JTR系列说明书.pdf - 第27页
JTR 系列无铅回流焊机用户手册 安装与调试 - 2 6 - 1 1 5 3.2.2 机器调试 3.2.2.1 控制面板介绍

JTR 系列无铅回流焊机用户手册 安装与调试
- 25 - 115
03.
机器在储存前先要将整机打扫干将
;
04.
机器要作防潮、防锈处理
;
05.
机器要作防鼠虫处理
,
防止鼠虫咬坏电线电缆
;
06.
机器在储存时要加盖护罩
,
防止尘埃堆积
.
3.2 调试
3.2.1 准备工作
调试前的准备工作:
01.
检查电源供给是否为指定额定电压、额定电流的三相五线制电源;
02.
检查主要电源是否接到机器上;
03.
检查设备是否良好接地;
04.
检查热风马达有否松动;
05.
检查传送网带是否在运输搬运中脱轨;
06.
检查各滚筒轴承座的润滑情况;
07.
检查位于出入口端部的紧急开关是否弹起;
08.
检查
UPS
是否正常工作;
09.
保证回流焊机的入口、出口处的排风管与工厂的排风管道连通;
10.
检查电控箱内各接线插座是否插接良好;
11.
保证运输链条没有从炉膛内的导轨槽中脱落;
12.
检查运输链条传动是否正常,保证其无挤压、受卡现象,保证链条与各链轮啮合良好、无脱落现象;
13.
保证机器前部的调宽链条与各链轮啮合良好,无脱落现象;
14.
保证计算机、电控箱的连接电缆与两头插座连接正确;
15.
保证计算机、电控箱内的元器件、接插件接触良好,无松动现象;
16.
检查面板电源开关处于(
OFF
)状态;
17.
保证计算机内的支持文件齐全;
18.
检查机器各部件,确保无其它异物
JTR 系列无铅回流焊机用户手册 安装与调试
- 26 - 115
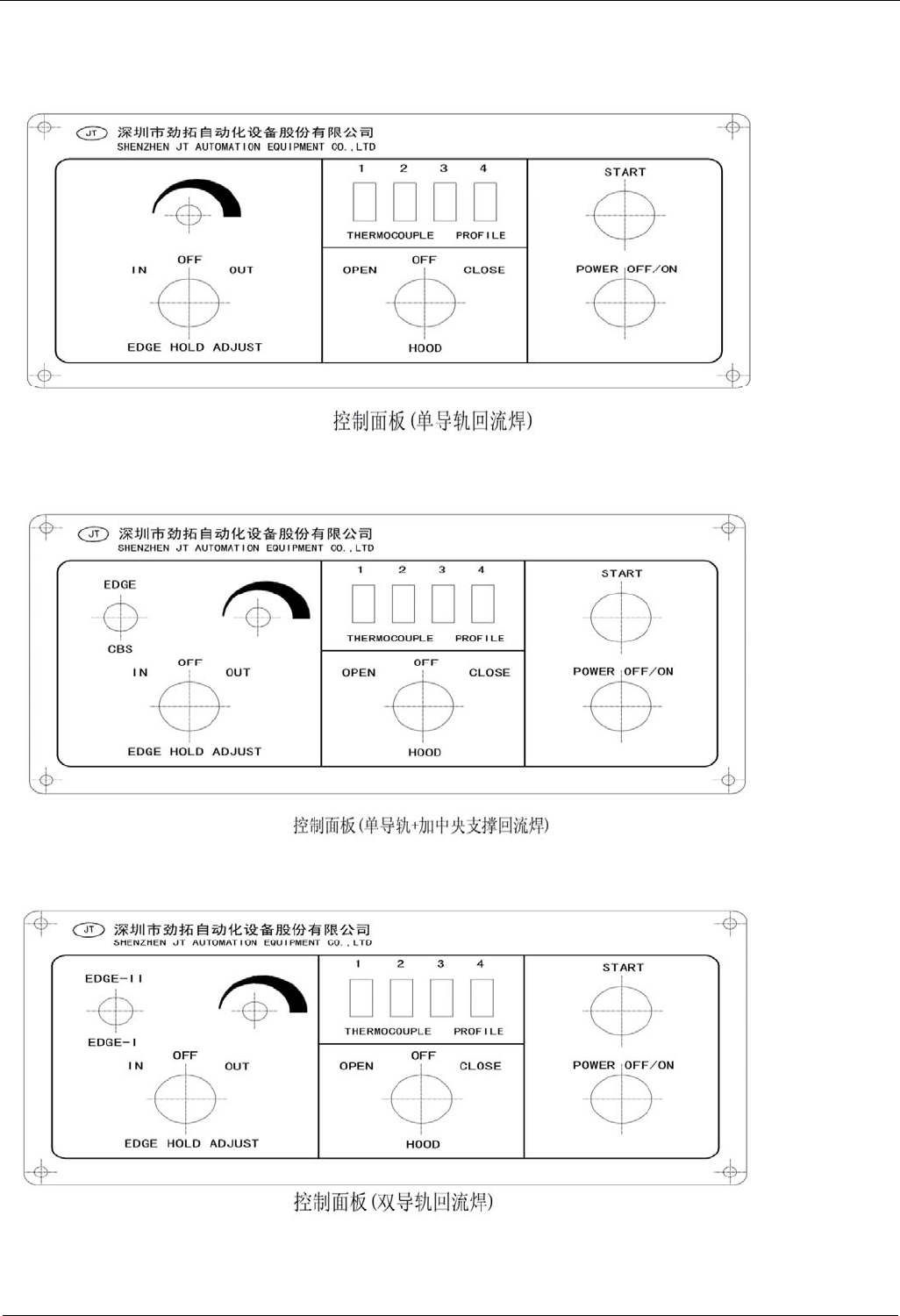
3.2.2 机器调试
3.2.2.1
控制面板介绍

JTR 系列无铅回流焊机用户手册 安装与调试
- 27 - 115
3.2.2.2
调试
(
1
)启动设备
首先将设备总电闸打开
,
旋转控制面板上第三个方框
(
从左往右
)
里的“
power
”自“
on&off
”位置,停顿
1-2
秒,松开,旋钮上的绿色指示灯亮,此时设备处于通电状态。电脑显示屏也会随之自动打开,按下控制面板上的
“
start
”按钮,或者双击显示屏上的“
start-up
”按钮,按钮上绿色指示灯亮,说明设备启动完成。若在设备开
启状态下关闭设备,旋转“
power
”旋钮自“
on&off
”位置,停顿
1-2
秒,松开,此时旋钮上的绿色指示灯灭,
设备将处于断电状态
.
(
2
)导轨宽窄调节
JTR
系列回流焊机的导轨结构中,有一条固定导轨和活动导轨。通过调节活动导轨的控制开关来改变导轨的
宽度,使宽度到达用户的要求。旋转控制面板第一方框下方的钥匙开关,将开关旋转到“
In
”位置为调窄,旋转
到“
out
”位置调宽,“
off
”为常态。任意调整导轨宽度,观察是否正常。常态为
OFF
。
如果机型为单导轨
+
中央支撑系统的,控制面板上拔动开关当拔向
EDGE
时代表主导轨的宽度调节,开关拔
向
CBS
时代表中央支撑导轨的宽度调节。
如果机型为双导轨系统的,控制面板上拔动开关当拔向
EDGE-I
时代表靠近操作面的主导轨的宽度调节,开
关拔向
EDGE-II
时代表靠近机器后端的主导轨的宽度调节。
注意:第一个方框上方的旋钮为控制调节速度旋钮,顺时针旋转为速度增大方向,在刚开始调节导轨宽度
时,可采用较快的速度,当导轨宽度接近
PCB
宽度时,尽量采用较低的速度进行精确调节。极限开关用于防止
导轨宽窄过度调节。
还可以通过手动操作来调节导轨的宽度:
利用配套的手柄通过调节机器尾部的丝杆从而达到手动调节导轨宽度的目的。
将导轨宽度调节到与前后接驳机器导轨宽度一致时
,
测试
PCB
板接驳时是否顺畅。应保证
PCB
板在链条上能
自由的滑动。
在紧急情况下,可按下急停按钮,导轨运输系统将会停止;紧急情况恢复后,弹起急停按钮,并在电脑系统
中重设后可进行设备的正常操作。