SM481(L)_Administrator's guide (Chi_Ver6.1).pdf.pdf - 第508页
18-4 Fast Flexible Placer SM481( L) Administrator’s Guide 设备连接电源后到现在操作完毕的 PCB 为 排出到其他设备总待机时间。 < 停止 > 时间 设备输入电源后, 实际处于停止状态的时间 。 <Run Stop Count> 表示自动生产过程中设备停止的次 数。 <Stop> 表示自动生产过程中由使用者停止 设备的次数。 &…

18-3
生产信息管理
<Mean Build Cycle>
sec/board
以秒为单位表示操作一张PCB所需要的最短时间。
CPH
显示初始PCB投入到Work Station后一个小时内生产的PCB数。
Board/Hour
表示最初PCB投入Work Station后一个小时内贴装的部件数。
<当前周期>
Previous Cycle Time =Build Time +Loading Time
sec/board
以秒计时最后生产的PCB投入Work Station 完成作业后到下一个PCB投
入所需的时间。 [Previous Cycle Time (sec/board) ]
CPH
Previous Cycle Time (sec/board)为基准一个小时内预计贴装的部数。
Board/Hour
Previous Cycle Time (sec/board)为基准一个小时内预计生产的PCB数。
<修造时间>
以秒计时最后生产的PCB投入Work Station Backup Table上升的瞬间起到贴
装完毕Backup Table下降所需的时间。
<传送时间>
显示每一张PCB移送所需要的时间。
<操作状态> 领域
显示设备运行有关的信息。
<运行时间>
表示Place(贴装),Wait(等待)的合计时间。 (Run =Place +Wait)
<安装时间>
表示设备连接电源后到现在的贴装执行时间。
<传送时间>
表示设备连接电源后到现在贴装所需要的PCB总移送时间。
<等待进入>
表示设备连接电源后到现在贴装所需要的PCB总待
机时间。
<等待退出>
18-4
Fast Flexible Placer SM481(L) Administrator’s Guide
设备连接电源后到现在操作完毕的 PCB为排出到其他设备总待机时间。
<停止> 时间
设备输入电源后,实际处于停止状态的时间。
<Run Stop Count>
表示自动生产过程中设备停止的次数。
<Stop>
表示自动生产过程中由使用者停止设备的次数。
<Error Stop>
表示自动生产过程中因为发生错误 (Error)而导致设备停止的次数。
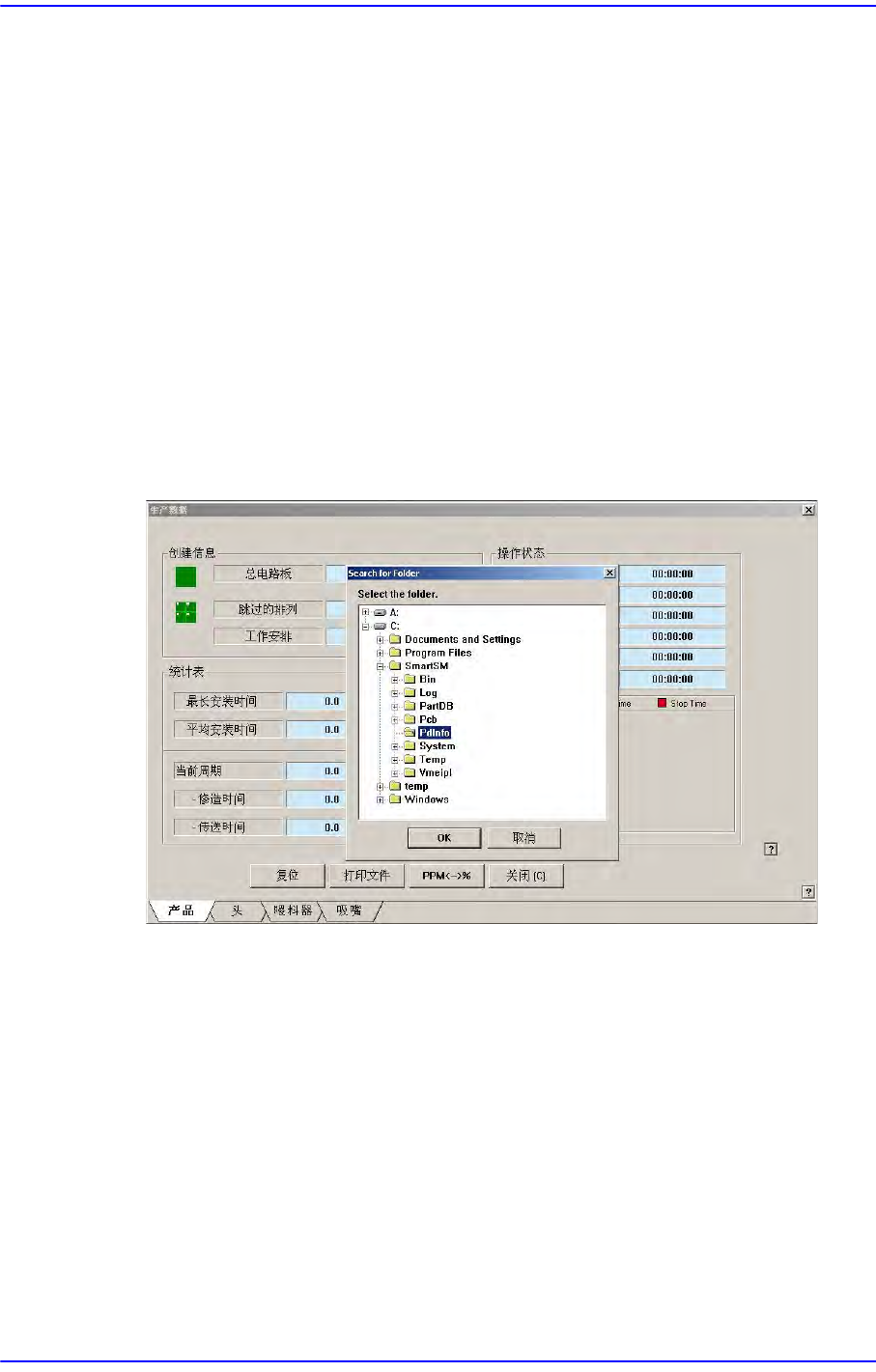
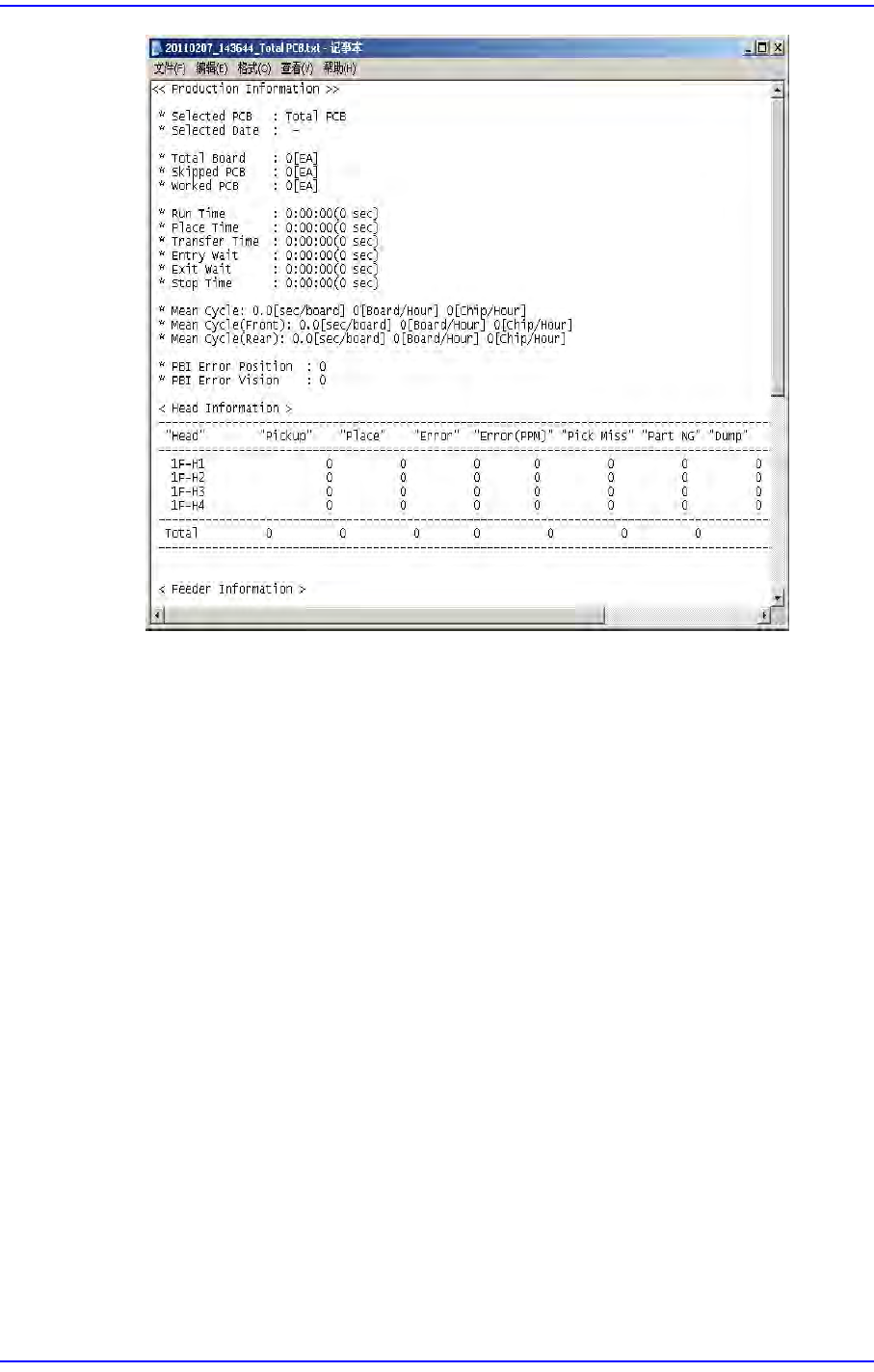
<打印文件> 按钮
文本文档形式在指定的文件夹(C:\SmartSM\Pdinfo)保存PCB生产有关的贴装信
息。
18-5
生产信息管理
<PPM<->%>按钮
转换表示的单位。(PPM<->%)
<复位>按钮
初始化全部显示信息。
<关闭>按钮
关闭画面。
18.1.2. Head
表示各磁头的作业信息,显示跟贴装有关的全部统计信息。