YSM系列编程手册(1).pdf - 第16页
对象读者 : 用户 SERV ICE I NFORM ATION 16 / 40 SI19120 16C -000 = 操作培训 补充 资料 4. 基板程序的优化 4.1 优化 在前述 2. 基板程序的创建 中创建的基板程序,由编程人员逐一设定要使用的贴装头的编号、贴装顺序。但,如果直接 使用由此创建的基板程序进行贴装,贴片机的运行将会出现许多多余的动作,效率低。 如果使用“优化”功能,使贴片机自动计算贴装顺序、要使用的贴装头,就可以创…
对象读者:用户
SERVICE INFORMATION
15/40
SI1912016C-000 = 操作培训补充资料
3. 试生产
3.1 生产之前的确认
开始生产之前,请注意下列 4 点。
・ 贴片机内是否遗留有工具等物件?
・ 顶针是否已排列?固定基板时是否有松动?
・ 再次检查基板程序,确认是否有错误之处?
・ 送料器的安装位置正确吗?
3.2 进行试生产
准备基板,按操作面板上的[START]按钮,开始生产。
在生产过程中、生产结束之后需注意下列 2 点。
・ 生产过程中是否发生过吸料错误等错误?
・ 检查贴装元件后的基板是否有贴装偏位现象?
如果发生了上述问题,可能是基板程序有错误。请再次检查基板程序。
对象读者:用户
SERVICE INFORMATION
16/40
SI1912016C-000 = 操作培训补充资料
4. 基板程序的优化
4.1 优化
在前述 2.基板程序的创建中创建的基板程序,由编程人员逐一设定要使用的贴装头的编号、贴装顺序。但,如果直接
使用由此创建的基板程序进行贴装,贴片机的运行将会出现许多多余的动作,效率低。
如果使用“优化”功能,使贴片机自动计算贴装顺序、要使用的贴装头,就可以创建无多余动作的高效率数据。
本节,将介绍对前述
2.基板程序的创建中创建的基板程序进行优化,以及优化前后的基板程序究竟存在多大的效率差。
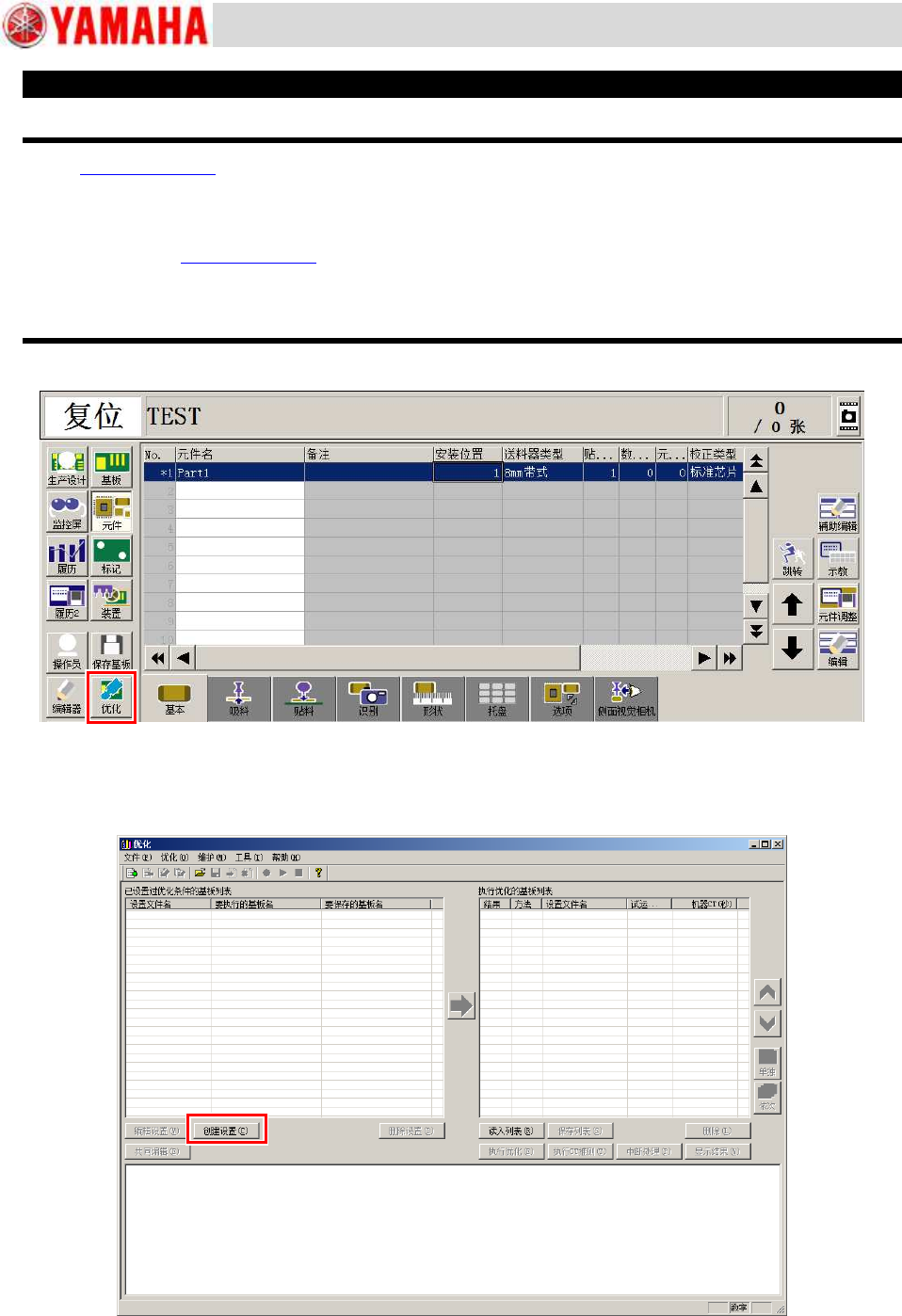
4.2 进行优化
Step 1.
按[优化]按钮,启动优化画面。
Step 2.
新建优化条件。
按[创建设置]按钮。
对象读者:用户
SERVICE INFORMATION
17/40
SI1912016C-000 = 操作培训补充资料
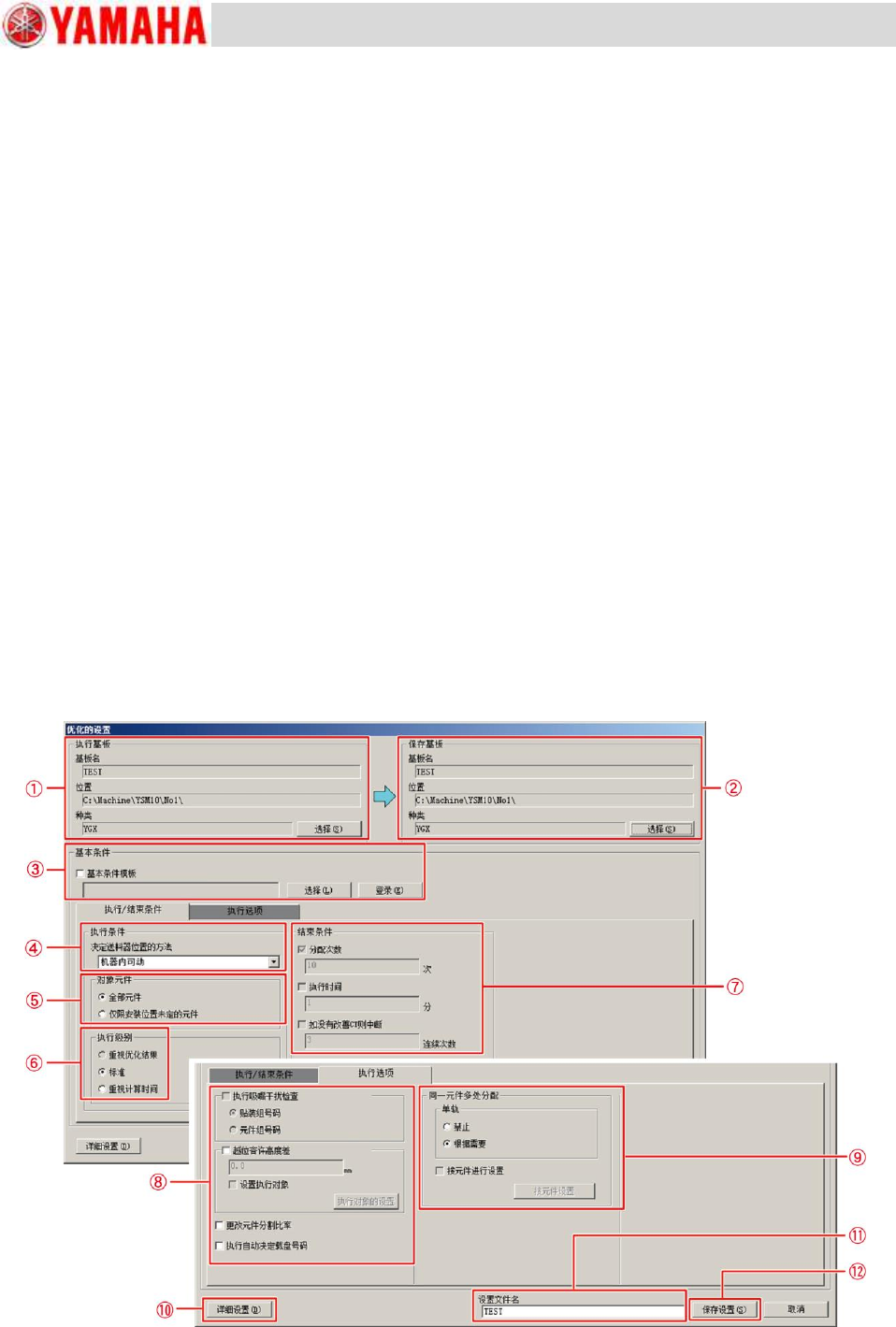
Step 3.
设定优化的条件。
① 选择要优化的基板程序。
② 选择要保存的基板程序。通常,在选择要优化的基板时,自动将同名基板选择为要保持的基板,但也可以指定其它
名称进行保存。
③ 在本画面中可以保存设定的条件。要使用以前设定的条件时,按[选择]按钮;要保存设定的内容时,按[登录]按钮。
④ 选择“决定送料器位置的方法”。可以指定是在贴片机内自由决定送料器安装位置,还是固定送料器安装位置。
⑤ 选择要优化的对象元件。
全部元件 : 对所有元件进行优化。
仅限安装位置未定的元件 : 只对安装位置为“0”或设定在无效位置的元件进行优化。
⑥ 选择优化的执行级别。“重视优化结果”只在使用 P-Tool 进行优化时才可以选择。
标准 : 按标准处理进行优化。
重视计算时间 : 与“标准”相比优化处理时间短。但,结果不如“标准”好。
⑦ 只在使用 P-Tool 进行优化时才可以选择。
⑧ 越位容许高度差 :要尽可能从高度较低的元件开始贴装时勾选。详细内容,请参照后述。
更改元件分割比率 :因使用元件分割而使供给同一种元件的送料器有多个存在时,可以更改这些送料器的
元件使用数比率,使周期时间平均化。
执行自动决定载盘号码 :基板程序中有盘装元件时,盘装元件的载盘分配由优化决定。
其它项目只在使用 P-Tool 进行优化时才可以选择。
⑨ 同一元件多处分配:设定是否允许将同一元件的送料器分配在多个安装位置。
⑩ 按[详细设置]按钮,打开详细设置画面,进一步设定更为详细的条件。
⑪ 输入要保存的优化条件的文件名。通常,在选择了要优化的基板时,与该基板程序相同的名称将自动输入。
⑫ 保存设定的优化条件。