JTR系列说明书.pdf - 第80页
JTR 系列无铅回流焊机用户手册 设备保养及维护 - 7 9 - 1 1 5 R S - 6 0 0 (点检部位分布图) R S - 8 0 0 (点检部位分布图) 100 108 160 842 L L 150mm 300mm 375 355 359 375 352 352 358 580 3 45 6 7 8 9 10 11 12 842 160 106 L 150mm 300mm L 380 384 353 356 356 390…
JTR 系列无铅回流焊机用户手册 设备保养及维护
- 78 - 115
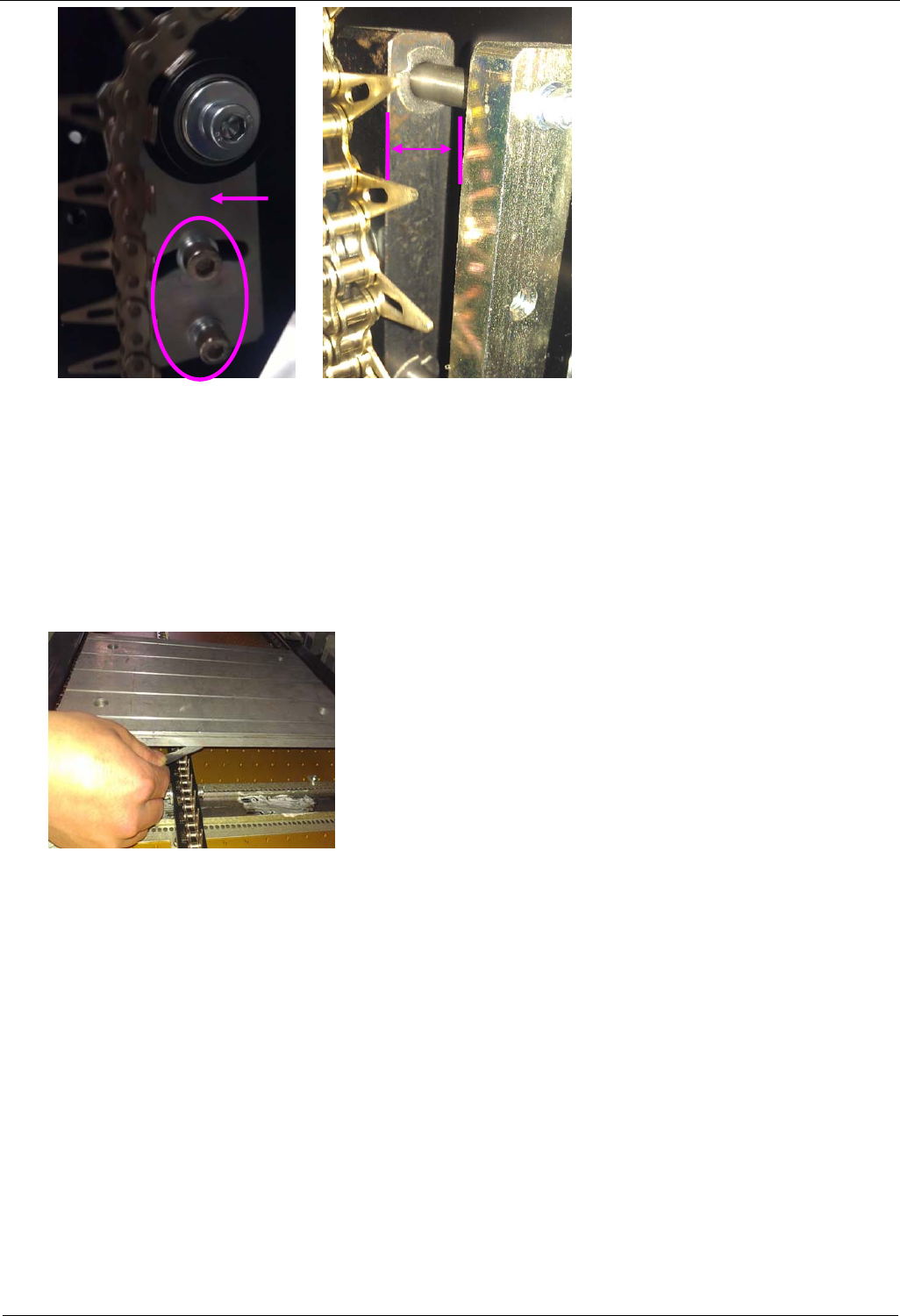
操作方法:松开张紧块固定螺丝,按箭头方向调整张紧块,当链条张力合适后(出口张紧机构间隙达到
30mm,如上图所示),然后固定张紧块螺丝。
6.4 中央支撑系统年检说明
1.中支链条要求每年进行一次检查。
2.检查要求说明:
1)按图示方法对中支链条水平进行点检。
将标准测试板放在主传输链条上,然后把中支链条移至标准测试板下,用塞尺测量中支链条齿尖与标准 测
试板底部之间的距离。(如图 1 所示)
图 1
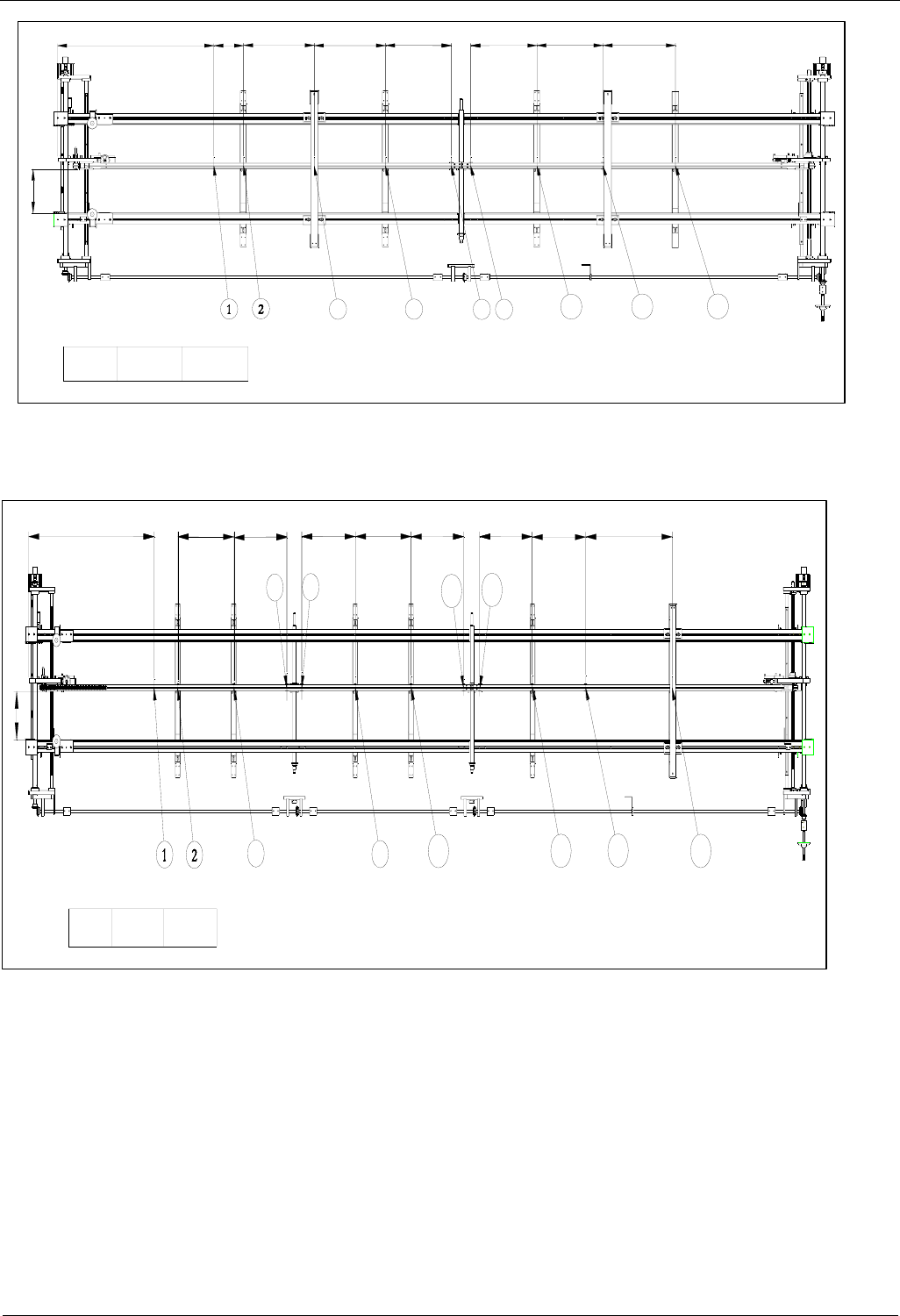
2)点检部位如下图所示,要求中支链条齿尖与运输链条销轴之间的间隙控制在 1±0.5mm(要求中支导轨距
固定边 150mm 点检一次;距固定边 300mm 点检一次)。
30
JTR 系列无铅回流焊机用户手册 设备保养及维护
- 79 - 115
RS-600(点检部位分布图)
RS-800(点检部位分布图)
100 108160842
L
L
150mm
300mm
375
355
359 375
352 352
358
580
3
45
6
7
8
9
10
11
12
842 160 106
L
150mm
300mm
L
380
384
353
356
356 390
3
4
45
6
7
8
JTR 系列无铅回流焊机用户手册 设备保养及维护
- 80 - 115
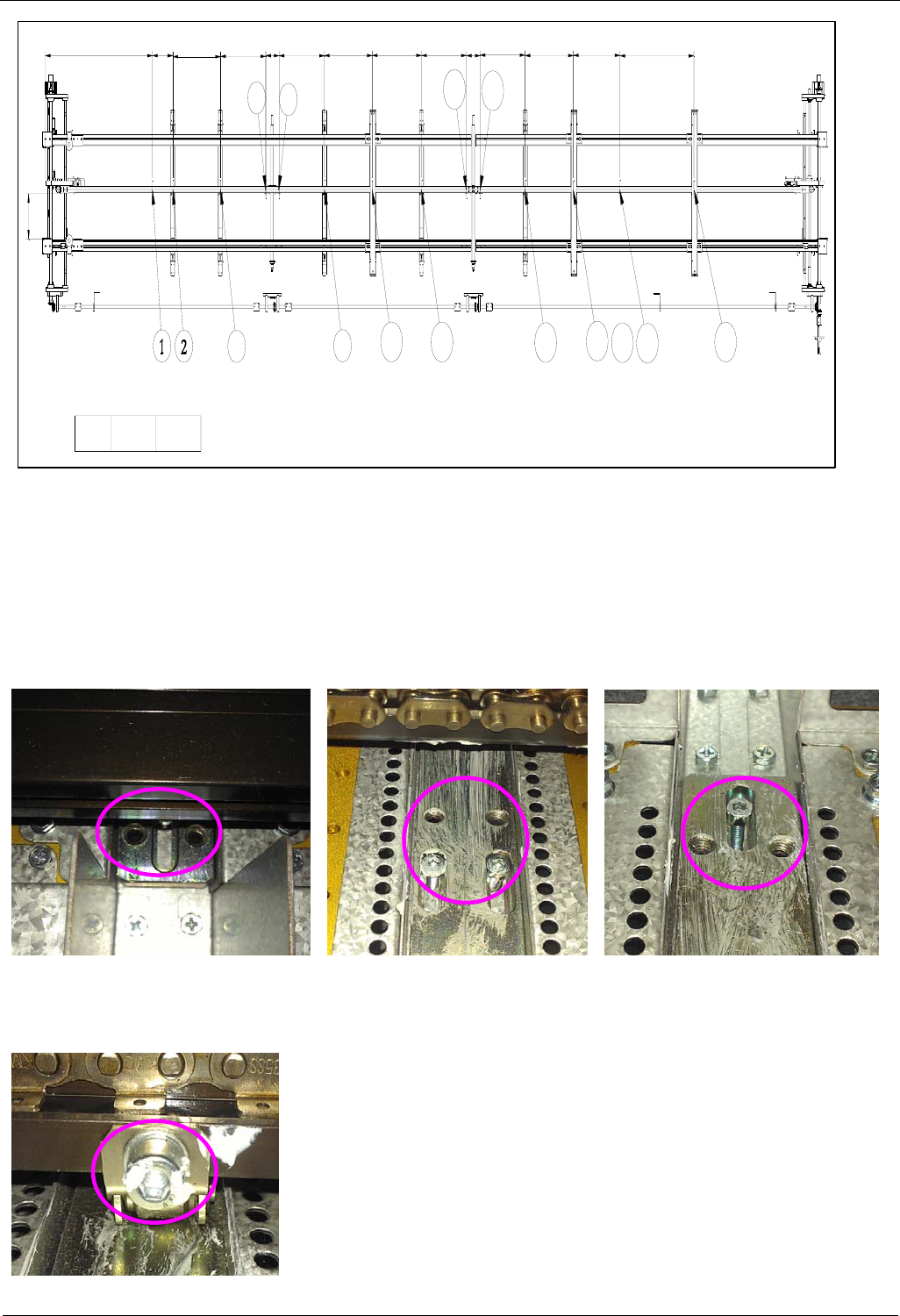
RS-1000(点检部位分布图)
3)点检时如有部位超出 1±0.5mm 范围,则需对该部位进行调整。
4)调整方法:
若图示中“1”点超出范围,则需对“1”点相对应的零件进行调整,调整步骤为:
01,对“1”点相对应的中支辅助支撑座进行调整,调节辅助支承座孔内机米,使支承座抬高或下降,这样图
示中“1”点高度则会随之抬高或下降;相同方法对其他点位进行调整。(附图位置)
02.对“1”点邻近的托轮座板进行微调(调整下图中固定托轮座的固定高度),使中支导轨抬高或下降,这样
图示中“1”点高度则会随之抬高或下降。(附图位置)
160 104 108842
L
L
150mm
300mm
375
355
357
375
388
352
352
380
366.5
580
3
4
5
6
7
8
9
10
11
12
13
14
15