JTR系列说明书.pdf - 第29页
JTR 系列无铅回流焊机用户手册 安装与调试 - 2 8 - 1 1 5 ( 3 )炉盖开启 控制面板第二个方框下方的钥 匙开关控制炉盖升降, 将钥匙开关旋转自“ open ”位置,炉盖将被升起, 与 此相反的,旋转自“ close ”位置,炉盖将会下降。打开设备操作机器之前,请将运输固定件拆除。本设备安装 有行程控制开关(极限保护开关)用于防止炉盖过度的升降。 注意:在开启或关闭上炉体时, 必须保证上下炉体之间无人体接触, 防止压伤或…

JTR 系列无铅回流焊机用户手册 安装与调试
- 27 - 115
3.2.2.2
调试
(
1
)启动设备
首先将设备总电闸打开
,
旋转控制面板上第三个方框
(
从左往右
)
里的“
power
”自“
on&off
”位置,停顿
1-2
秒,松开,旋钮上的绿色指示灯亮,此时设备处于通电状态。电脑显示屏也会随之自动打开,按下控制面板上的
“
start
”按钮,或者双击显示屏上的“
start-up
”按钮,按钮上绿色指示灯亮,说明设备启动完成。若在设备开
启状态下关闭设备,旋转“
power
”旋钮自“
on&off
”位置,停顿
1-2
秒,松开,此时旋钮上的绿色指示灯灭,
设备将处于断电状态
.
(
2
)导轨宽窄调节
JTR
系列回流焊机的导轨结构中,有一条固定导轨和活动导轨。通过调节活动导轨的控制开关来改变导轨的
宽度,使宽度到达用户的要求。旋转控制面板第一方框下方的钥匙开关,将开关旋转到“
In
”位置为调窄,旋转
到“
out
”位置调宽,“
off
”为常态。任意调整导轨宽度,观察是否正常。常态为
OFF
。
如果机型为单导轨
+
中央支撑系统的,控制面板上拔动开关当拔向
EDGE
时代表主导轨的宽度调节,开关拔
向
CBS
时代表中央支撑导轨的宽度调节。
如果机型为双导轨系统的,控制面板上拔动开关当拔向
EDGE-I
时代表靠近操作面的主导轨的宽度调节,开
关拔向
EDGE-II
时代表靠近机器后端的主导轨的宽度调节。
注意:第一个方框上方的旋钮为控制调节速度旋钮,顺时针旋转为速度增大方向,在刚开始调节导轨宽度
时,可采用较快的速度,当导轨宽度接近
PCB
宽度时,尽量采用较低的速度进行精确调节。极限开关用于防止
导轨宽窄过度调节。
还可以通过手动操作来调节导轨的宽度:
利用配套的手柄通过调节机器尾部的丝杆从而达到手动调节导轨宽度的目的。
将导轨宽度调节到与前后接驳机器导轨宽度一致时
,
测试
PCB
板接驳时是否顺畅。应保证
PCB
板在链条上能
自由的滑动。
在紧急情况下,可按下急停按钮,导轨运输系统将会停止;紧急情况恢复后,弹起急停按钮,并在电脑系统
中重设后可进行设备的正常操作。
JTR 系列无铅回流焊机用户手册 安装与调试
- 28 - 115
(
3
)炉盖开启
控制面板第二个方框下方的钥匙开关控制炉盖升降,将钥匙开关旋转自“
open
”位置,炉盖将被升起,与
此相反的,旋转自“
close
”位置,炉盖将会下降。打开设备操作机器之前,请将运输固定件拆除。本设备安装
有行程控制开关(极限保护开关)用于防止炉盖过度的升降。
注意:在开启或关闭上炉体时,必须保证上下炉体之间无人体接触,防止压伤或烫伤人体。
(4)测温头插座
:
JTR
系列回流焊机有
4
组测温头插座(位于第二方框上方),测试方法如下:
1
.将出货备品中
4
根测温线分别焊接在测试板上(可选择少于
4
点的测试板)。
2
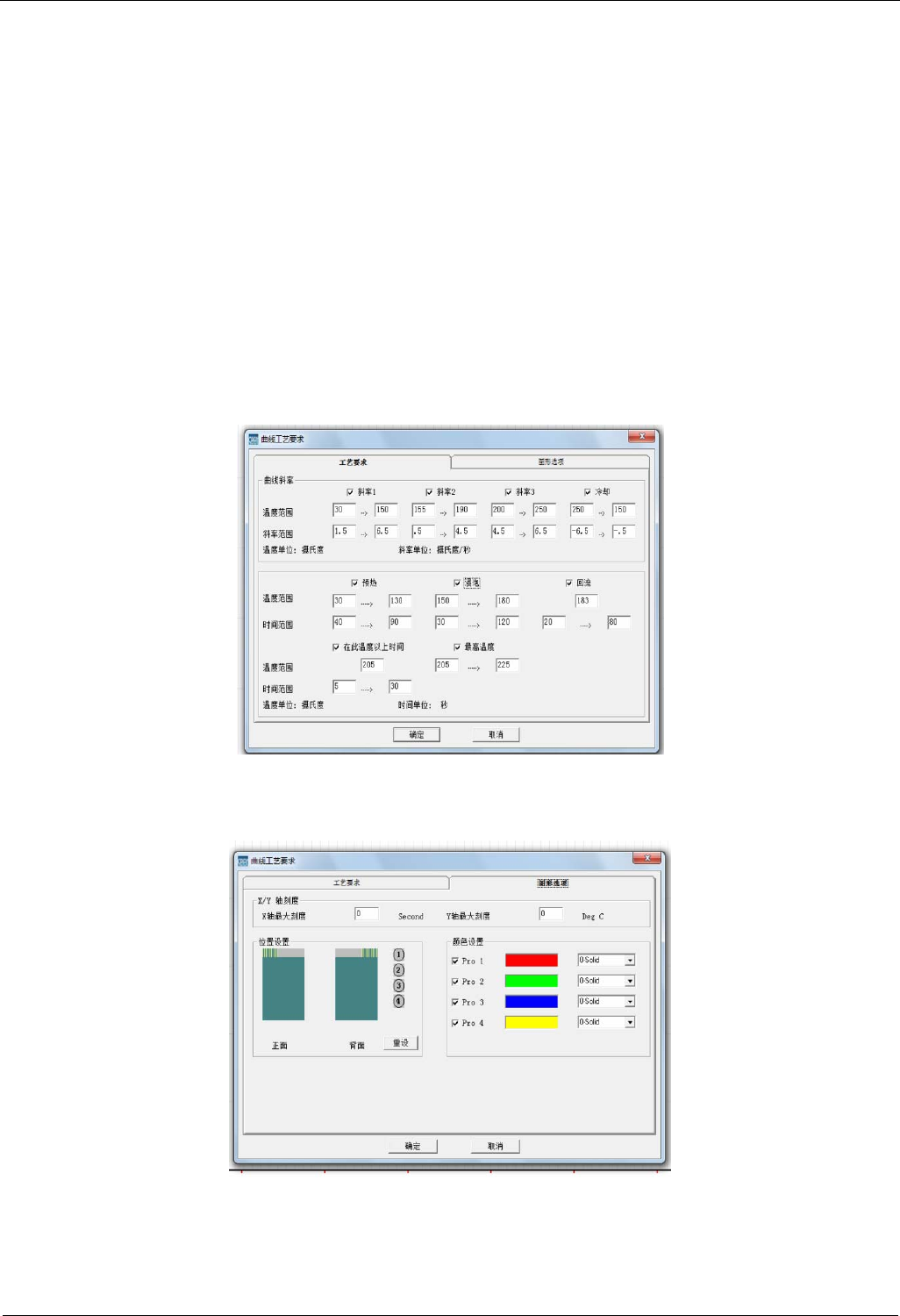
.点击桌面标题栏上温度曲线测试图标。
3
.在温度曲线测试栏内,根据锡膏工艺曲线要求,设置好各工艺参数(如:上升斜率、浸润时间、最高温度
等)。
4
.为区分各点的工艺参数及曲线情况,需将
4
条工艺曲线线条设置成
4
种不同颜色的线条。
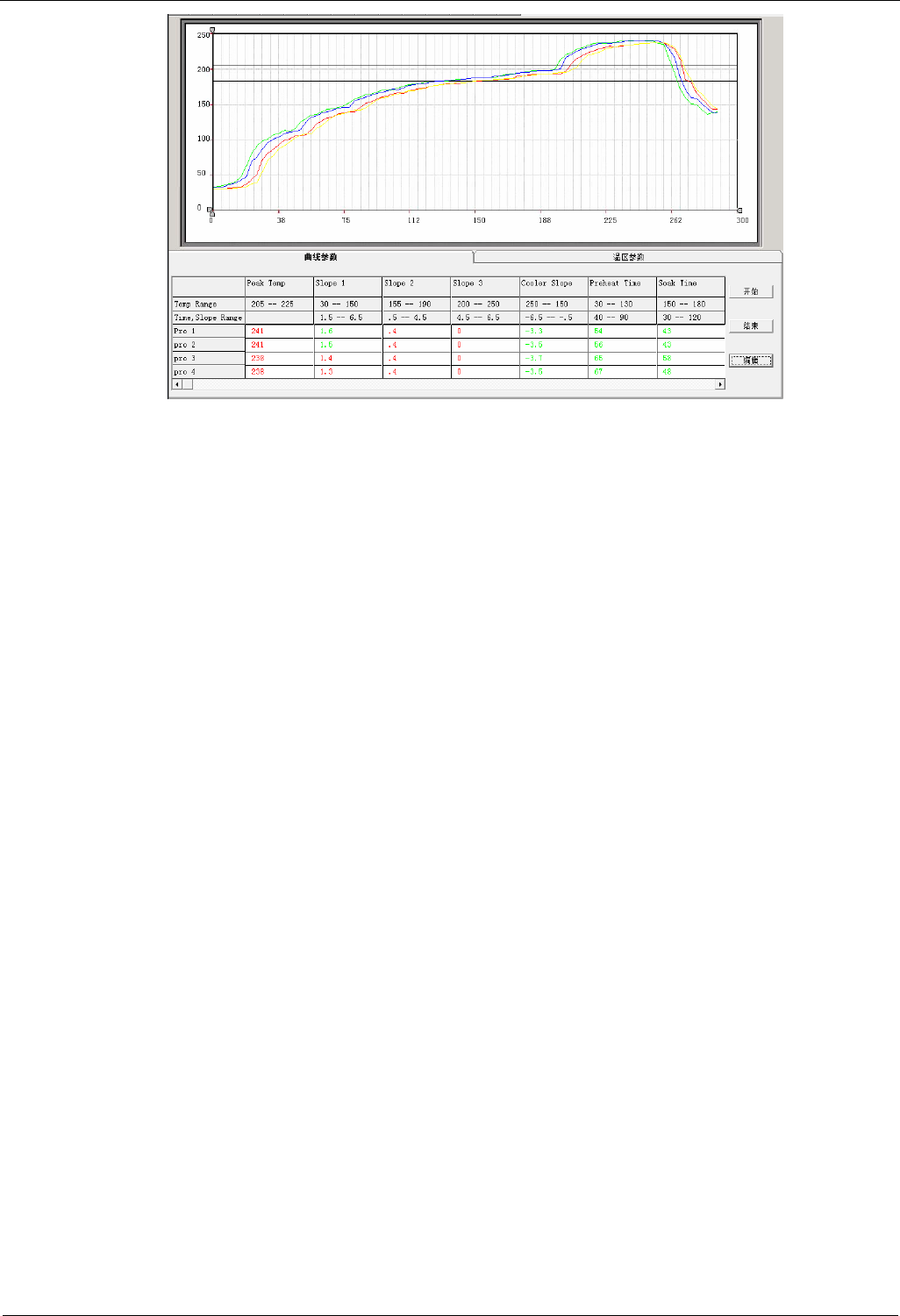
5
.点击温度曲线测试栏内“开始”按钮,然后将测试板从炉子入口放入,待测试板从出口出来后,点击温度
曲线测试栏内“停止”按钮,则温度曲线测试完成,在温度曲线测试栏内会形成曲线及测试各点的工艺参数(如
下图所示)。
JTR 系列无铅回流焊机用户手册 安装与调试
- 29 - 115
(
5
)检查并确保每个部分的冷却风机工作正常。
(
6
)
关机步骤
为避免风道及传输部件过热变形
,
本机设置为退出操作系统时
,
系统将自动进入冷却操作模式。关机操作步骤如
下:
1.
关闭加热,热风马达继续工作,系统冷却至设定的温度或时间
,
热风马达将关闭。
2.
控制系统自动关闭退到操作系统桌面。关闭操作系统。
用户可间隔 1 个月或若干月将软件安装目录中的”logdir”和”surdir”,”stadir”三个文件夹中以前日志文件或各温区监
控曲线的文件删除。