JTR系列说明书.pdf - 第75页
JTR 系列无铅回流焊机用户手册 设备保养及维护 - 7 4 - 1 1 5 ( 4 )更换 OK 后,按上述拆卸方法反方向安装发热丝。 8. 定期检查、清洁冷却风扇,保证其长期正常工作,以确保热风电机及电控箱内的电器组件正常工作而不 致烧坏; 马达更换方式及步骤: ( 1 )取下马达板固定螺丝。 ( 2 )取出需更换马达,将 OK 的马达组件放入炉胆马达孔内,用 M6 螺丝固定。 9. 定期检查机器各处的润滑情况(具体见下表) ; 定…
JTR 系列无铅回流焊机用户手册 设备保养及维护
- 73 - 115
(
2
)将
l
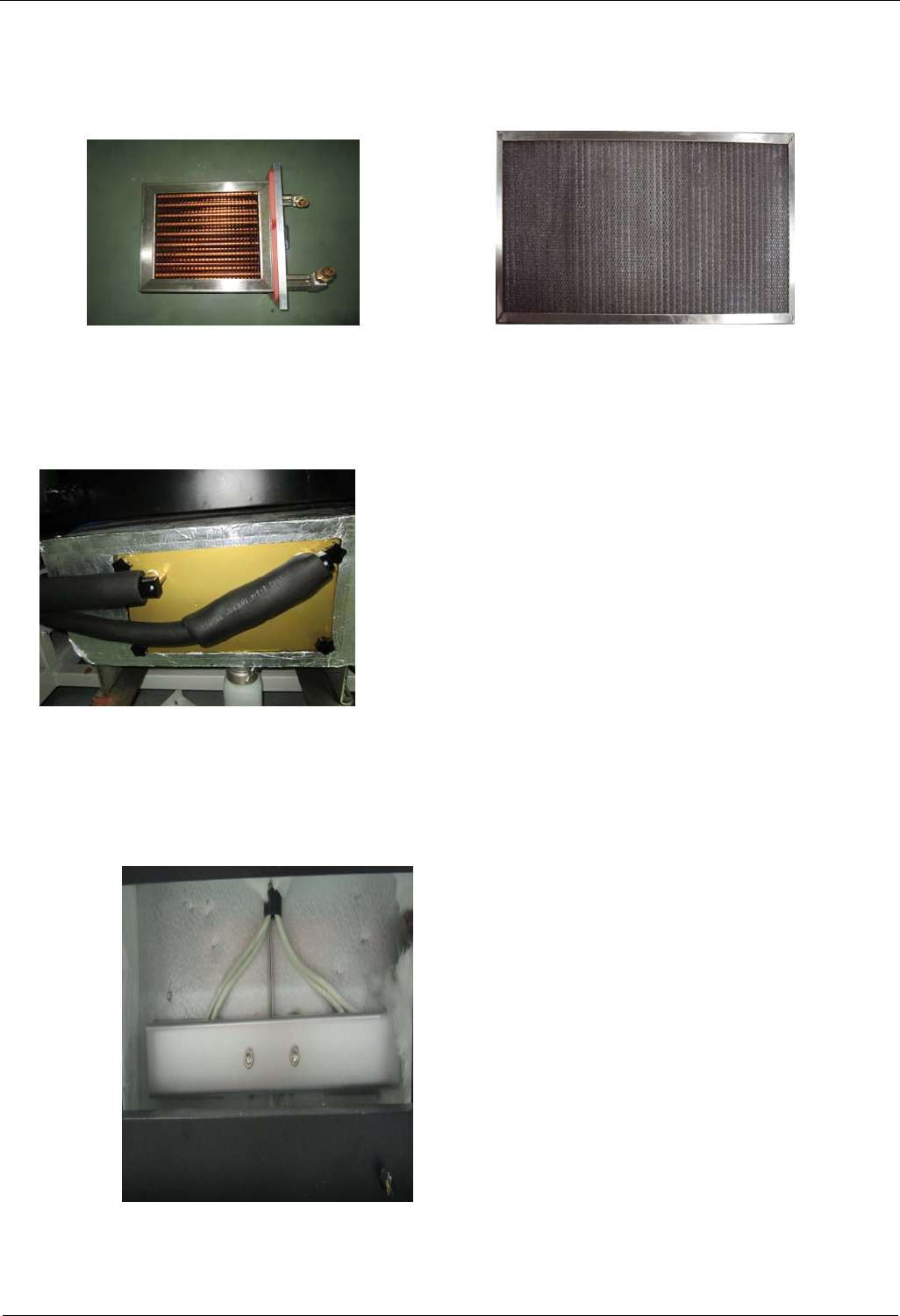
冷凝器与水管连接的快速接头分解开,取出蒸发器和过滤网,然后将过滤网和蒸发器装置放入清洗
溶剂中清洗。。
(
3
)等清洗完后的过滤网和蒸发器表面溶剂挥发干净后,将过滤网插入蒸发器内,然后将蒸发器放入回收
箱内,将蒸发器上进出水管连接上,最后锁紧回收箱封板。
7.
定期检查各发热器是否正常,如有损坏应及时更换;
发热丝更换方式及步骤:
(1)在设备后面,取下需更换发热丝的盖板。
(2)取下发热丝固定板。
(3)取出发热丝。
JTR 系列无铅回流焊机用户手册 设备保养及维护
- 74 - 115
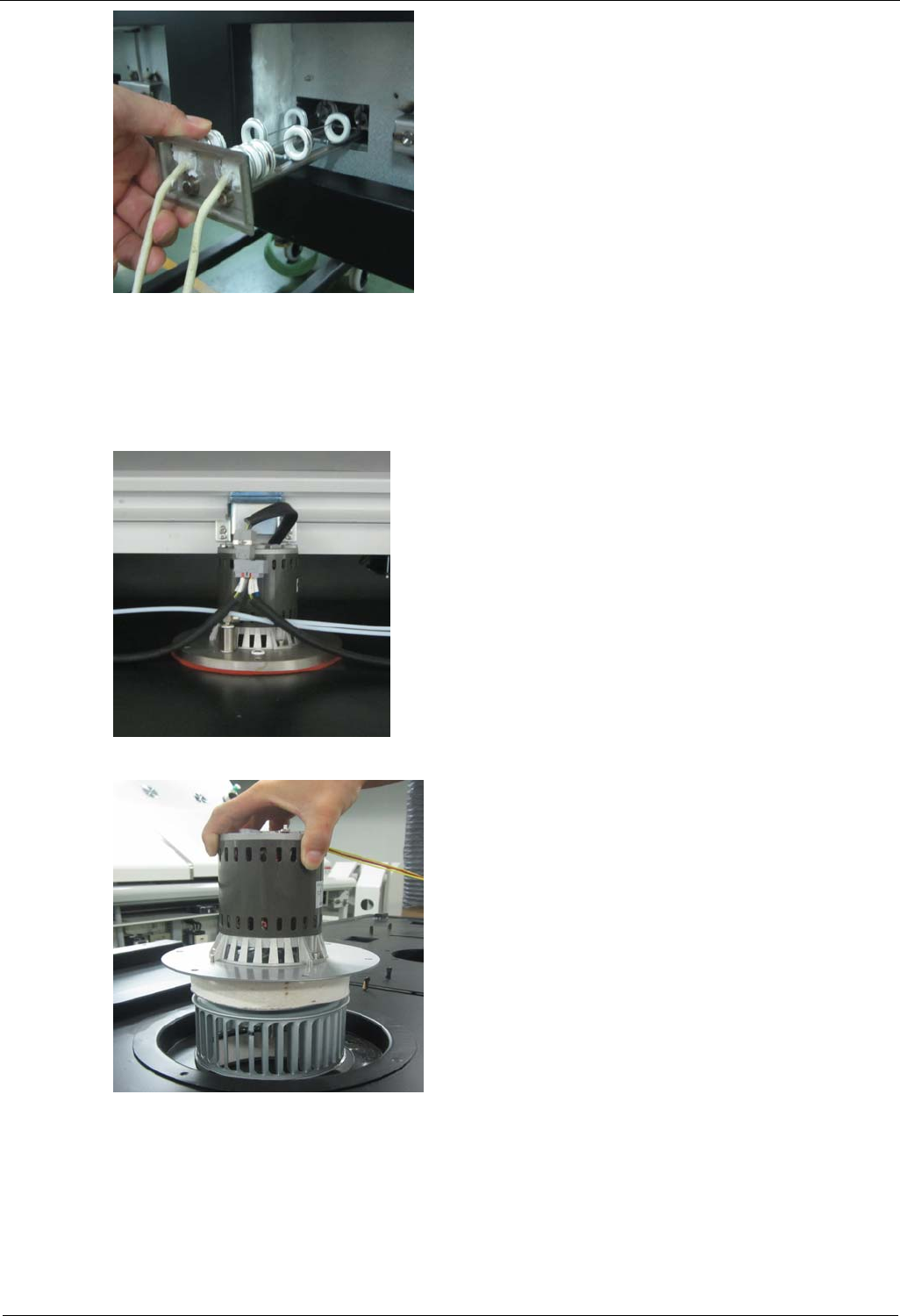
(4)更换OK后,按上述拆卸方法反方向安装发热丝。
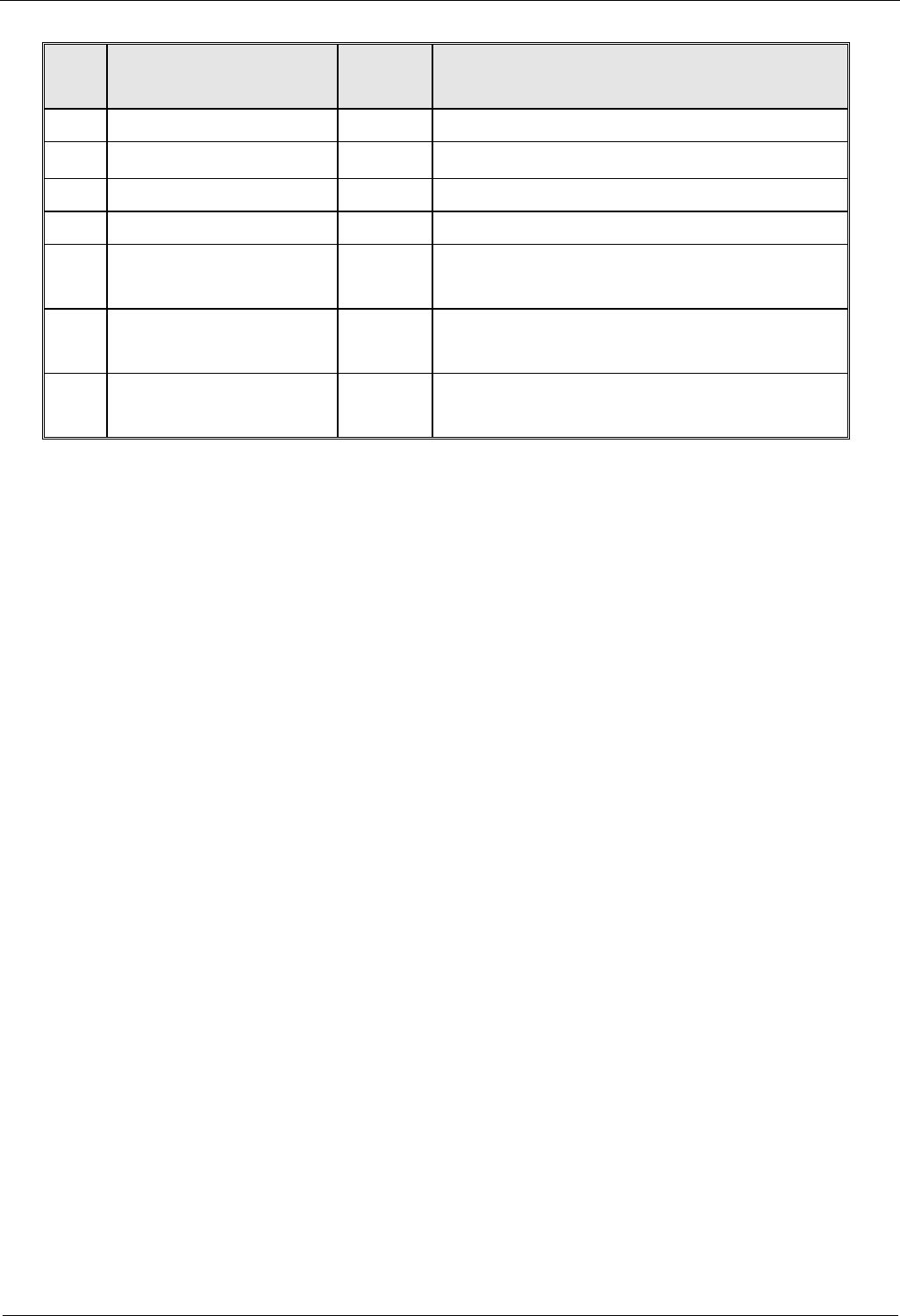
8. 定期检查、清洁冷却风扇,保证其长期正常工作,以确保热风电机及电控箱内的电器组件正常工作而不
致烧坏;
马达更换方式及步骤:
(1)取下马达板固定螺丝。
(2)取出需更换马达,将 OK 的马达组件放入炉胆马达孔内,用 M6 螺丝固定。
9.
定期检查机器各处的润滑情况(具体见下表);
定期保养润滑表
警告:保养前必须先将各零部件上的助焊剂、灰尘、污垢或其它异物清理干净再上油!
JTR 系列无铅回流焊机用户手册 设备保养及维护
- 75 - 115
6.2 .炉内调宽丝杆润滑
对于炉内的调宽丝杆组件,丝杆必须清洁和润滑,推荐使用的油脂润滑 Krytox GPL227,推荐清洁调宽丝杆
的清洁剂 ALPHA Saponifier 或 Vigon Rc101。调宽丝杆清洗程序如下:
·在开始本操作前,确定炉子冷却并在常温状态。
·运输系统必须停止。
·请在调宽丝杆组件下面铺上一次性托盘。
·在调宽丝杆表面喷上清洁剂 ALPHA Saponifier 或 Vigon Rc101,并保持 3min 使清洁剂渗透到残渣中。
·用软刷清洁丝杆,以下步骤要两个人完成。
A.将导轨移到最大板宽。
B.第一人将软刷放在调宽丝杆上,靠近移动板并放在导轨外侧,旋转丝杆使软刷随着丝套移动(当丝套移
动到最小板宽时,拿走软刷)
C.第二人将导轨的板宽从最大调节到最小。
D.当导轨移动到最小板宽时,软刷跟着导轨同样移到最小板宽。
E,再将软刷放在导轨内侧。
F.移动导轨到最大板宽。
G.当导轨移动到最大板宽时,软刷沿着丝杆同样移动。
H.重复步骤“B”到“G”直到丝杆上没有铁锈和残渣为止。
·用干净的抹布擦去丝杆上的残渣。
·循环导轨从“in”到“out”,再次擦拭丝杆。
·用润滑脂 Krytox GPL227 在丝杆表面涂上一定的长度,并移动导轨,使丝杆表面均匀布满润滑脂。
·移走托盘。
6.3 .PCB 运输链条、中支链条、网带张紧方法及操作步骤:
(1). PCB 运输链条张紧:
当 PCB 运输链条长时间在高温下运转后,受到材料热胀冷缩的影响,PCB 运输链条材质会发生相应的变化,
出现变长现象,导致设备上的张紧机构失效,因此需对 PCB 运输链条的张紧力进行调整,调整方法为:裁剪 PCB
运输链条长度。操作方法如下:
1.1使用专用链条裁剪治具
润滑部
位编号
说
明
加油周期 推荐用油型号
1
机头各轴承及调宽链条
每月
钙基润滑脂
ZG-2
,滴点
>80
℃
2
同步链条、张紧轮及轴承
每月
钙基润滑脂
ZG-2
,滴点
>80
℃
3
机头运输链条过轮用轴承
每月
钙基润滑脂
ZG-2
,滴点
>80
℃
4
机头丝杆及传动方轴
每月
钙基润滑脂
ZG-2
,滴点
>80
℃
5 PCB
运输链条
(
计算机控制自动滴油润滑
)
每天
杜邦
Krytox GPL107
全氟聚醚润滑油(耐温
250
℃)
6
中间调宽丝杆及导轴
每周
杜邦
Krytox GPL227
全氟聚醚润滑脂(耐温
250
℃),
滴点
>300
℃
7
中间导轨支撑轴
每周
杜邦
Krytox GPL227
全氟聚醚润滑脂(耐温
250
℃)
,
滴点
>300
℃