桥式浸渍助焊剂单元使用说明书.pdf - 第43页
QD114-07 6. 生产 桥式浸渍助焊剂单元使用说明书 33 助焊剂传送时间 指定从注胶筒向下锡台传送助焊 剂的时间,选择周期时间优先还是 膜厚精度优先。 1. 请 选择菜单的 [Mo dule Configuration]。 显示设定画面。 2. 从分类的下拉式菜单中选择 [Dip settings]。 3. 请 指定 [Flux Inde x Timing] 的设定 值。 01NST -0150E
6. 生产 QD114-07
32 桥式浸渍助焊剂单元使用说明书
6.2.2 助焊剂单元设定
在助焊剂单元设定中,需要设定以下 3 个项目。
·助焊剂搅拌周期
·搅拌次数
·助焊剂传送时间设定
助焊剂搅拌周期和搅拌次数
为了防止助焊剂的干燥(硬化),每隔一定时间搅拌被供应到下锡台上的助焊剂。请设定周
期时间和次数。
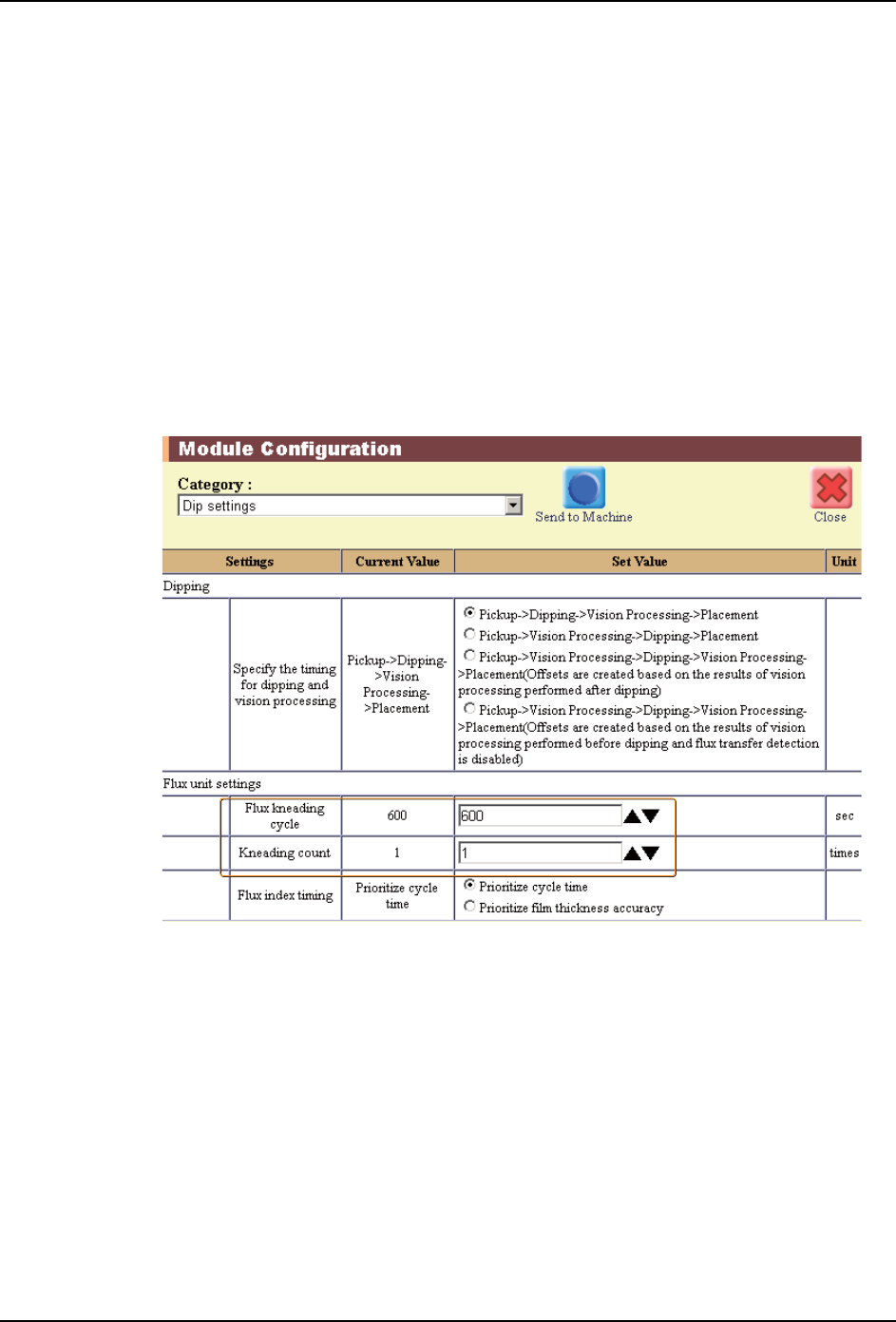
1. 请选择菜单的 [Module Configuration]。显示设定画面。
2. 在分类的下拉式残单中选择 [Dip settings]。
3. 请指定 [Flux kneading cycle] 的设定值。在等待机器载入电路板的这段时间,根据助
焊剂搅拌周期进行搅拌。如果指定了 [0],则不进行周期动作。
4. 请指定 [Kneading count] 的设定值。在 1 个周期中,按所指定的次数进行搅拌。如果指
定了 [0],则不进行周期动作。
01NST-0149E
QD114-07 6. 生产
桥式浸渍助焊剂单元使用说明书 33
助焊剂传送时间
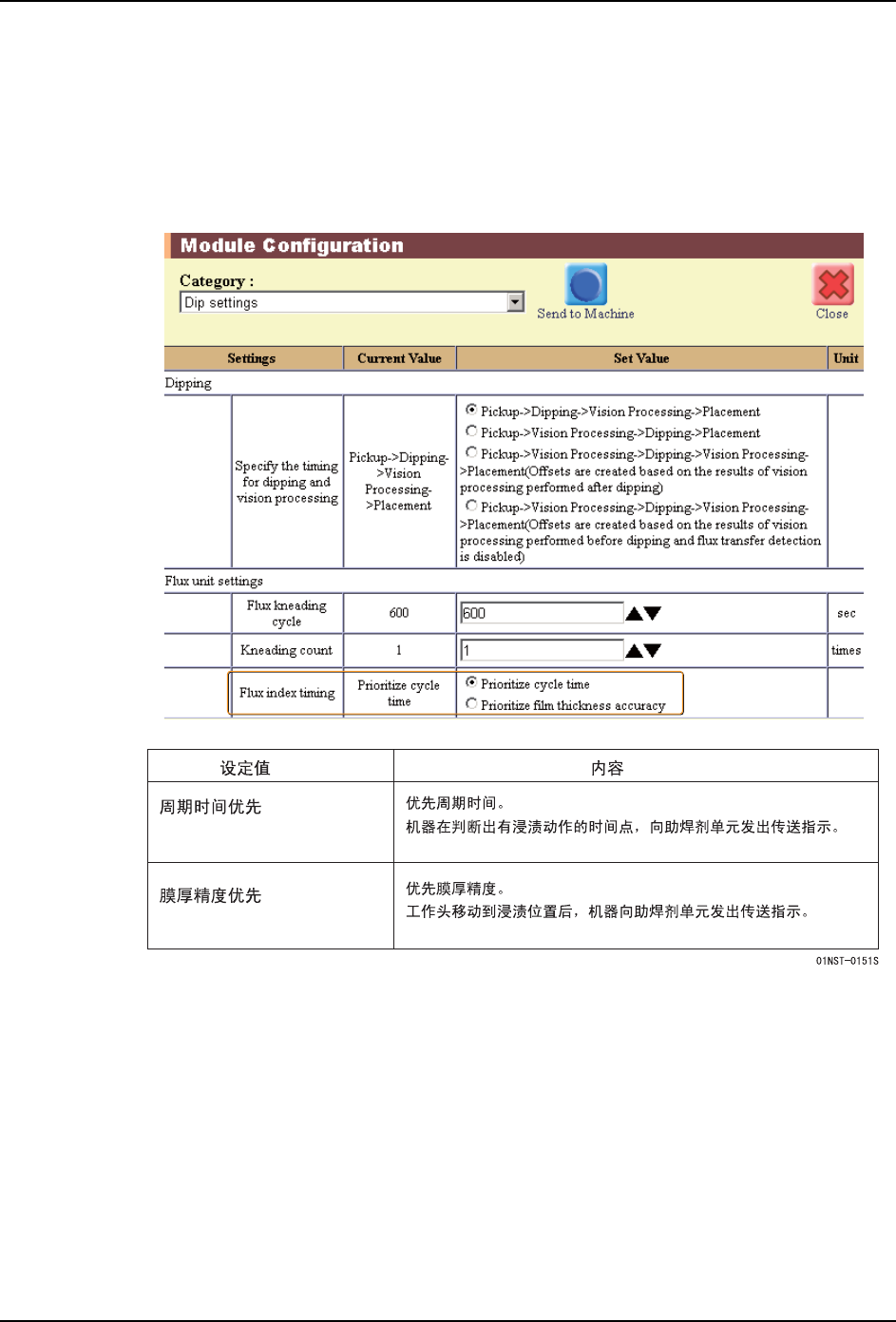
指定从注胶筒向下锡台传送助焊剂的时间,选择周期时间优先还是膜厚精度优先。
1. 请选择菜单的 [Module Configuration]。显示设定画面。
2. 从分类的下拉式菜单中选择 [Dip settings]。
3. 请指定 [Flux Index Timing] 的设定值。
01NST-0150E
6. 生产 QD114-07
34 桥式浸渍助焊剂单元使用说明书
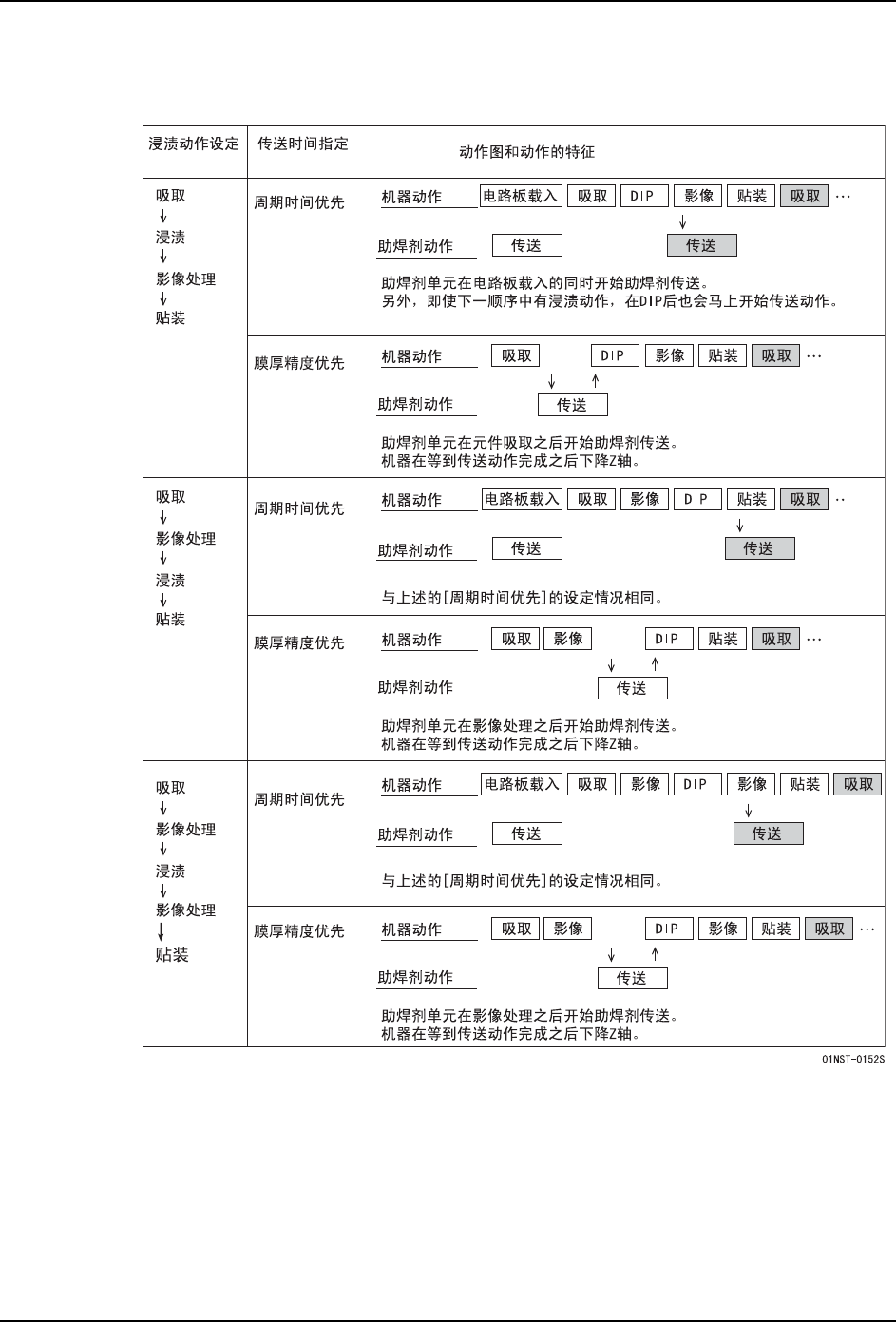
6.2.3 关于浸渍动作设定和助焊剂传送时间
这里,对每个设定的机器动作和助焊剂传送时间进行说明。在设定动作模式时请参考。