YSM系列编程手册(1).pdf - 第5页
对象读者 : 用户 SERV ICE I NFORM ATION 5/ 40 SI19120 16C -000 = 操作培训 补充 资料 < One Point > 基板原 点 YAMAHA 的贴片机, 默认原点位置在以基板角 为基准向 XY 方向移动 5mm 的位置。 准确来说, 应该是距主 挡板 5mm , 距基准传送轨 5mm 的位置 。( 参照下图) <One Point> 拼板 位移 拼板位移是指基板原点 到各拼板…
对象读者:用户
SERVICE INFORMATION
4/40
SI1912016C-000 = 操作培训补充资料
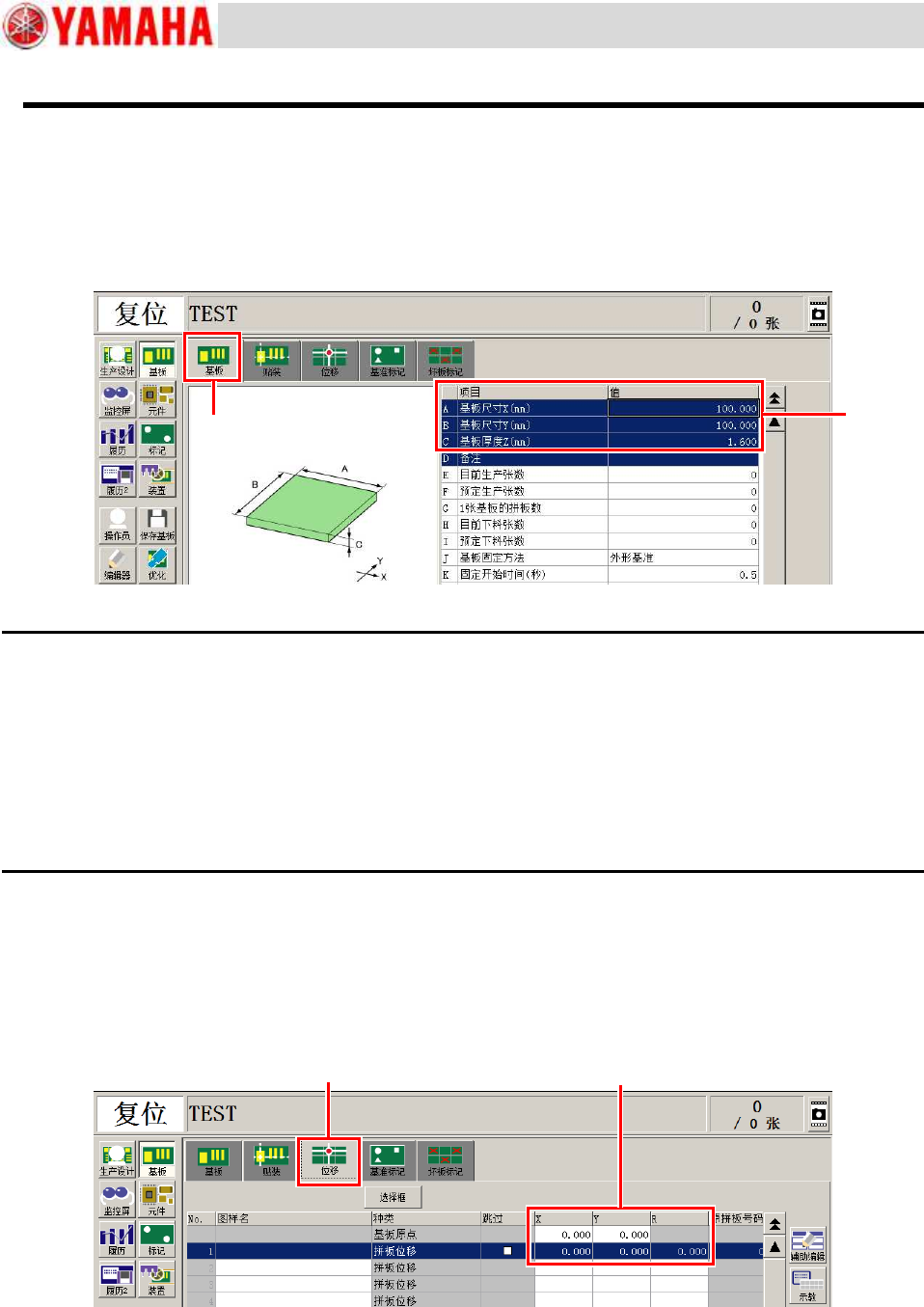
2.2 输入基板信息
接下来,输入基板的基本信息。
Step 1.
输入基本信息。
① 按[基板]按钮,打开“基板”信息页面。
② 在“基板”页面中输入“基板尺寸 X”、“基板尺寸 Y”、“基板厚度 Z”。
<One Point> 各项参数
此处至少需要的数据是基板的尺寸。其他还有提高生产效率等的参数。
熟悉贴片机之后,可以通过操作者手册或程序设计手册查看这些参数的含义并灵活运用,以便提高生产效率。
<One Point> 数据的创建顺序
YAMAHA 的基板数据原则上按从左向右、从上往下的顺序输入。
下面,按顺序从“基板”选项卡到“基准标记”选项卡输入数据。
Step 4.
输入原点坐标。
首先,输入基板的原点坐标。贴装坐标将在之后通过示教指定。
① 打开“位移”选项卡页面。
② 输入基板原点坐标、拼板位移(≒拼板原点)。
②
①
②
①
对象读者:用户
SERVICE INFORMATION
5/40
SI1912016C-000 = 操作培训补充资料
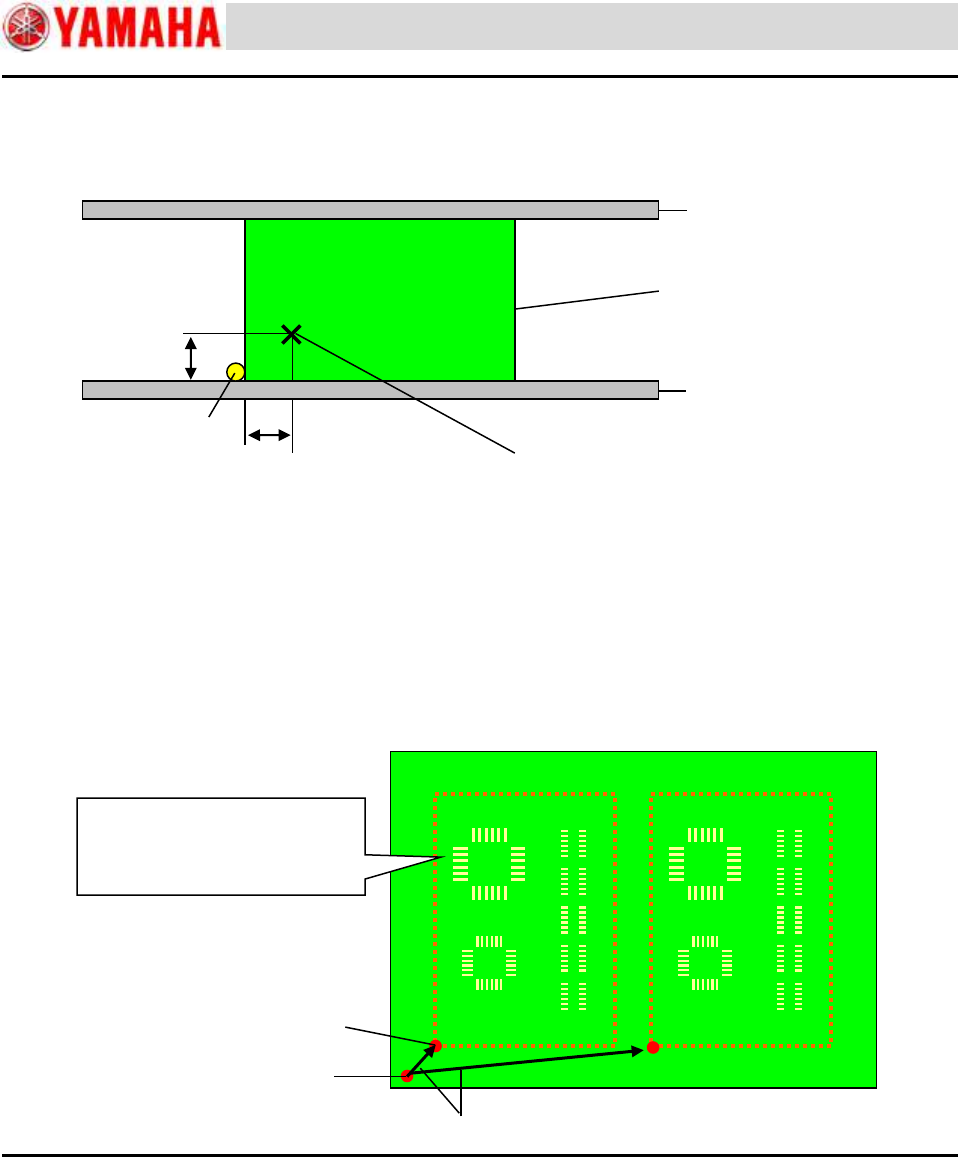
<One Point> 基板原点
YAMAHA 的贴片机,默认原点位置在以基板角为基准向 XY 方向移动 5mm 的位置。准确来说,应该是距主挡板 5mm,
距基准传送轨 5mm 的位置。(参照下图)
<One Point> 拼板位移
拼板位移是指基板原点到各拼板原点的距离。请参照下图。
为了表示是距基板原点的距離而称为“位移”。
将在后述通过示教指定的“贴装坐标”是指距该拼板原点的相对距离,该“贴装坐标”是指 1 个拼板的坐标。
因此,如果是反复相同的拼板的基板程序,只需输入 1 个拼板的贴装数据和拼板位移,即可创建所有拼板的贴
装数据。
基板原点位置(默认)
5mm
5mm
只需输入 1 个拼板的贴装坐标
和拼板位移,即可创建所有拼
板的贴装数据。
主挡板
可调传送轨
固定(基准)传送轨
基板
基板原点
拼板原点
拼板位移
对象读者:用户
SERVICE INFORMATION
6/40
SI1912016C-000 = 操作培训补充资料
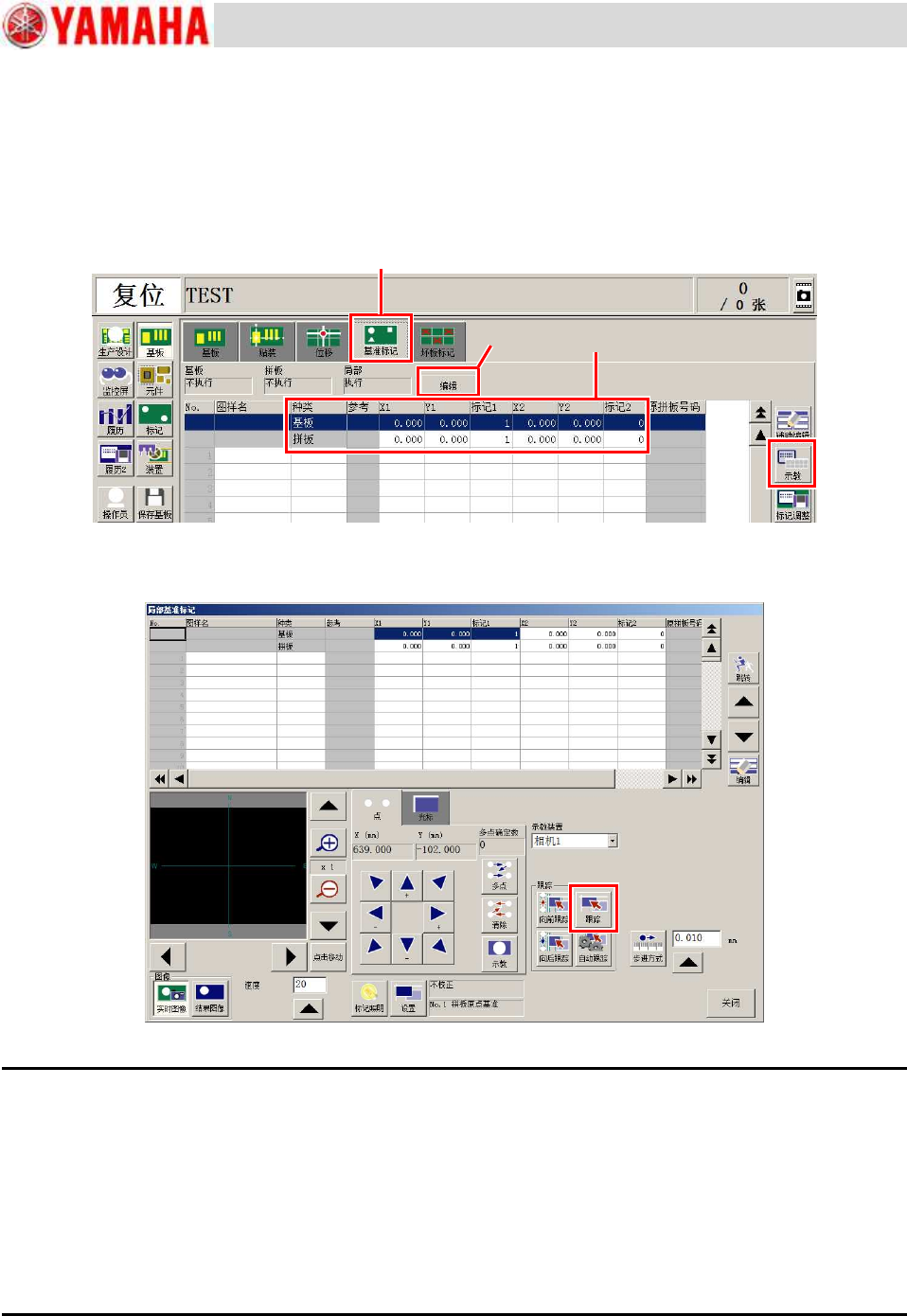
Step 5.
输入基准标记信息。
① 打开“基准标记”选项卡页面。
② 按[编辑]按钮,选择要使用的基准标记的类型。
③ 输入基准标记的坐标。
④ 指定标记的编号。
⑤ 固定基板,按[示教]按钮。
Step 6.
按[跟踪]按钮,确认坐标是否正确。
<One Point> 标记坐标
在示教画面可以通过示教指定标记的坐标,但因为标记坐标是所有贴装坐标的基准,所以建议最好输入设计值。
此外,在示教了贴装坐标之后,请绝对不要修改标记的坐标。否则,会导致发生贴装偏位。
<One Point> 标记编号
基准标记原则上是以 2 个标记为 1 组使用的。
标记 2 的标记编号如果输入“0”,则表示标记 2 使用与标记 1 相同的标记信息。
①
②
③ ④
⑤