NPM-DGS使用说明书-程序手册.pdf - 第91页
NPM-DGS 程序手册 4.7 数据编制工作的默 认设定 EJS9AC- MB-04 P-02 Pa ge 4-15 项目编辑系统默认值的 设定项目 项目 说明 ‘ 最佳化选项 ’ ‘ 高速 / 多功能平衡 ’ 显示在分配元件时的 8 吸嘴吸头和 2 吸嘴吸头的时间单 位的使用 比率。 数值为 100 时, 均等使用 8 吸嘴吸头和 2 吸嘴吸头, 数值 为 50 时表示,分配给 2 吸嘴吸头的时间为 分配给 8 吸嘴吸头的 时间…
NPM-DGS
程序手册
4.7
数据编制工作的默认设定
Page 4-14 EJS9AC-MB-04P-02
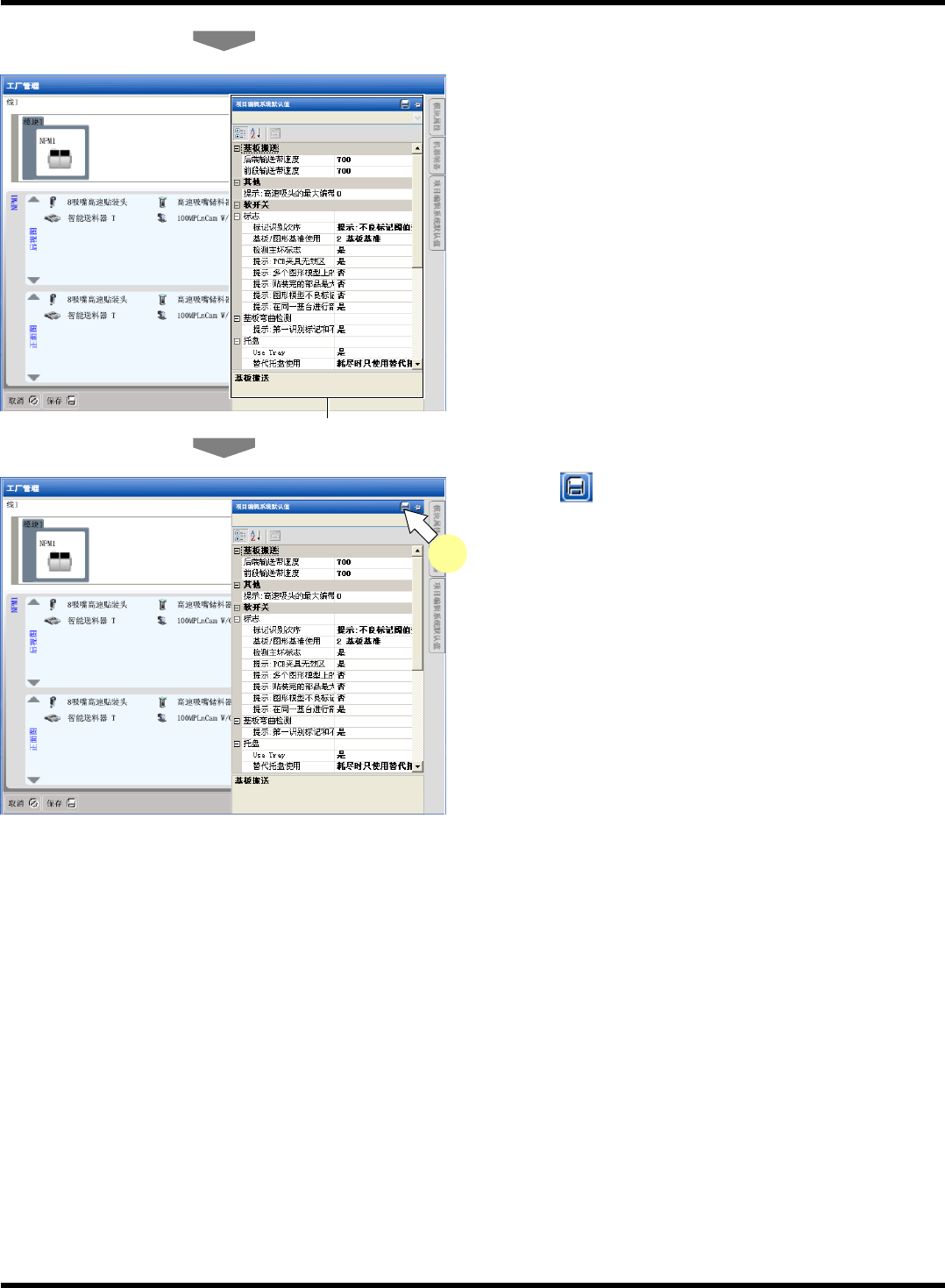
3.
在属性面板上变更数据编制工作默认设
定。
•
本设定在编制数据编制工作时,作为默认值使
用。
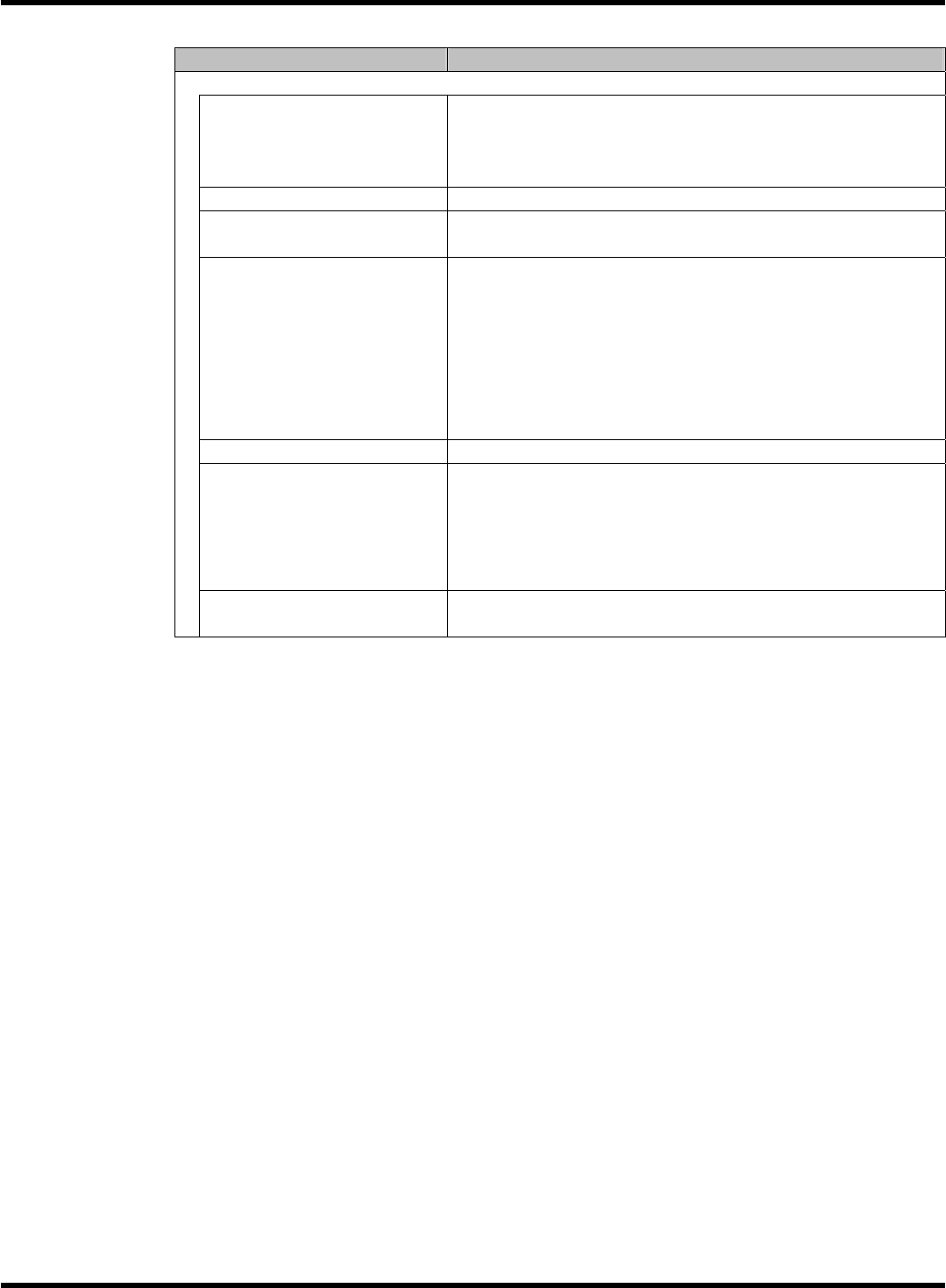
4.
单击
。
•
将会保存新的设定。
4
属性面板
NPM-DGS
程序手册
4.7
数据编制工作的默认设定
EJS9AC-MB-04P-02 Page 4-15
项目编辑系统默认值的设定项目
项目
说明
‘
最佳化选项
’
‘
高速
/
多功能平衡
’
显示在分配元件时的
8
吸嘴吸头和
2
吸嘴吸头的时间单位的使用
比率。数值为
100
时,均等使用
8
吸嘴吸头和
2
吸嘴吸头,数值
为
50
时表示,分配给
2
吸嘴吸头的时间为分配给
8
吸嘴吸头的
时间的一半。
‘
在同一个基台上进行元件分割
’
设定是否在同一个工作台上进行元件分割。
‘
对同一个棒状供料器配置不同
元件
’
指定是否对同一个棒状供料器配置不同种类的元件。如果设定本
选项,在进行最佳化时对棒状供料器配置不同种类的元件。
‘
最佳化方法
’
设定最佳化的基准
(
元件高度,或者吸嘴尺寸
)
。有以下
7
种。
•
自由
•
到
0603
为止,按照高度顺序
•
到
1005
为止,按照高度顺序
•
到
1608
为止,按照高度顺序
•
到
2125
为止,按照高度顺序
•
全部元件,按照高度顺序
•
按照吸嘴的尺寸顺序
‘
以图形作为单位进行最佳化
’
设定是否对每个图形进行最佳化。
‘
高速吸头的最大编带宽度
’
设定
12
吸嘴吸头用的最大编带宽度的值。有以下
5
种。
•
不指定
• 8mm
• 12mm
• 16mm
• 24mm
‘
由同一供料器给复数图案上的
同一元件供应
’
设定是否从同一个供料器供给多个图形上的同一个实装点。
NPM-DGS
程序手册
4.7
数据编制工作的默认设定
Page 4-16 EJS9AC-MB-04P-02
项目
说明
软件开关
标记
实装点识别使用
设定是否检测实装点识别。
基本图形标记的检测
设定是否检测基板识别标记。有以下
5
种。
•
未使用
• 2
点图形标记
• 3
点图形标记
• 2
点基板标记
• 3
点基板标记
标记的识别顺序
设定标记识别的顺序。有以下
2
种。
•
在识别不良标记之前,识别识别标记
•
在识别识别标记之前,识别不良标记
代表不良标记的检测
设定是否检测代表不良标记。
图形不良标记的检测
设定是否检测图形不良标记。
第一识别标记和不良标记的
共有
在第一识别标记上有不良标记时,将该识别标记作为不良标记。
不良标记阈值判定
设定是否用不良标记的黑暗程度的阈值判定。
将第一识别标记作为不良标
记处理
设定在第一个图形识别标记出错时,是否将其不作为错误,而作
为不良图形
(
标记
)
。
托盘
预备托盘的使用方法
设定多个同一元件的托盘的使用方法。有以下
3
种。
•
不指定
•
将托盘按照料箱里配置的顺序使用。
•
从上部优先使用托盘,自动交换变空的托盘和未使用托盘。
有无托盘补充部的使用
设定在生产中是否使用托盘补给部
(
空托盘交换
)
基板弯曲的检测
设定是否检测基板弯曲。
通信
条形码信息
设定是否将条形码信息发送给下游设备。
不良标记的识别结果
设定是否将不良标记结果发送给下游设备。
APC
使用
设定是否将
APC
设定为可使用状态。
图形标记的识别结果
设定是否将图形标记结果发送给下游设备。
基板弯曲结果
设定是否将基板弯曲结果发送给下游设备。
基板搬送
上游侧传送带速度
设定上游侧传送带的速度。有以下
4
种。
• 700 (
最高速度
)
• 500
• 300
• 100 (
最低速度
)
下游侧传送带速度
设定下游侧传送带的速度。有以下
4
种。
• 700 (
最高速度
)
• 500
• 300
• 100 (
最低速度
)