00197006-04_UM_X-Serie-S_IT.pdf - 第302页
5 Operazioni da svolgere sulla macchina Istruzioni per l'uso SIPLACE ser ie X 5.7 Segnalatori luminosi con avvisatore acustico Dalla versione software SR.706.1 SP1 Edizione 10/2014 302 5.7.2.1 Informazioni di base 5…
Istruzioni per l'uso SIPLACE serie X 5 Operazioni da svolgere sulla macchina
Dalla versione software SR.706.1 SP1 Edizione 10/2014 5.7 Segnalatori luminosi con avvisatore acustico
301
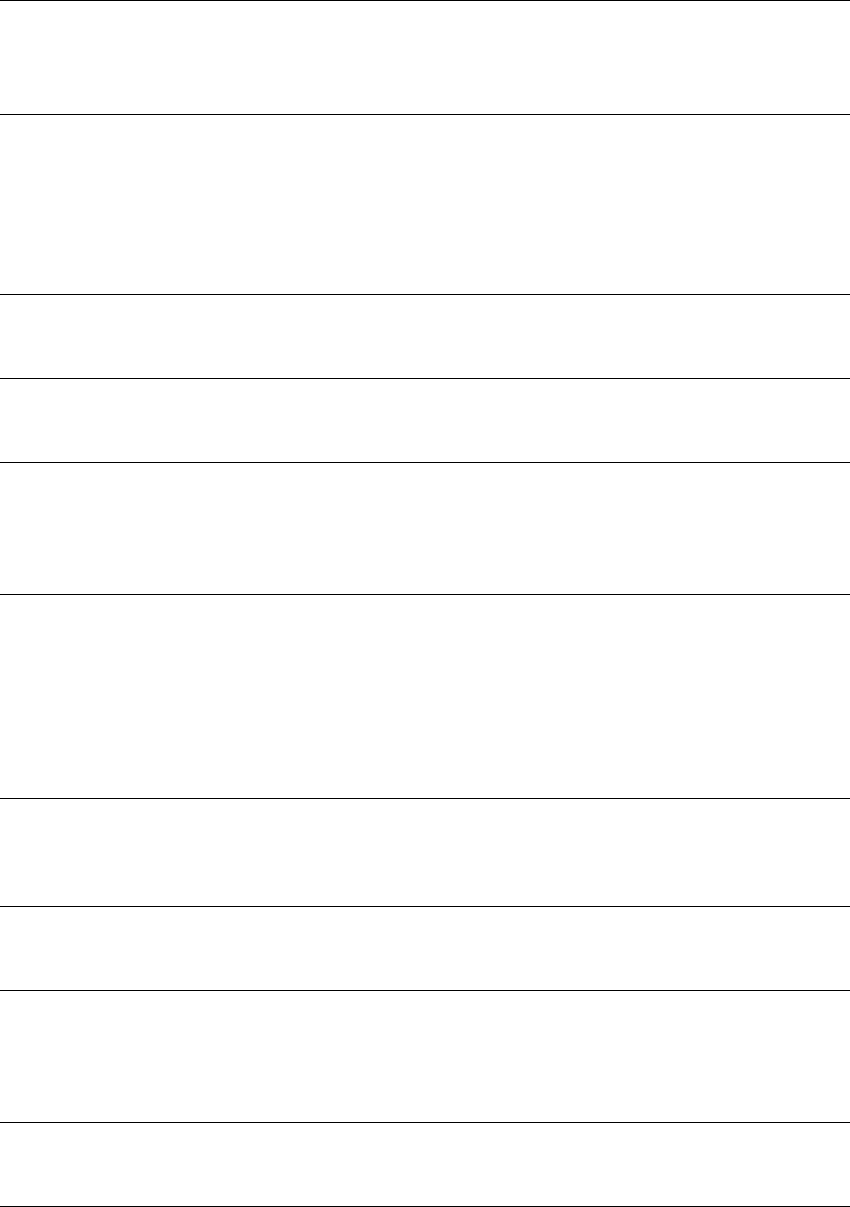
Viene utilizzata l'ultima posizio-
ne di prelievo disponibile oppu-
re le posizioni di prelievo per
questo componente sono tutte
esaurite. La macchina continua
a produrre sino a quando è pos-
sibile montare altri componenti.
lato corrisponden-
te
bianco: 100 -200
Verde: --
Rosso: Off
Giallo: On
Verde: On
Il livello di riempimento di una
posizione di prelievo o di un
modulo Dip è basso.
lato corrisponden-
te
bianco: 100 -200
Verde: --
Rosso: Off
Giallo: On
Verde: On
Impossibile trasportare un cir-
cuito stampato fino alla prossi-
ma area.
lato corrisponden-
te
Bianco: On
Verde: --
Rosso: Off
giallo: 500 - 500
Verde: Off
lmpossibile leggere il codice a
barre del circuito stampato sul
nastro di alimentazione. L'ope-
ratore deve eseguire la lettura
manualmente.
lato corrisponden-
te
non configurato Rosso: Off
giallo: 500 - 500
Verde: Off
La macchina è stata arrestata
causa un evento non
configurato, ad es. un errore
nel convogliamento. Gli eventi
che non sono stati configurati e
causano l'arresto della macchi-
na non vengono presi in consi-
derazione in questa sede.
entrambi i lati Bianco: On
Verde: Off
Rosso: Off
giallo: 500 - 500
Verde: Off
La produzione è stata arrestata
automaticamente (ad es. per-
ché non ci sono componenti da
prelevare).
lato corrisponden-
te
Bianco: On
Verde: Off
Rosso: Off
giallo: 500 - 500
Verde: Off
La macchina sta eseguendo
una funzione manuale lanciata
dall'operatore.
bianco: 100 -1000
Verde: 700 - 700
Rosso: Off
giallo: Off
Verde: 500 - 500
La macchina si è arrestata a
causa di un errore di misurazio-
ne delle mire (ad es. circuito
stampato, tavolo, modulo di ali-
mentazione).
entrambi i lati Bianco: On
Verde: Off
Rosso: Off
giallo: 500 - 500
Verde: Off
Il circuito di sicurezza non è
chiuso.
lato corrisponden-
te
Bianco: On
Verde: Off
Rosso: On
giallo: Off
Verde: Off
Significato Lato della
macchina
Stato - bicolore
(bianco/verde)
Stato - tricolore
(rosso/giallo/verde)
5 Operazioni da svolgere sulla macchina Istruzioni per l'uso SIPLACE serie X
5.7 Segnalatori luminosi con avvisatore acustico Dalla versione software SR.706.1 SP1 Edizione 10/2014
302
5.7.2.1 Informazioni di base
5
5.7.2.2 Frequenze di lampeggiamento
5
5
5.7.2.3 Priorità
5
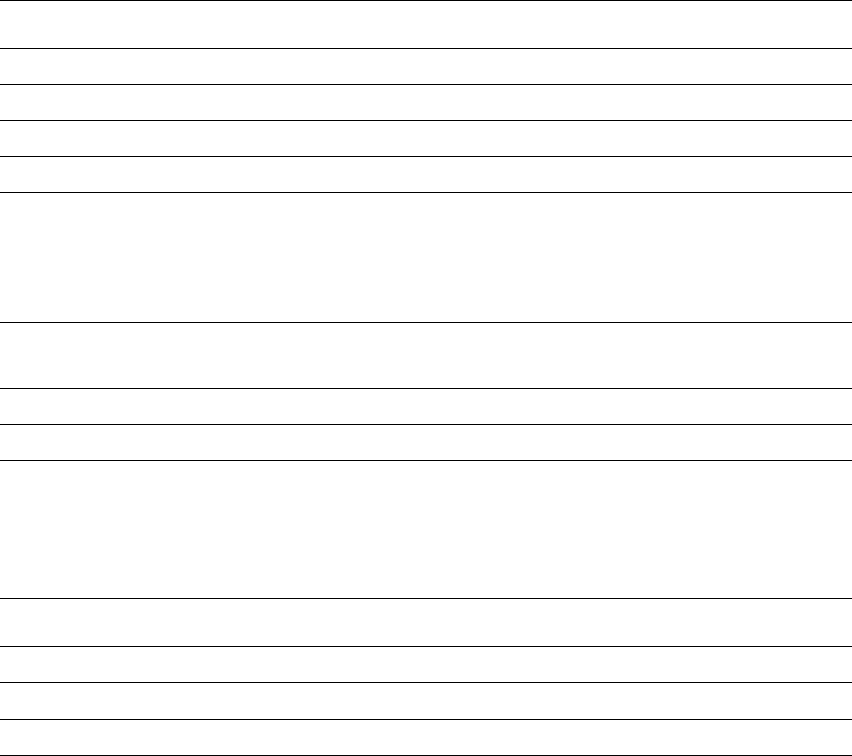
5.7.2.4 Tempo di reazione
Ogni variazione di stato della macchina è segnalato dalle spie entro tre secondi.
Stato Significato
Off Nessun avvertimento né allarme
Lampeggiante Avvertenza, la frequenza varia a seconda del tipo avvertenza
On Allarme
-- Lo stato descritto non ha alcuna influenza sulla corrispondente spia
Lampeggiamento normale Segnalatore luminoso verde: 700 ms OFF, 700 ms ON
Segnalatore luminoso bianco: 500 ms OFF, 500 ms ON
Lampeggiamento breve 100 ms ON, 1000 ms OFF
Lampeggiamento veloce 100 ms ON, 200 ms OFF
Tipologia di avvertimento Priorità
Definizione per lampeggiamento veloce Massima
Definizione per lampeggiamento normale Media
Definizione per lampeggiamento breve Minima

Istruzioni per l'uso SIPLACE serie X 5 Operazioni da svolgere sulla macchina
Dalla versione software SR.706.1 SP1 Edizione 10/2014 5.8 Cambio del turno
303
5.8 Cambio del turno
5.8.1 Operazioni da eseguire al cambio del turno
Tagliare le cinghie per tempo. In questo modo si può evitare di riempire subito i moduli di ali-
mentazione al cambio del turno. Questa operazione riduce al minimo i tempi di fermo mac-
china.
Al cambio del turno comunicare le informazioni particolarmente importanti all'operatore suc-
cessivo. Informazioni importanti sono, ad esempio, eventuali modifiche al programma di
montaggio. Si raccomanda di consultare al riguardo anche l'elenco delle operazioni riportate
nella sezione 5
, pagina 326.
Eseguire un controllo dell'allestimento.
Controllare se i moduli di alimentazione sono dotati dei componenti idonei, se si trovano
presso il posteggio giusto sul carrello CO e se il passo di trasporto è impostato correttamente.
Eseguire la pulizia dei seguenti moduli della linea:
Svuotare il contenitore scarti e pulire con cautela la zona adiacente allo stesso.
Con molta cautela pulire con un aspirapolvere lo scambiatore di pipette, i moduli di alimenta-
zione e il carrello CO.
Svuotare i contenitori scarti cinghia. Attenersi alle indicazioni di sicurezza riportate nella se-
zione 5.8.2
, pagina 304.
Svuotare la vasca di raccolta della calotta della macchina.