桥式浸渍助焊剂单元使用说明书.pdf - 第44页
6. 生产 QD114-07 34 桥式浸渍助焊剂单元使用说明书 6.2.3 关于浸渍动作设定和助焊剂传送时间 这里,对每个设定的机器动作和 助焊剂传送时间进行说明。在设定 动作模式时请参考。
QD114-07 6. 生产
桥式浸渍助焊剂单元使用说明书 33
助焊剂传送时间
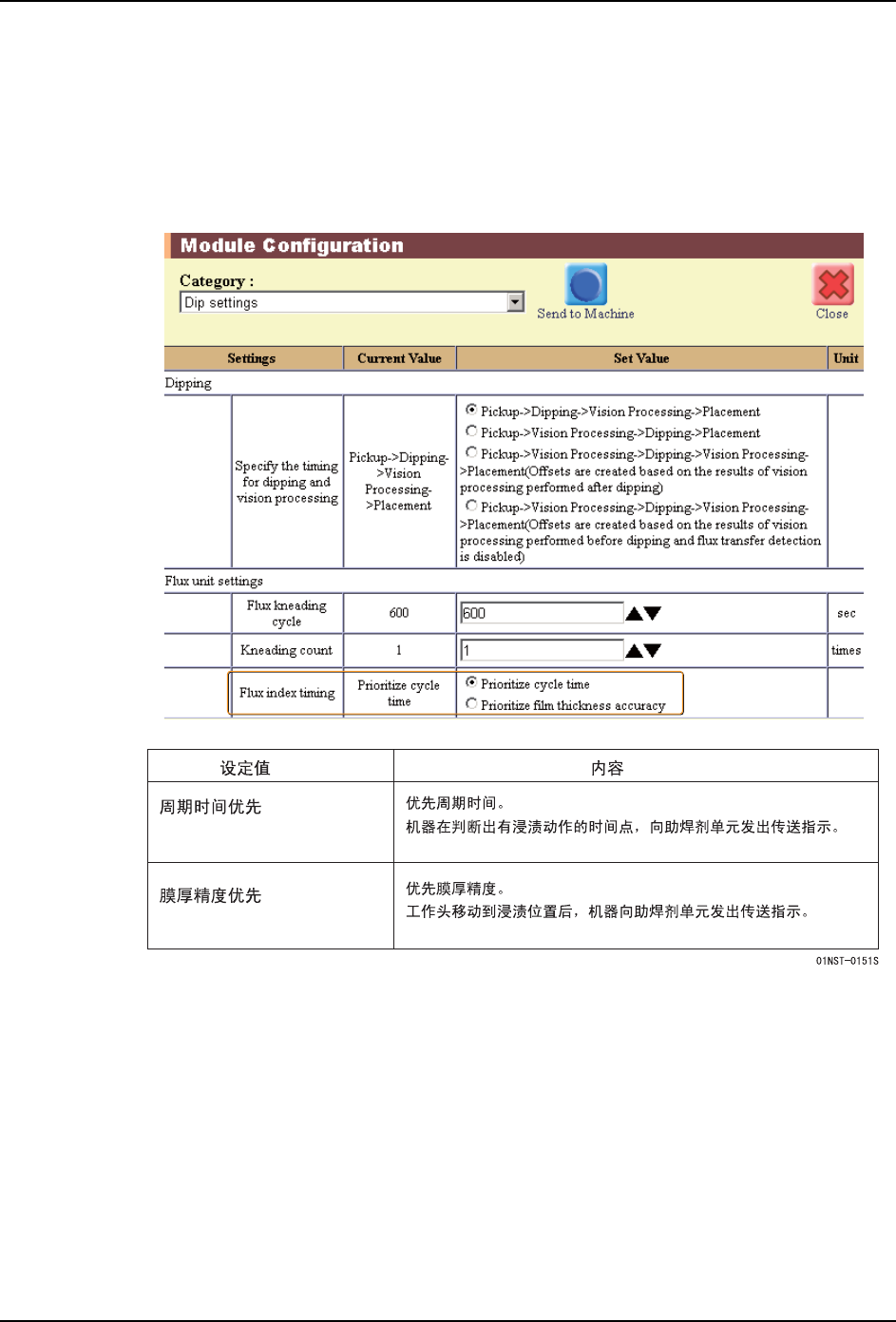
指定从注胶筒向下锡台传送助焊剂的时间,选择周期时间优先还是膜厚精度优先。
1. 请选择菜单的 [Module Configuration]。显示设定画面。
2. 从分类的下拉式菜单中选择 [Dip settings]。
3. 请指定 [Flux Index Timing] 的设定值。
01NST-0150E
6. 生产 QD114-07
34 桥式浸渍助焊剂单元使用说明书
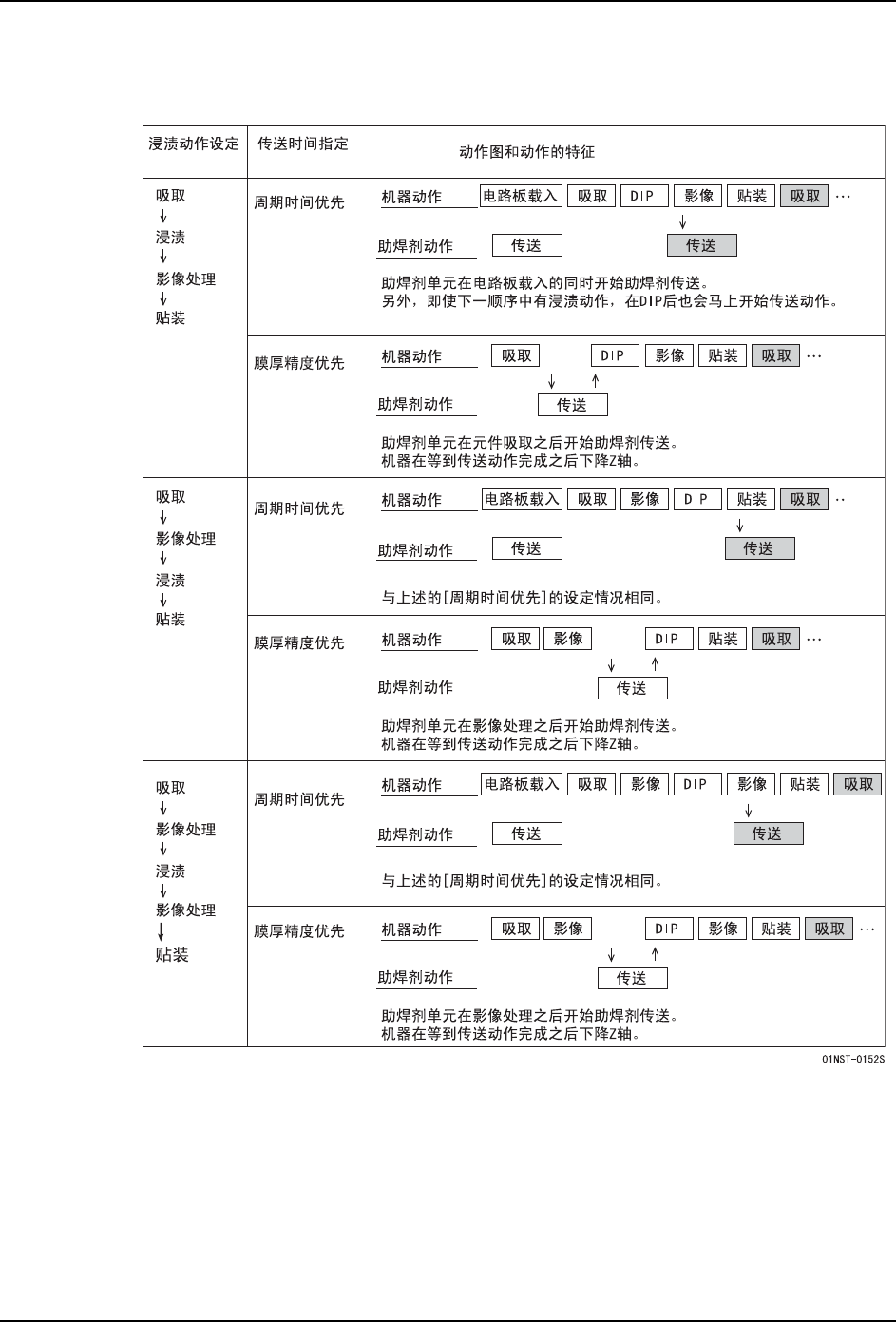
6.2.3 关于浸渍动作设定和助焊剂传送时间
这里,对每个设定的机器动作和助焊剂传送时间进行说明。在设定动作模式时请参考。
QD114-07 6. 生产
桥式浸渍助焊剂单元使用说明书 35
6.3 助焊剂的供应
作为运转前准备,存在着自动供应助焊剂的方法和手动供应助焊剂的方法。
6.3.1 在运转前准备中自动供应助焊剂
重新充填助焊剂时或变更助焊剂种类时,请使用 [ 运转前准备功能 ],进行助焊剂供应。
1. 请按下机器侧操作面板的 CYCLE 按钮或 STOP 按钮。使机器处于 START 等待状态。
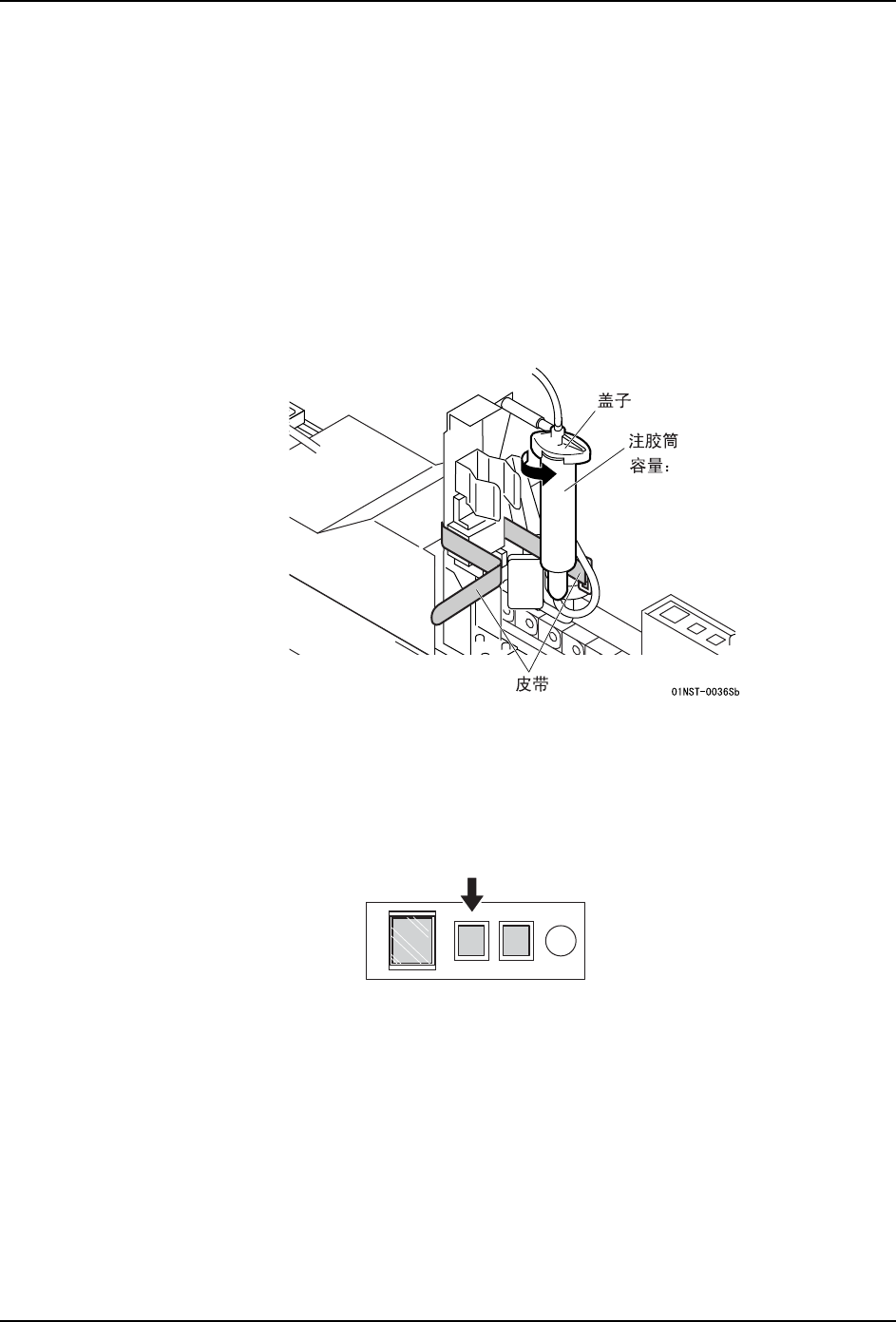
2. 松开固定着注胶筒的皮带。
3. 从浸渍助焊剂单元上拆下注胶筒,上部的盖子旋转约 90 度后拆下。
4. 将助焊剂充填到注胶筒内。
5. 盖好盖子,并安装到浸渍助焊剂单元上。
6. 用皮带固定注胶筒。
7. 按住 ERR 开关 (2 秒以上),通过运转生产前准备动作自动供应助焊。
30 cc
FLUX
ERR
CYCLE
01NST-0037a