YSM系列编程手册(1).pdf - 第19页
对象读者 : 用户 SERV ICE I NFORM ATION 19 / 40 SI19120 16C -000 = 操作培训 补充 资料 A 元件与 B 元件的高度差为 10mm 。 因没有超过 “越位容 许高度差” 而判 断为允许 越位 。 因此, A 元件与 B 元件 的贴装顺序不受限制。 B 元件与 C 元件的高度差为 10mm 。 与上述相同 , 也被 判断为允许越位 , 因此 B 元件与 C 元件的贴装顺序不 受限 制。 …
对象读者:用户
SERVICE INFORMATION
18/40
SI1912016C-000 = 操作培训补充资料
Step 4.
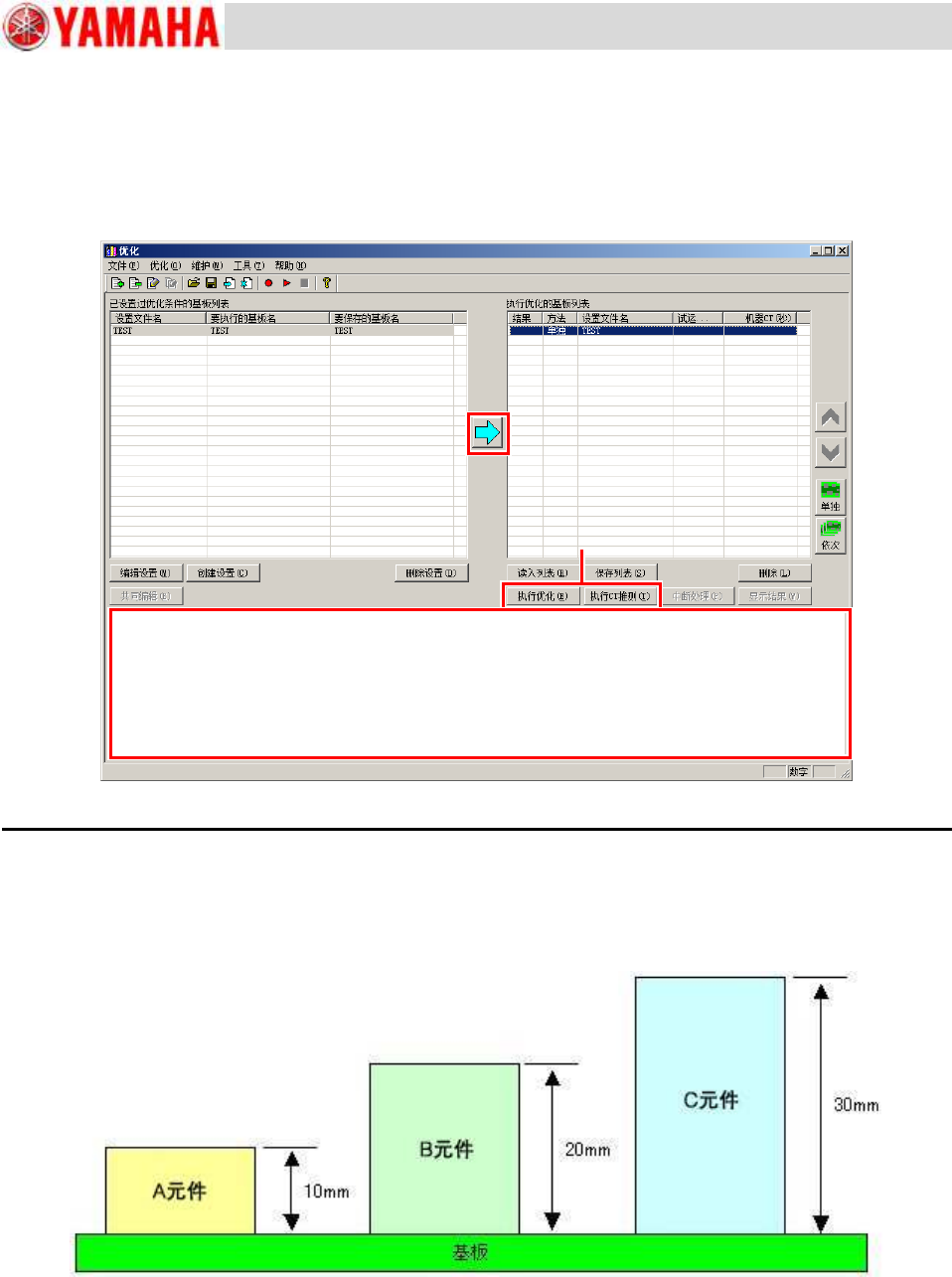
进行优化。
① 右侧列表为要优化的基板列表。想要优化的基板从左侧的已设定了优化条件的基板列表中选择并按箭头按钮,添加
到右侧的列表中。
② 按[执行优化]按钮,开始优化。如果按[执行 CT 推测]按钮,可以只测定该基板的周期时间而不进行优化。
③ 如果显示了周期时间等最终结果,即表示优化结束,可以关闭本画面。
<One Point> 越位容许高度差
想要按元件的高度指定贴装顺序时设定“越位容许高度差”。
例如,以下图所示贴装 3 种元件的基板为例。假设 A 元件的高度为 10mm、B 元件的高度为 20mm、C 元件的高度
为 30mm。
【Case 1 : 将“越位容许高度差”设定为 15mm 时】
A 元件与 C 元件的高度差为 20mm。因超过了“越位容许高度差”而判断为比 A 元件高的 C 元件“不可越位”,
因此贴装顺序为先贴装 A 元件→再贴装 C 元件。
③
①
②
对象读者:用户
SERVICE INFORMATION
19/40
SI1912016C-000 = 操作培训补充资料
A 元件与 B 元件的高度差为 10mm。因没有超过“越位容许高度差”而判断为允许越位。因此,A 元件与 B 元件
的贴装顺序不受限制。
B 元件与 C 元件的高度差为 10mm。与上述相同,也被判断为允许越位,因此 B 元件与 C 元件的贴装顺序不受限
制。
综上所述,贴装顺序受限制的为“A 元件必须比 C 元件早贴装”,因此最终贴装顺序为下列 3 种顺序之一。
A 元件→B 元件→C 元件
A 元件→C 元件→B 元件
B 元件→A 元件→C 元件
实际采用哪种顺序,由贴装位置坐标与贴片机的规格等决定。
【Case 2 : 将“越位容许高度差”设定为 5mm 时】
A 元件与 B 元件的高度差为 10mm。因超过了“越位容许高度差”而判定为比 A 元件高的 B 元件“不可越位”,
因此贴装顺序为先贴装 A 元件→再贴装 B 元件。
与之相同,A 元件与 C 元件的高度差、B 元件与 C 元件的高度差都超过了 5mm,因此贴装顺序为部品 A→部品 C、
部品 B→部品 C。
综上所述,贴装顺序受限制的为“A 元件必须比 B、C 元件早贴装,B 元件必须比 C 元件早贴装”,因此最终贴
装顺序如下。
A 元件→B 元件→C 元件
如上所述,想要根据元件的高度限制贴装顺序时,勾选并设定“越位容许高度差”。
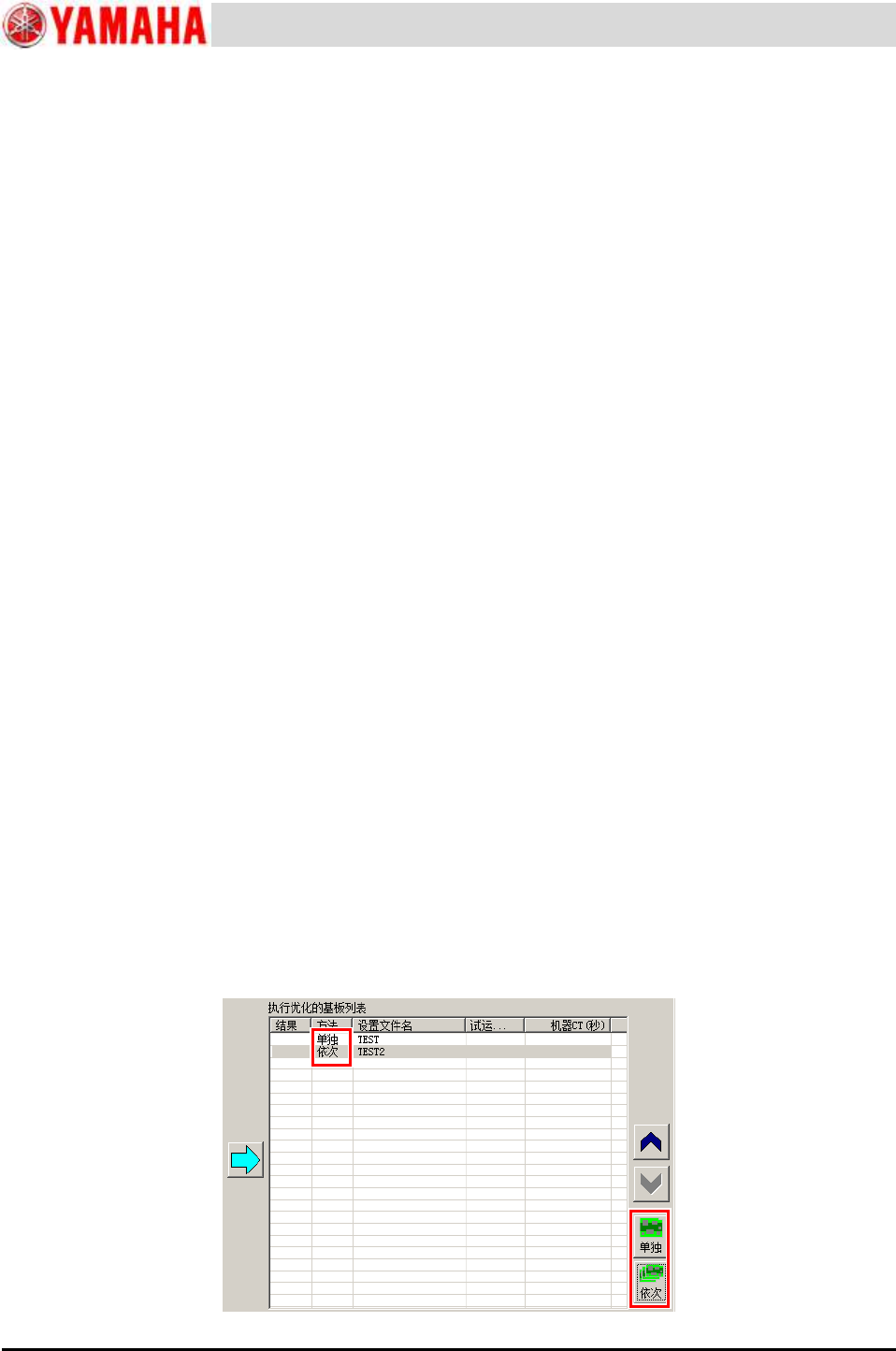
<One Point> 单独优化与依次优化
优化基板程序时可以选择“单独”或“依次”优化送料器的安装位置。
优化时,按从上向下的顺序对“执行优化的基板列表”中的基板程序进行优化。对设定为“单独”的基板程序
自由分配送料器安装位置,不受限制;而对设定为“依次”的基板程序,则将送料器安装位置分配到“单独”
优化的基板程序所分配的位置以外的安装位置。
如此进行优化,可以使各基板程序的送料器安装位置不会重复,从而在切换生产时无需切换送料器的安装位置。
但,“依次”优化的基板程序与“单独”优化的基板程序相比,因送料器安装位置受到限制,最终周期时间会
相对较慢。因此,请在综合考虑切换送料器所需的时间、生产张数等的基础上,选用“单独”优化或“依次”
优化。

对象读者:用户
SERVICE INFORMATION
20/40
SI1912016C-000 = 操作培训补充资料
4.3 确认运行动作
打开优化后的基板程序,确认被修改的数据。优化前是由编程人员决定的贴装头、贴装顺序、送料器安装位置,优化后
这些数据将被修改。
进行试生产,确认与优化前的基板程序相比,周期时间已大幅缩短。