JTR系列说明书.pdf - 第23页
JTR 系列无铅回流焊机用户手册 安装与调试 - 2 2 - 1 1 5 3.1 安装 3.1.1 开箱 JT 回流焊分两个货箱包装,较大的货箱中装的是回流焊设 备,较小的箱体中装的是计算机、彩色显示器、 工具箱及设备备用件。 备份软件光盘和曲线热电偶以及说明手册封装在工具箱中。 键盘、 鼠标固定在主体设备入 口操作台上。 包装方式主要分为:省内,塑料包装 省外,木箱包装 出口,木箱真空包装 移除木箱后,检查机器在运输过程中有没有损坏,…

JTR 系列无铅回流焊机用户手册 安装与调试
- 21 - 115
安装与调试

JTR 系列无铅回流焊机用户手册 安装与调试
- 22 - 115
3.1 安装
3.1.1 开箱
JT
回流焊分两个货箱包装,较大的货箱中装的是回流焊设备,较小的箱体中装的是计算机、彩色显示器、
工具箱及设备备用件。备份软件光盘和曲线热电偶以及说明手册封装在工具箱中。键盘、鼠标固定在主体设备入
口操作台上。
包装方式主要分为:省内,塑料包装
省外,木箱包装
出口,木箱真空包装
移除木箱后,检查机器在运输过程中有没有损坏,若有明显的损坏,请联系货运公司和
JT
制造公司。
木箱拆卸:首先拆除顶部封板并移除连接横梁,然后分别拆除木箱四周封板。
要从垫木上拆下回流焊,必须先拆下设备垫方上固定机器的木方。现在可以用能起重能力至少为
4
吨的叉式
升降机将回流焊从垫方上吊起,并通过安装在回流焊底架上的轮脚将其移动到位。
注意:该设备为工厂大型设备,只有专业的操作工可以开箱,吊运,搬运,和固定机器,在进行以上作业
是请提高警惕,以免造成人身伤害。在用叉式升降机吊起回流焊时,只能从中心将回流焊吊起,如果没有从中
心将其吊起,回流焊可能从升降机上坠落,起吊点的位置见下图。
小型包装箱内含有:
(
a
)
K
型测温线及插头
5
条;
(
b
)附加工具箱一个(内含一字起、十字起、活动板手各一个及六角匙一套);
(
c
)《用户操作手册》一本;
(
d
)
JTR
系列操作软件一套(光盘一张)
(
e
)彩色显示器
(
f
)设备备用件
3.1.2 基本操作环境
环境温度:该系列回流焊机的工作环境温度应该在
5
~
40
℃(
41
℉~
104
℉)之间,不论回流焊机内有无工
件。
相对湿度:该系列机的工作环境相对湿度范围应在
20
~
95
%。
运输保管:该系列机可在-
25
~
55
℃(
-13
℉~
+131
℉)的范围内被运输及保管。在
24
小时以内,可以承受
不超过
65
℃的高温。
在运输过程中,请尽量避免过高的湿度,振动,压力及机械冲击。
3.1.3 机器的定位与安装
当设备移到相应位置后
,
首先将该设备上游和下游的接驳机连接好(如果有),然后再调水平。
当回流焊机安放到位后,通过下图所示位置的十个脚杯来调整回流焊机的传送高度和水平。其调整方法是,
使用工业用油或酒精水平仪进行测量,将水平仪放在
PCB
运输导轨的中部,然后通过机器底部的十个可调脚杯对
回流焊机反复进行前后、左右两方向的水平调整,直到导轨水平并对齐接驳的机器导轨为止。最后,一定要将所
有脚杯上的锁紧螺母锁紧。
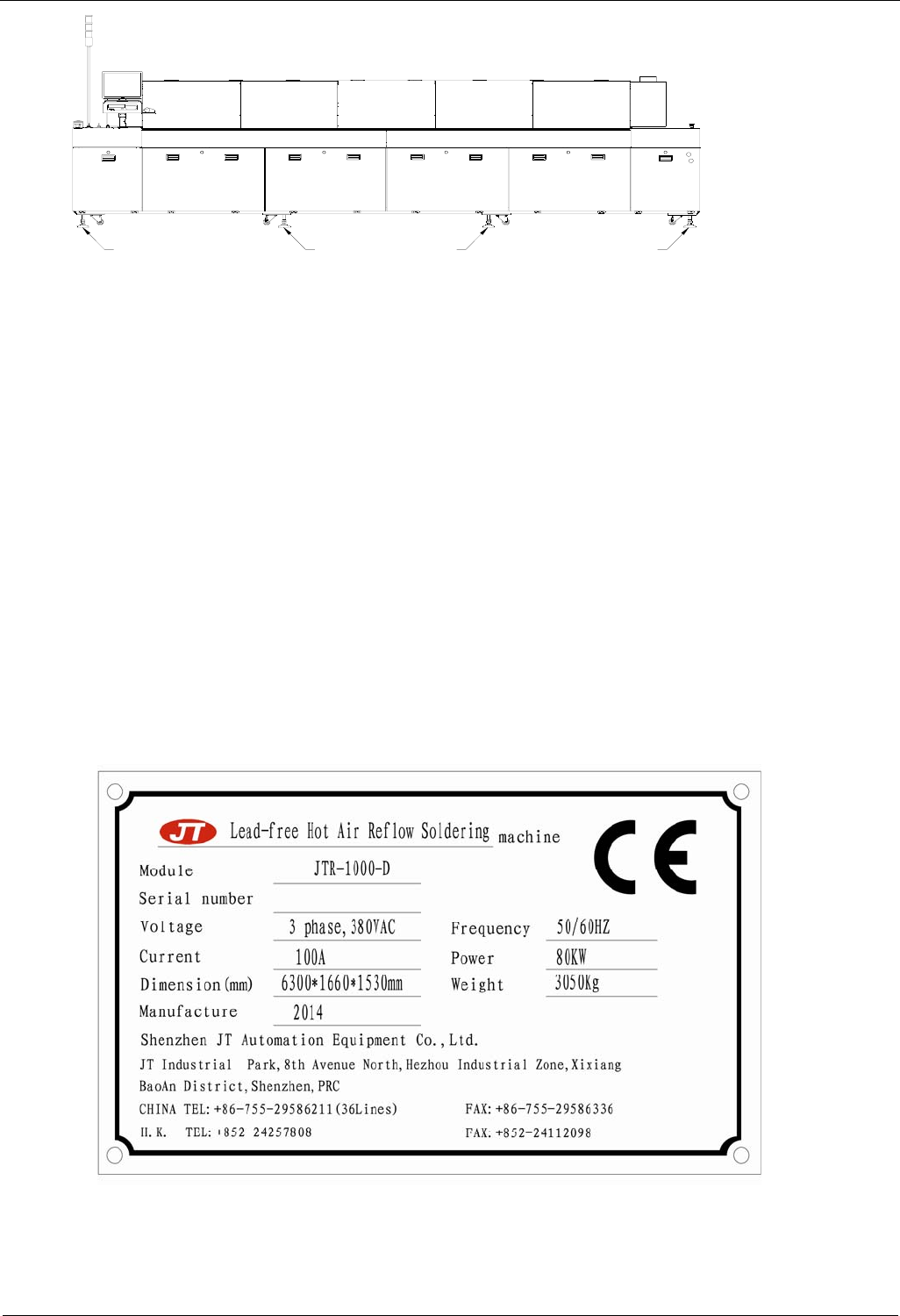
JTR 系列无铅回流焊机用户手册 安装与调试
- 23 - 115
脚杯 脚杯 脚杯脚杯
3.1.4 排气要求
将机器两端的废气排风管与客户厂房里面的排风管应采用耐高温铝箔软管连通,排风量的大小请参照“
2.5
技术参数”表执行。
.
3.1.5 电脑安装
机器安装定位后,将电脑台固定在机器入口前端的立柱上。拆下入口前部第一块门板,将电脑放置在回流焊
底架电脑放置架内。确认电源配置(
220V
或
24V
),将电源插头接入电脑电源输入接口上,连接炉子的以太网通
讯现接到电脑的以太网端口。如果回流焊另有用于氧气分析仪,则将氧气分析仪连接至电脑的
COM
口上。
同时将三色灯安装在相应的位置。
.
3.1.6 电源要求
将机器安装固定好后,请按照本机的电源要求接入电源,总电源入口在机器三色指示灯后面的门板上,门板
上有铭牌和标签注明本机的总电源要求。
电源应连接至安装在出口底架板上的接线端子上。设备导线应使用最小
25mm
²(
3AWG
)的铜导线,铜导线
要求能满足
75
℃的环境,确保连接符合所有相应的电气和安全规章。
标准电气配置:五线系统~由三相线路、中位线盒接地线组成。