YSM系列编程手册(1).pdf - 第17页
对象读者 : 用户 SERV ICE I NFORM ATION 17 / 40 SI19120 16C -000 = 操作培训 补充 资料 Step 3. 设定优化的条件 。 ① 选择要优化的基板程序。 ② 选择要保存的基板程序。通常, 在选择要优化的基板时,自 动将同名基板选择为要保持的基板,但也可以指定其它 名称进行保存。 ③ 在本画面中可以保存设定的条件。 要使用以前设定的条件时, 按 [ 选择 ] 按钮; 要保存设定的内容时,…
对象读者:用户
SERVICE INFORMATION
16/40
SI1912016C-000 = 操作培训补充资料
4. 基板程序的优化
4.1 优化
在前述 2.基板程序的创建中创建的基板程序,由编程人员逐一设定要使用的贴装头的编号、贴装顺序。但,如果直接
使用由此创建的基板程序进行贴装,贴片机的运行将会出现许多多余的动作,效率低。
如果使用“优化”功能,使贴片机自动计算贴装顺序、要使用的贴装头,就可以创建无多余动作的高效率数据。
本节,将介绍对前述
2.基板程序的创建中创建的基板程序进行优化,以及优化前后的基板程序究竟存在多大的效率差。
4.2 进行优化
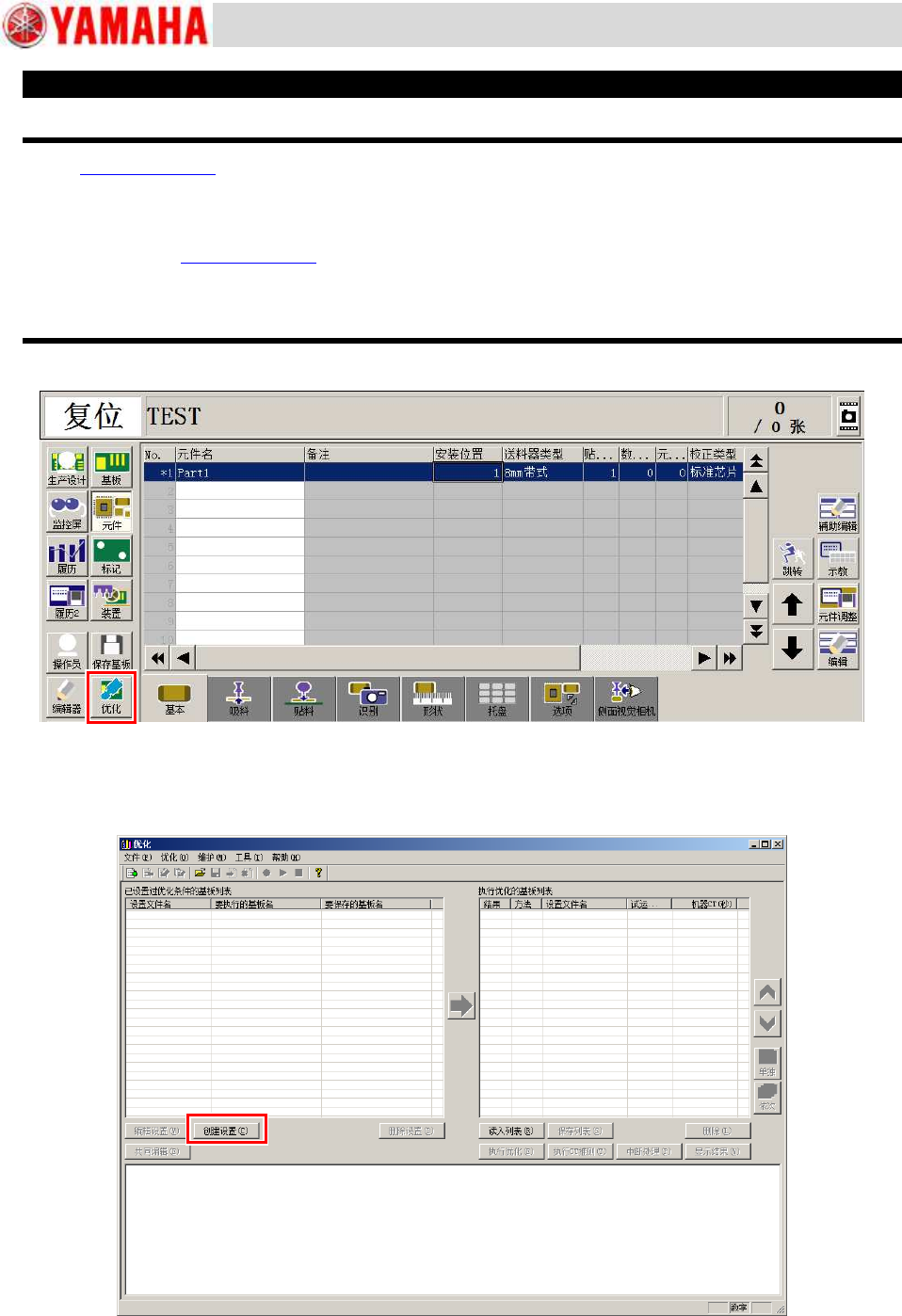
Step 1.
按[优化]按钮,启动优化画面。
Step 2.
新建优化条件。
按[创建设置]按钮。
对象读者:用户
SERVICE INFORMATION
17/40
SI1912016C-000 = 操作培训补充资料
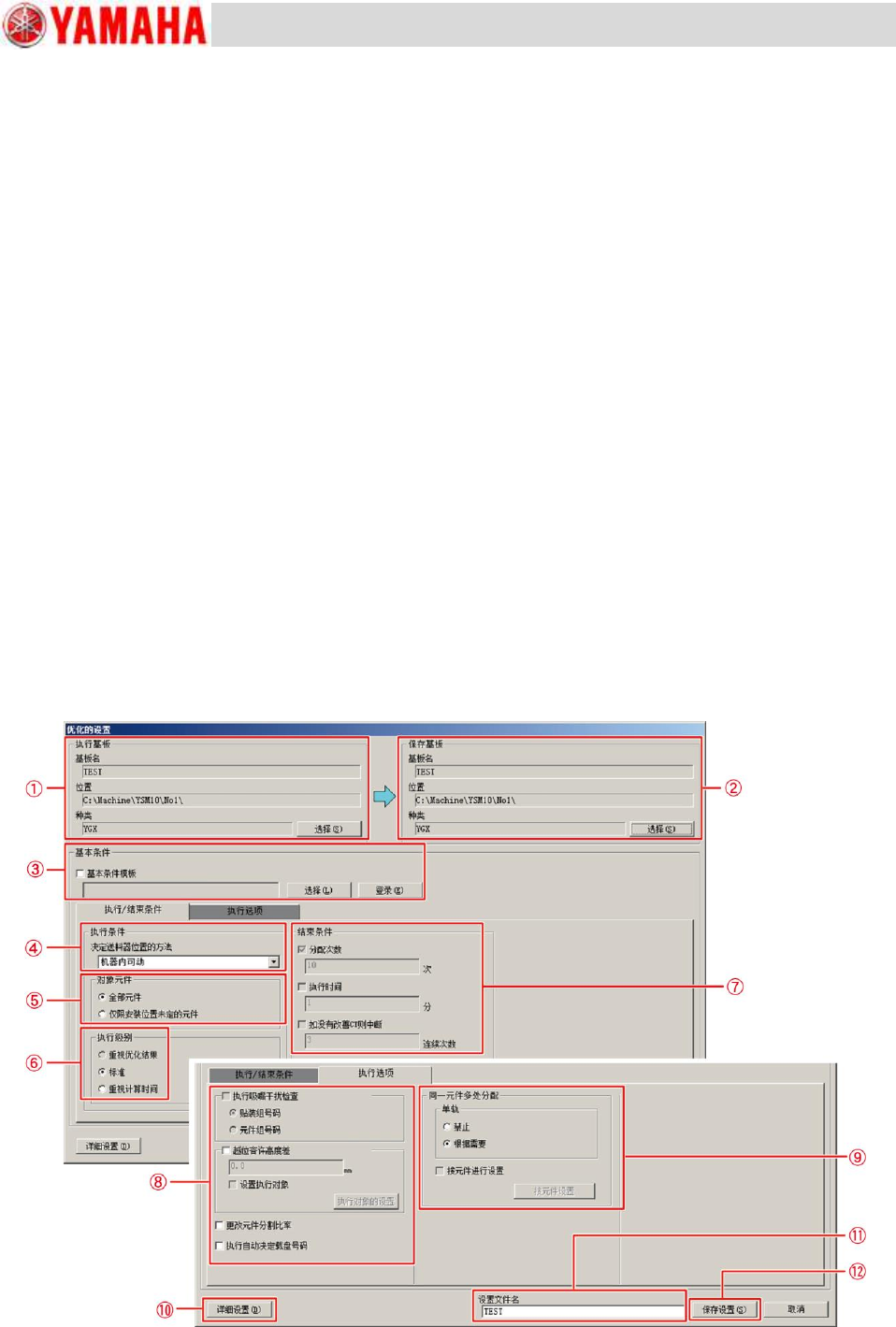
Step 3.
设定优化的条件。
① 选择要优化的基板程序。
② 选择要保存的基板程序。通常,在选择要优化的基板时,自动将同名基板选择为要保持的基板,但也可以指定其它
名称进行保存。
③ 在本画面中可以保存设定的条件。要使用以前设定的条件时,按[选择]按钮;要保存设定的内容时,按[登录]按钮。
④ 选择“决定送料器位置的方法”。可以指定是在贴片机内自由决定送料器安装位置,还是固定送料器安装位置。
⑤ 选择要优化的对象元件。
全部元件 : 对所有元件进行优化。
仅限安装位置未定的元件 : 只对安装位置为“0”或设定在无效位置的元件进行优化。
⑥ 选择优化的执行级别。“重视优化结果”只在使用 P-Tool 进行优化时才可以选择。
标准 : 按标准处理进行优化。
重视计算时间 : 与“标准”相比优化处理时间短。但,结果不如“标准”好。
⑦ 只在使用 P-Tool 进行优化时才可以选择。
⑧ 越位容许高度差 :要尽可能从高度较低的元件开始贴装时勾选。详细内容,请参照后述。
更改元件分割比率 :因使用元件分割而使供给同一种元件的送料器有多个存在时,可以更改这些送料器的
元件使用数比率,使周期时间平均化。
执行自动决定载盘号码 :基板程序中有盘装元件时,盘装元件的载盘分配由优化决定。
其它项目只在使用 P-Tool 进行优化时才可以选择。
⑨ 同一元件多处分配:设定是否允许将同一元件的送料器分配在多个安装位置。
⑩ 按[详细设置]按钮,打开详细设置画面,进一步设定更为详细的条件。
⑪ 输入要保存的优化条件的文件名。通常,在选择了要优化的基板时,与该基板程序相同的名称将自动输入。
⑫ 保存设定的优化条件。
对象读者:用户
SERVICE INFORMATION
18/40
SI1912016C-000 = 操作培训补充资料
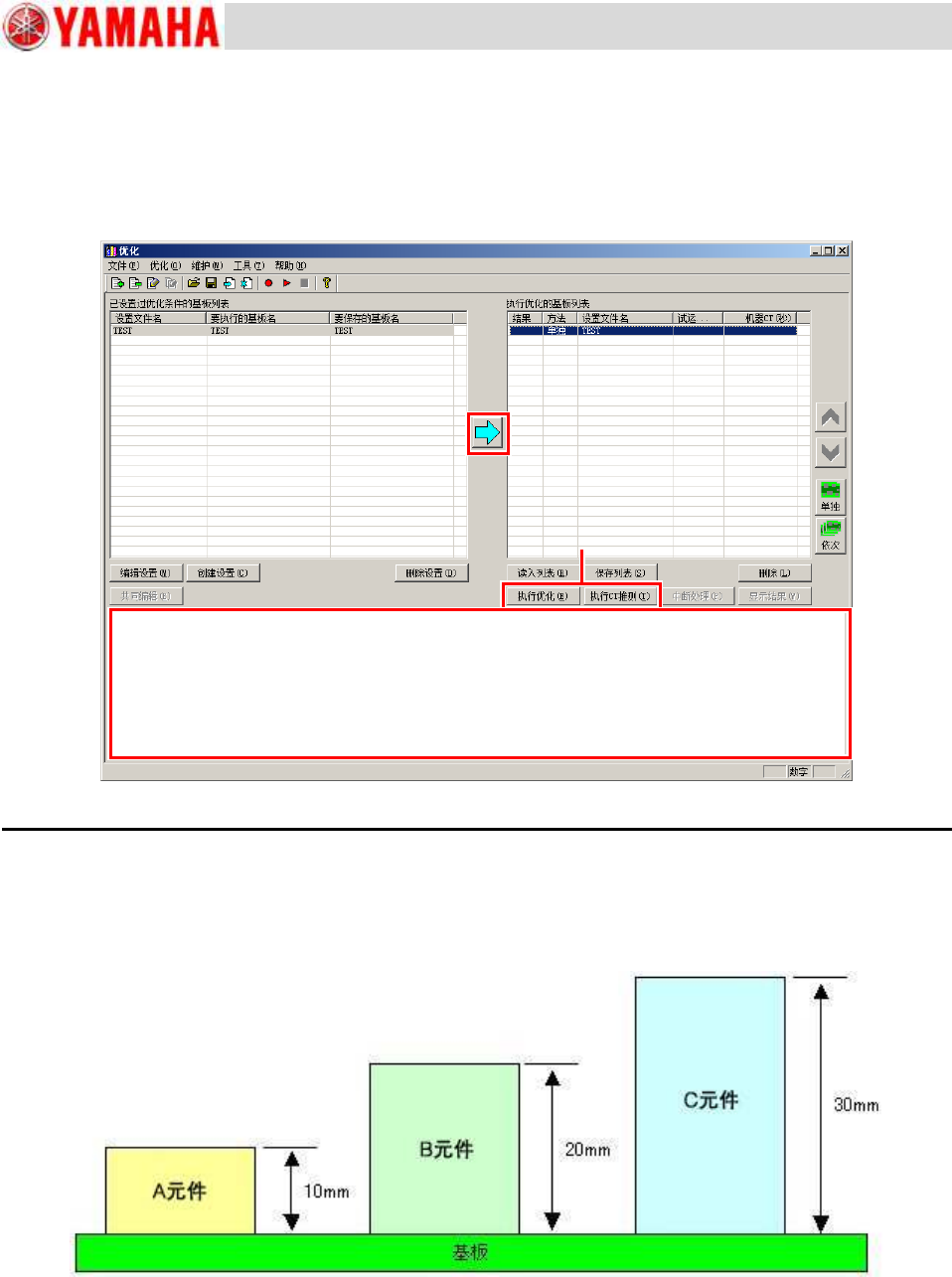
Step 4.
进行优化。
① 右侧列表为要优化的基板列表。想要优化的基板从左侧的已设定了优化条件的基板列表中选择并按箭头按钮,添加
到右侧的列表中。
② 按[执行优化]按钮,开始优化。如果按[执行 CT 推测]按钮,可以只测定该基板的周期时间而不进行优化。
③ 如果显示了周期时间等最终结果,即表示优化结束,可以关闭本画面。
<One Point> 越位容许高度差
想要按元件的高度指定贴装顺序时设定“越位容许高度差”。
例如,以下图所示贴装 3 种元件的基板为例。假设 A 元件的高度为 10mm、B 元件的高度为 20mm、C 元件的高度
为 30mm。
【Case 1 : 将“越位容许高度差”设定为 15mm 时】
A 元件与 C 元件的高度差为 20mm。因超过了“越位容许高度差”而判断为比 A 元件高的 C 元件“不可越位”,
因此贴装顺序为先贴装 A 元件→再贴装 C 元件。
③
①
②