YSM系列编程手册(1).pdf - 第29页
对象读者 : 用户 SERV ICE I NFORM ATION 29 / 40 SI19120 16C -000 = 操作培训 补充 资料 Step 5. 在 “ 间距移动 ” 选项卡页面中可 以按计算的间距使相 机移动。按箭头按钮 ,使相机移动 ,确认计算的 间距是否正确。
对象读者:用户
SERVICE INFORMATION
28/40
SI1912016C-000 = 操作培训补充资料
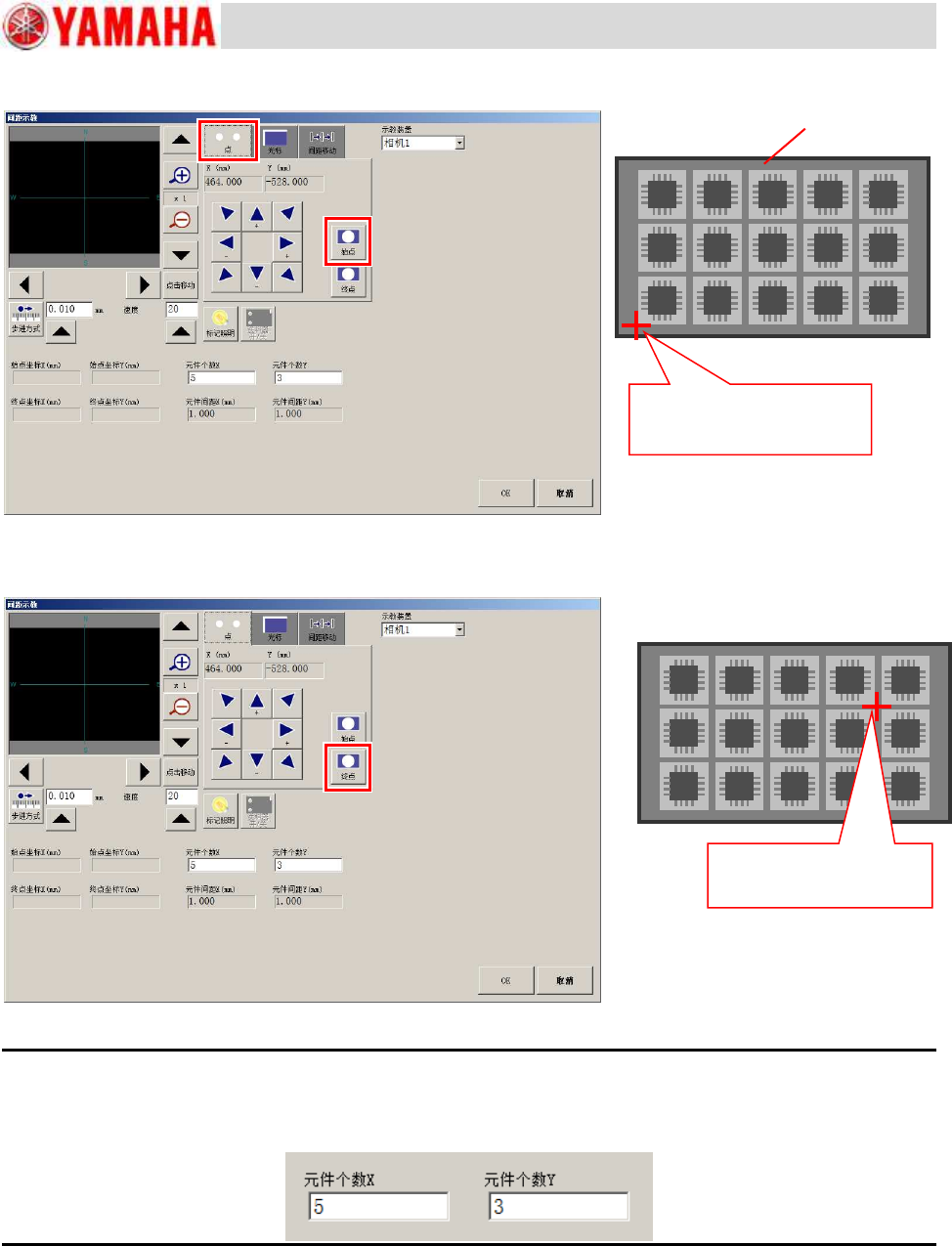
Step 3.
打开“点”选项卡页面,决定始点位置并按[始点]按钮。
Step 4.
决定终点位置并按[终点]按钮。
<One Point> 基准标记识别相机无法到达终点位置时
在上述画面中可以指定元件的个数 XY。该数值只用于计算间距,因此即使在此更改该值也不会反映到元件数
据中。如果相机无法到达终点位置,可以通过更改该值来变更终点位置。
将(1, 1)位置的元件所在的
托盘角等指定为始点。
将终点位置的元件所在的
托盘角等指定为终点。
托盘
对象读者:用户
SERVICE INFORMATION
29/40
SI1912016C-000 = 操作培训补充资料
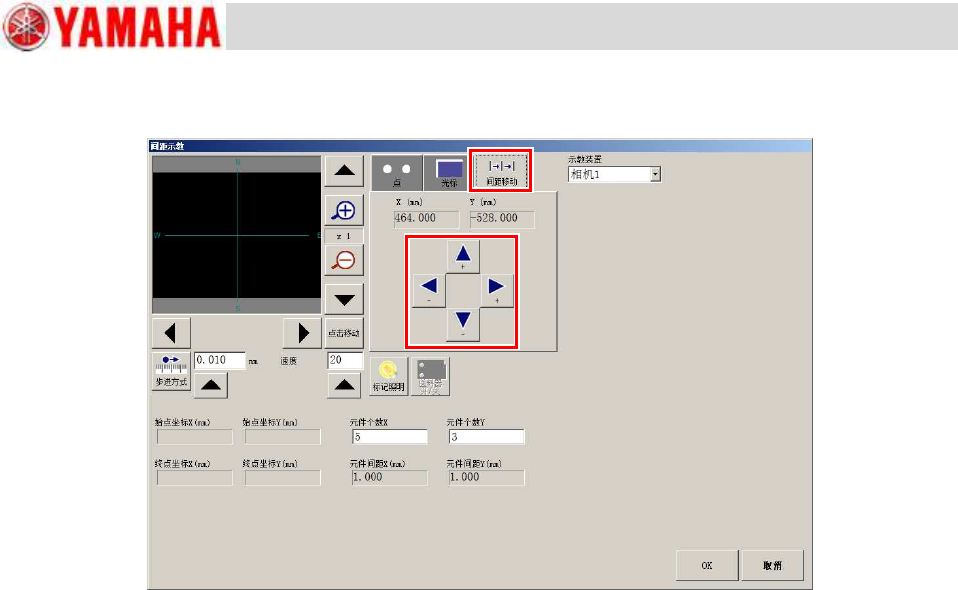
Step 5.
在“间距移动”选项卡页面中可以按计算的间距使相机移动。按箭头按钮,使相机移动,确认计算的
间距是否正确。
对象读者:用户
SERVICE INFORMATION
30/40
SI1912016C-000 = 操作培训补充资料
7. 其它创建基板程序用辅助功能
7.1 组数据
有时可能会有因吸嘴干扰等原因想要在 B 元件之前先贴装 A 元件的情况。此时,可以设定元件组号并进行优化来限制贴
装顺序。
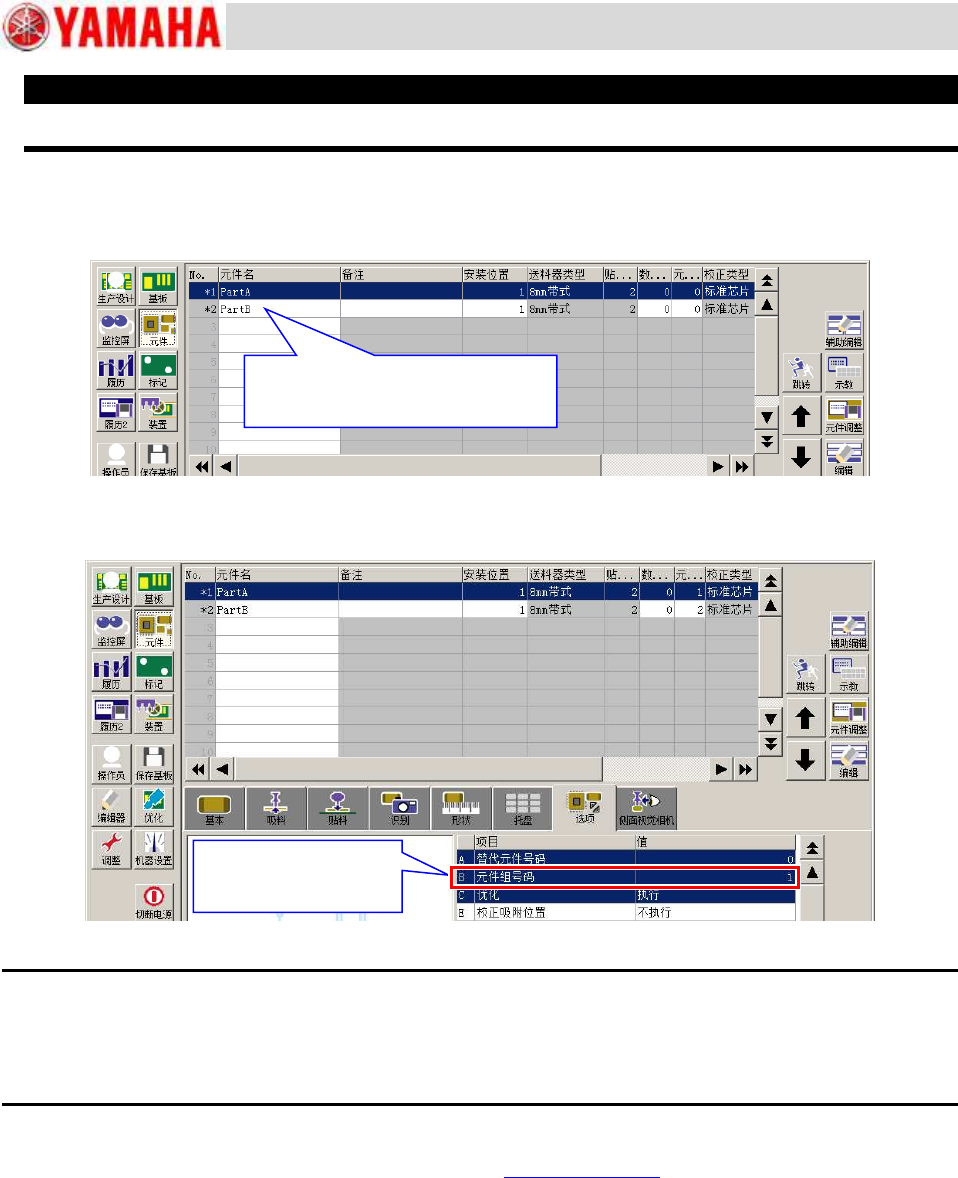
Step 1.
在“元件”画面中确认想要限制贴装顺序的元件。
Step 2.
打开“选项”页面,根据要贴装的顺序分别给各元件指定“元件组号码”。
<One Point> 组号码的指定
元件组号码为 0 时,表示不考虑该元件的贴装顺序。有就是说,在上例中,即使将 PartA 的元件组号码指定为
0,PartB 指定为 1 并进行了优化,贴装顺序也不会变。
此外,如果将组号码按 1、2、3……的顺序指定,对 3 种以上的元件也可以限制贴装顺序。
Step 3.
对对象基板进行优化。关于优化,请参照前述 4.基板程序的优化。
Step 4.
打开[基板] -“贴装”页面,确认贴装顺序是否已变为指定的顺序。
此例中,只要贴装顺序为 PartA 比 PartB 先贴装就没有问题。
此处,以在 PartB 之前先贴装 PartA
为例介绍。
此处将 PartA 指定为 1,
PartB 指定为 2。