JTR系列说明书.pdf - 第81页
JTR 系列无铅回流焊机用户手册 设备保养及维护 - 8 0 - 1 1 5 RS-1000 (点检部位分布图) 3 )点检时如有部位超出 1 ± 0.5mm 范围,则需对该部位进行调整。 4 )调整方法: 若图示中“ 1 ”点超出范围,则需对“ 1 ”点相对应的零件进行调整,调整步骤为: 01, 对“ 1 ” 点相对应的中支辅助支撑座进行调整, 调节辅助支承座孔内机米, 使支承座抬高或下降, 这样图 示中“ 1 ”点高度则会随之抬高或…
JTR 系列无铅回流焊机用户手册 设备保养及维护
- 79 - 115
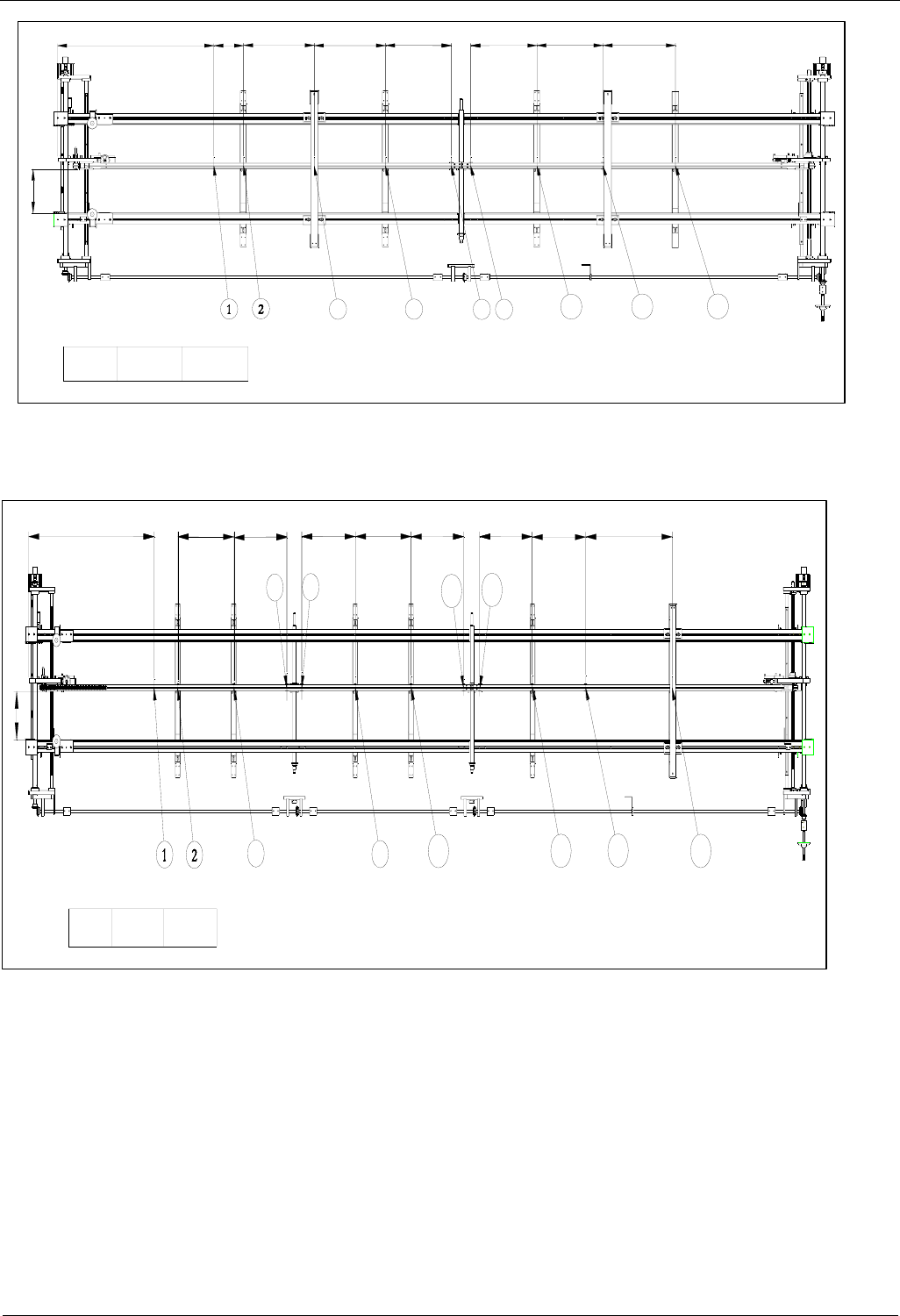
RS-600(点检部位分布图)
RS-800(点检部位分布图)
100 108160842
L
L
150mm
300mm
375
355
359 375
352 352
358
580
3
45
6
7
8
9
10
11
12
842 160 106
L
150mm
300mm
L
380
384
353
356
356 390
3
4
45
6
7
8
JTR 系列无铅回流焊机用户手册 设备保养及维护
- 80 - 115
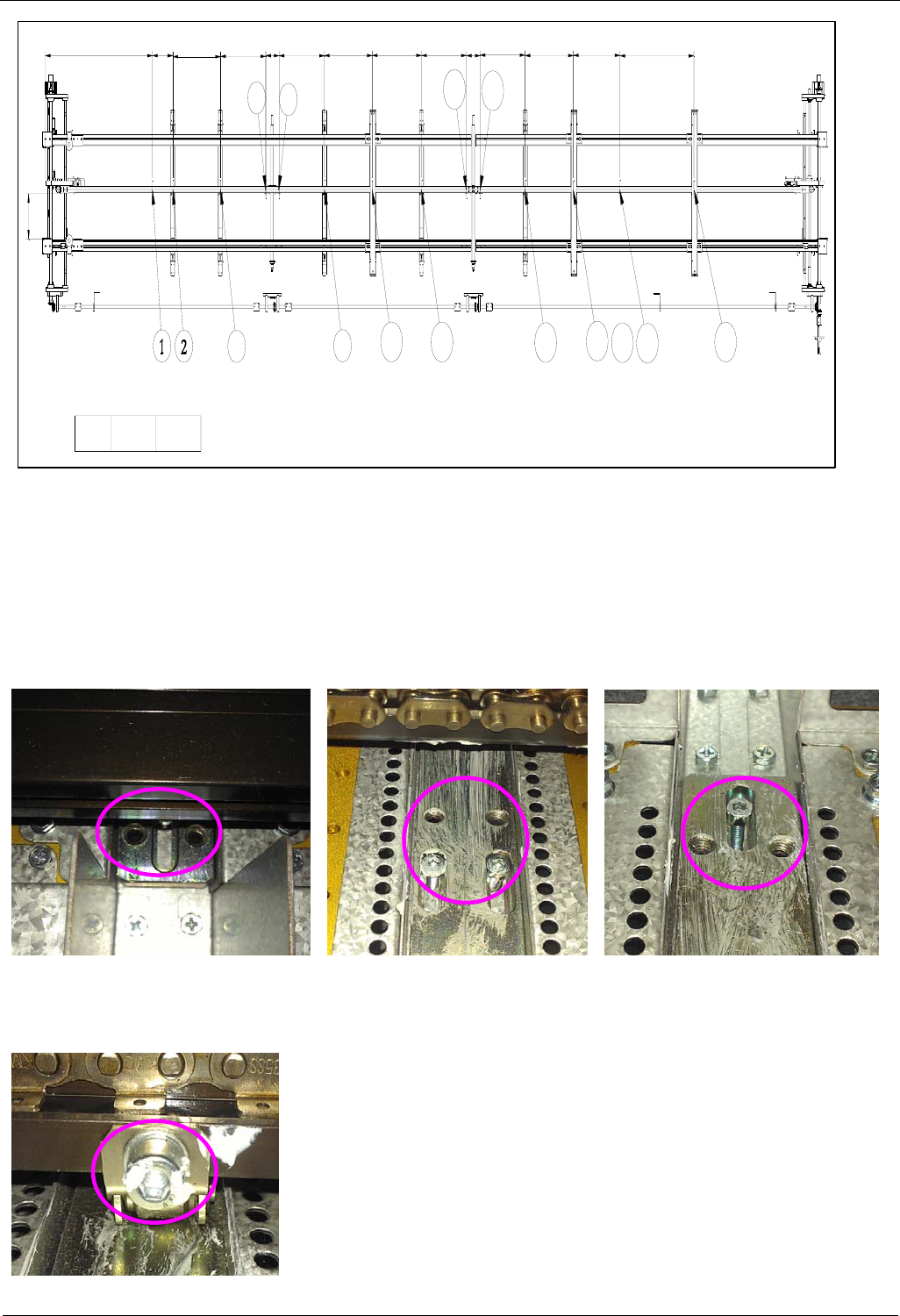
RS-1000(点检部位分布图)
3)点检时如有部位超出 1±0.5mm 范围,则需对该部位进行调整。
4)调整方法:
若图示中“1”点超出范围,则需对“1”点相对应的零件进行调整,调整步骤为:
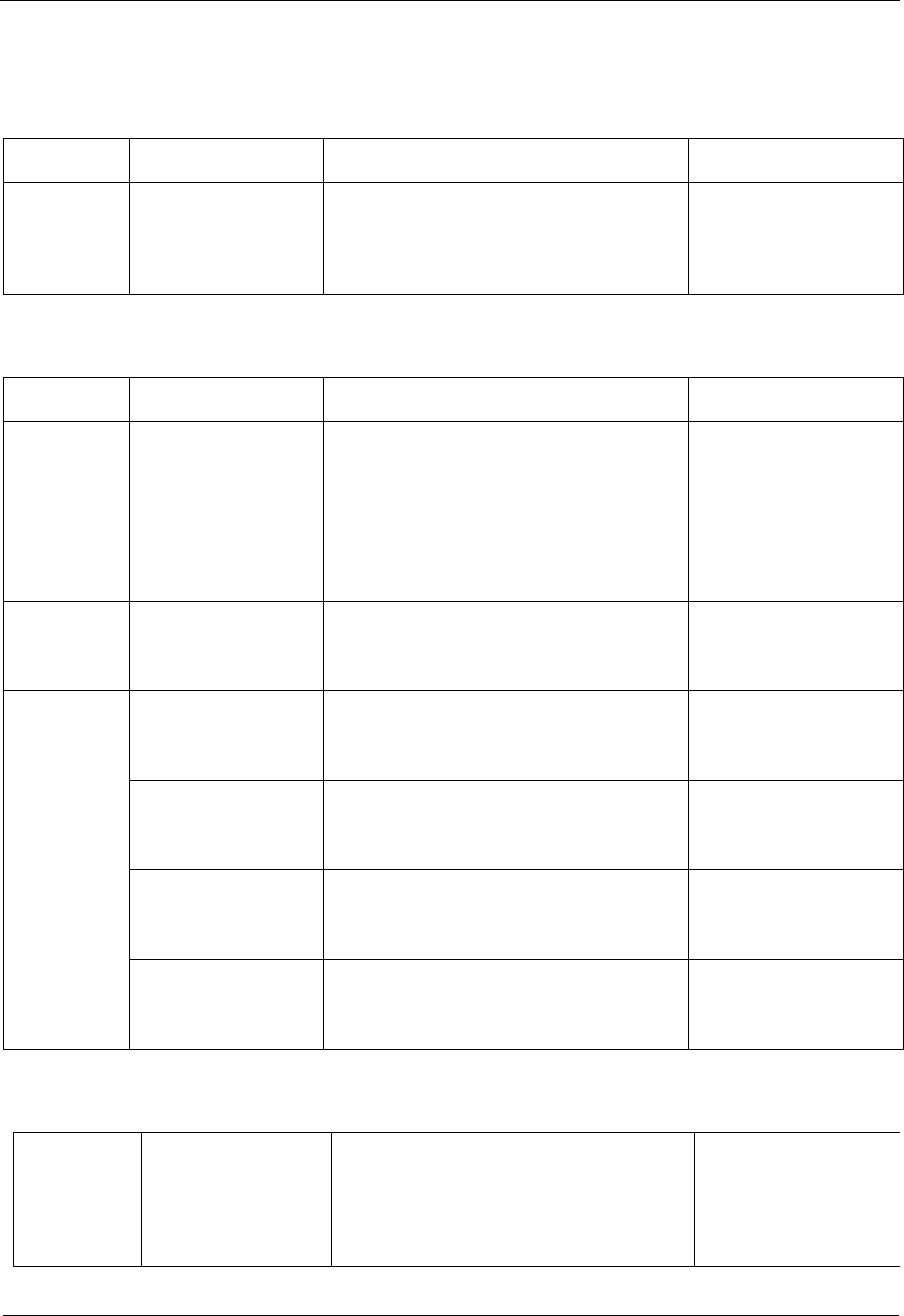
01,对“1”点相对应的中支辅助支撑座进行调整,调节辅助支承座孔内机米,使支承座抬高或下降,这样图
示中“1”点高度则会随之抬高或下降;相同方法对其他点位进行调整。(附图位置)
02.对“1”点邻近的托轮座板进行微调(调整下图中固定托轮座的固定高度),使中支导轨抬高或下降,这样
图示中“1”点高度则会随之抬高或下降。(附图位置)
160 104 108842
L
L
150mm
300mm
375
355
357
375
388
352
352
380
366.5
580
3
4
5
6
7
8
9
10
11
12
13
14
15
JTR 系列无铅回流焊机用户手册 设备保养及维护
- 81 - 115
6.5 机器预防性点检与维护计划表
每日点检
项目
检查内容
维护方法 正常状态
运输系统 传输链条润滑
1.检查 JT 软件内润滑滴油模式设置时间是否
合理(可选)。
2.检查润滑油路是否堵塞,清理润滑油路使
其正常供油。
有油输送至传输 链条上
每周维护
项目
检查内容
维护方法 正常状态
FLUX回收系统
抽风箱、回收箱内过滤
网表面 FLUX
检查过滤网表面是否粘覆过多 FLUX(更换
或清洗过滤网)
有效回收 FLUX
氮气回收箱
FLUX 收集瓶
瓶内 FLUX 量
检查收集瓶内 FLUX 是否过多(更换或清洗
收集瓶内 FLUX)
保证正常 FLUX 回收
氮气炉冷凝器 冷凝器表面 FLUX
检查冷凝器表面 FLUX是否过多(表面 FLUX
过多需清理干净)
保证正常冷却效果
控制电箱清洁
检查控制电箱内是否有积尘和异物(断电后
用吸尘器清理积尘和异物)
保证电器元件正常工作
出入口光眼表面清洁
检查运输出入口光眼表面是否有积尘(用干
抹布擦拭干净)
保证计数功能有效
计算机及 UPS 表面清洁
检查计算机和 UPS 表面是否有积尘(断电后
用干抹布擦拭干净)
保证设备运行正常
电器系统
散热风扇
检查设备散热风扇表面是否有积尘(断电后
用吸尘器清除表面积尘)
保证正常散热
每月维护
项目
检查内容
维护方法 正常状态
运输系统
传输链条张力
检查链条张紧机构是否有效(链条过长则需
要裁剪,裁剪方法参照)
张力适宜