NPM高级培训报告E0090616 (2).pdf - 第79页
79 /83 = 注意 = 以 50mm / sec 以下的速度,使调整的轴往 复 60mm 以上移动。 ( 右上图 ) 发生错误时,请重新调整编码器和标尺之间 的间隙。 6. 执行 ST700 调整程序的 <Gain 设定确认 > 。 ( 右下图 ) = 注意 = Gain 设定值应在适当的设定值范围内。 ( 右 下图 ) NG 时,请重新调整编码器和标尺之间的间 隙。
78/83
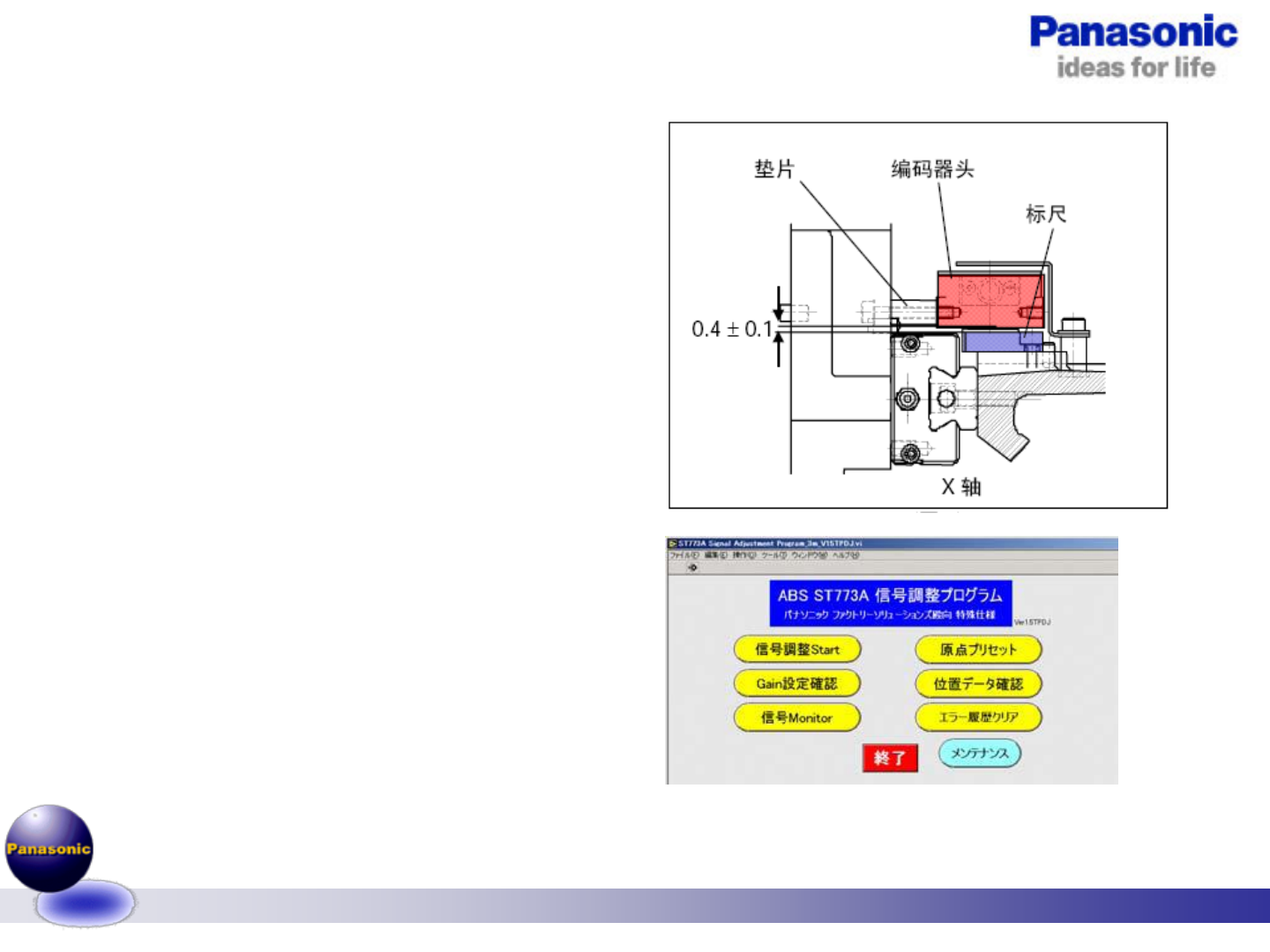
1. 将电源和空气置于OFF。
2. 使用垫片治具,调整线性编码器和标
尺之间的间隙(调整到0.4mm ±
0.1mm ) 。(右上图)
=基准值=
间隙 : 0.4 ± 0.1mm
=注意=
确认配线和标尺盖没有接触。
3. 将PC 连接到编码器头上,启动
ST700 信号调整程序。
(右下图)
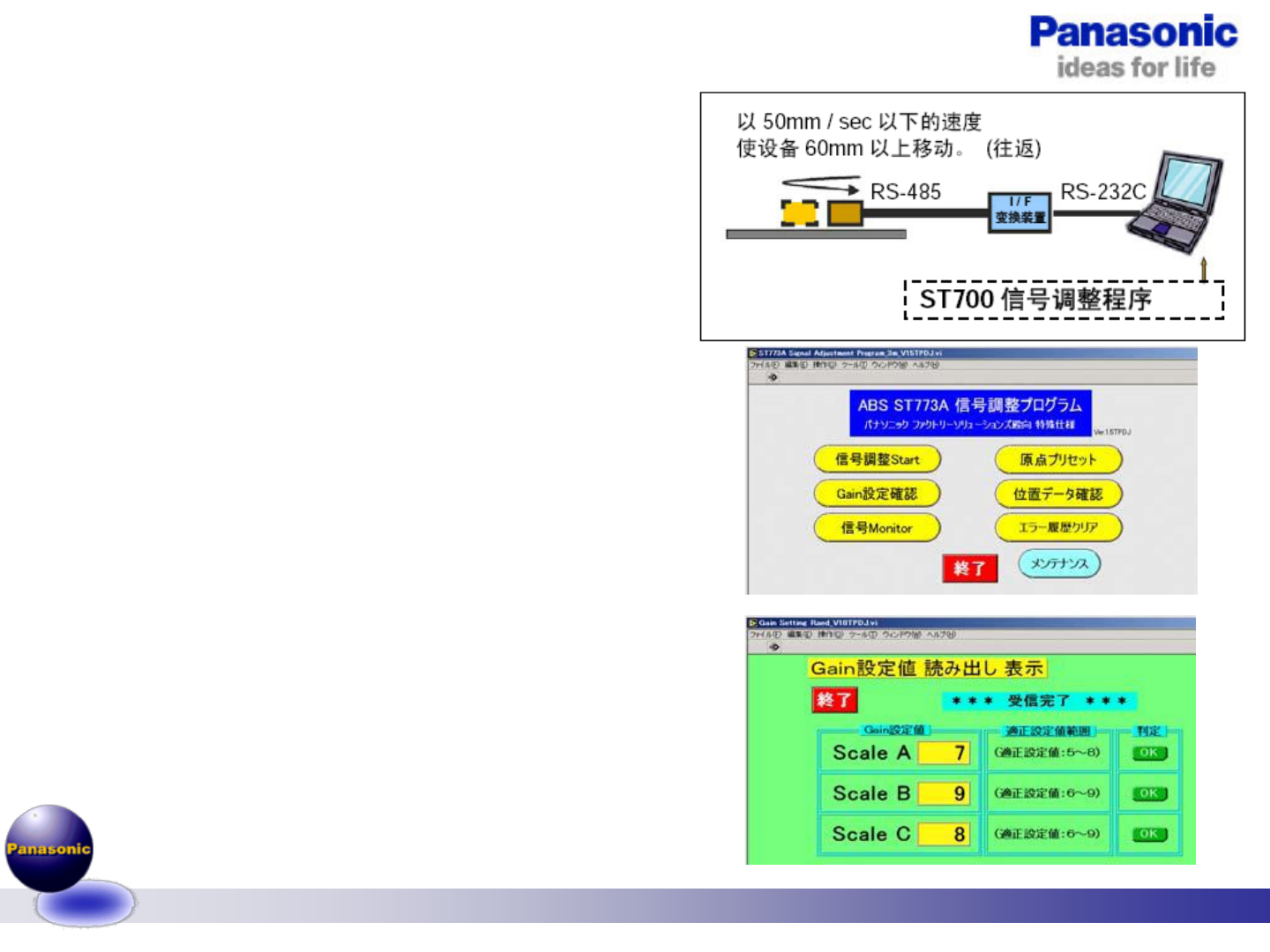
4.将电源和空气置于ON,启动设备。
5. 执行ST700 调整程序的 <信号调整
Start> ,确认是否为OK。
(右下图)
79/83
=注意=
以50mm / sec 以下的速度,使调整的轴往
复60mm 以上移动。
(右上图)
发生错误时,请重新调整编码器和标尺之间
的间隙。
6. 执行ST700 调整程序的 <Gain 设定确认>。
(右下图)
=注意=
Gain 设定值应在适当的设定值范围内。(右
下图)
NG 时,请重新调整编码器和标尺之间的间
隙。
80/83
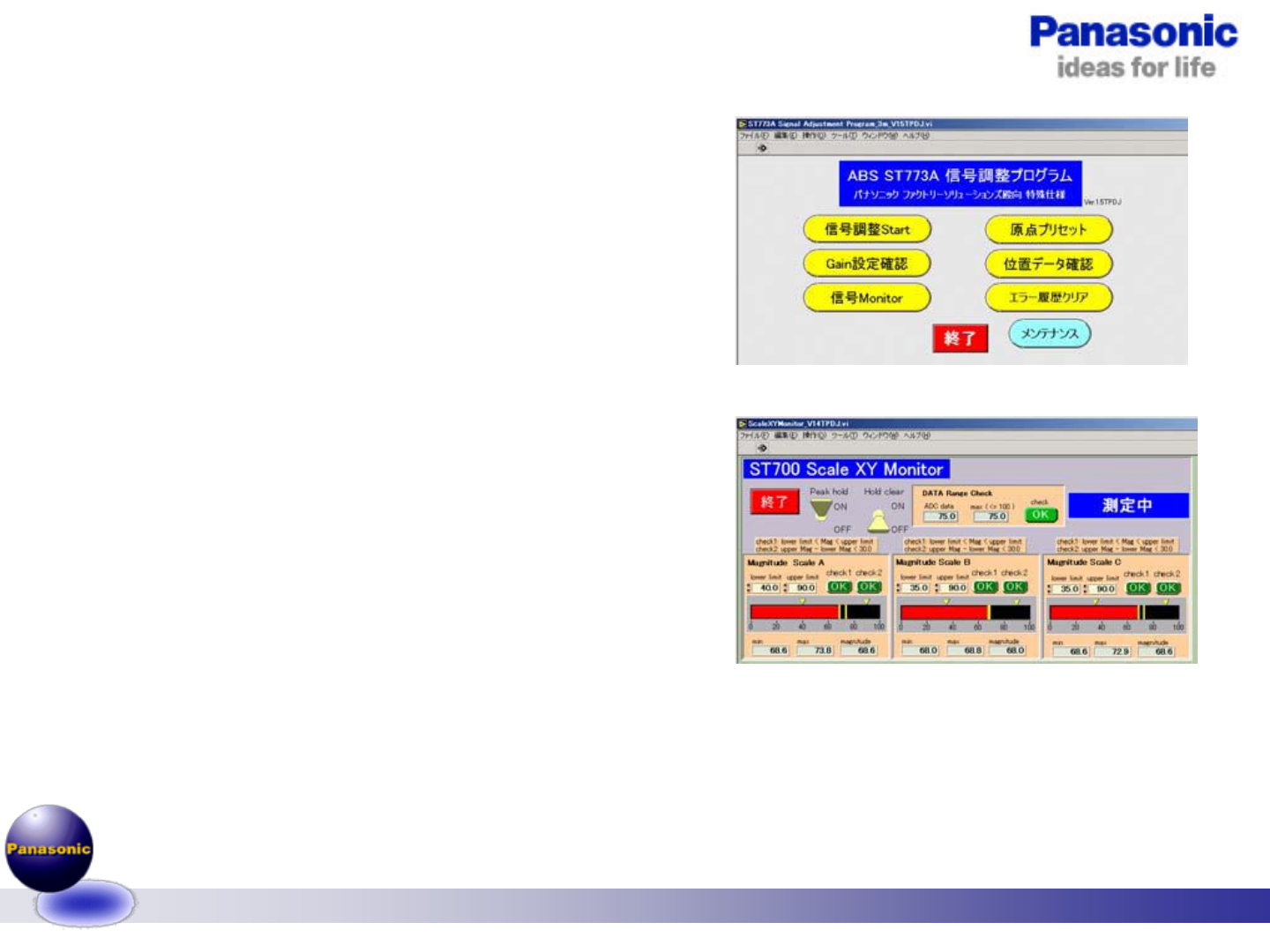
7. 执行ST700 调整程序的 <信号Monitor> 。
(右图)
=注意=
强度信号为OK 时,调整结束。
强度信号为NG 时,在位相信号最大的位置
上进行
<信号Start> 的重新确认后,进行编码器和
标尺之间的间隙的再次调整。