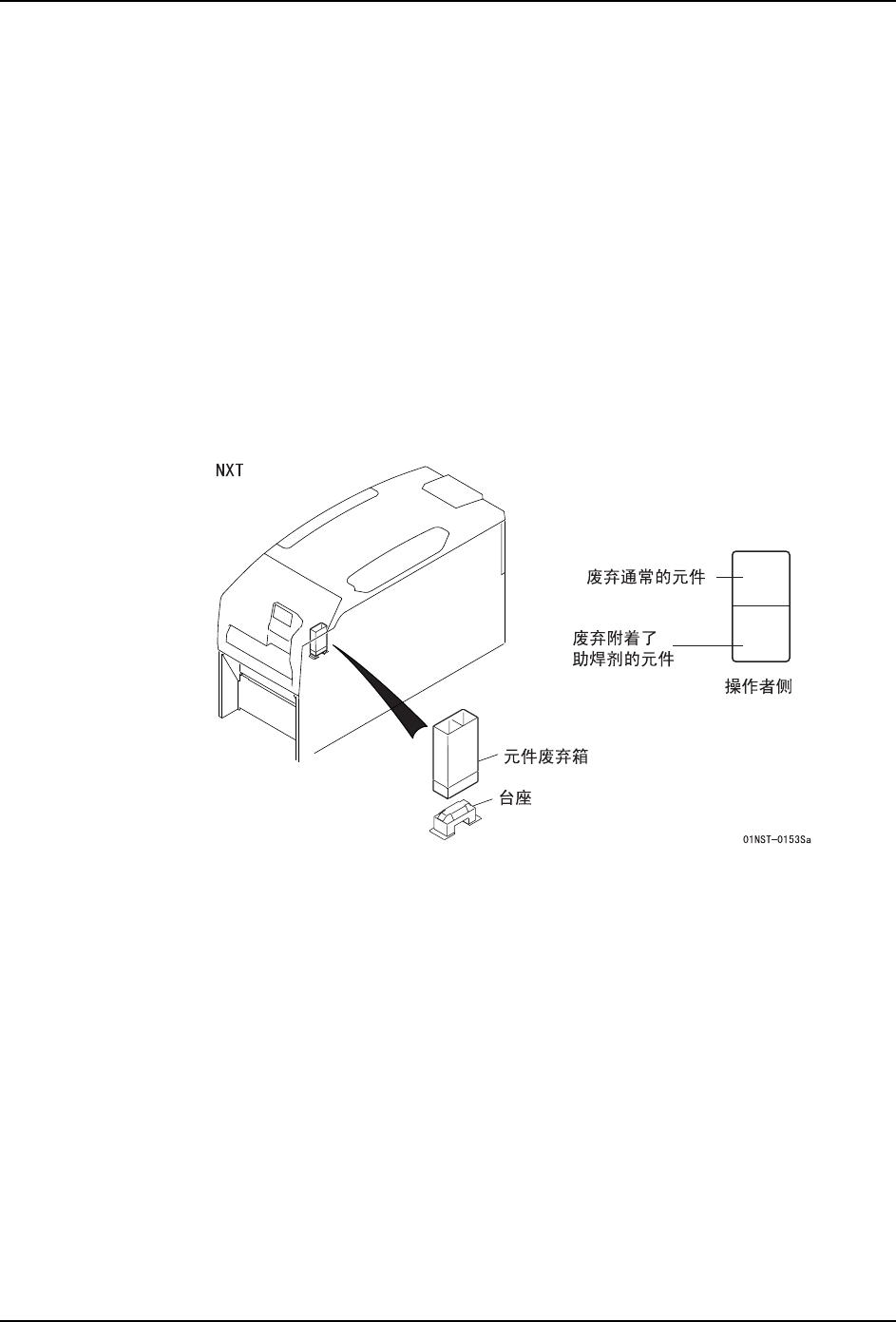
6.1.2 元件废弃箱的更换
将附着了助焊剂的元件废弃到废弃箱后,就会造成不涂敷助焊剂的元件上也会附着助焊剂。
为了防止这种情况,请准备专用的元件废弃箱并更换。