JX-300LED_使用说明书.pdf - 第450页
第 1 部 基本篇 第 4 章 制作生产程序 4) 跟踪时的操作 执行时可使用以下键 / 开关来控制动作。 操作 键盘 操作面板 HOD 跟踪开始 F1 开始开关 ENTER 跟踪停止 F2 停止开关 P AUSE 自动示教 F3 移动到前一点 F5 PREVIOUS 移动到下一点 F6 NEXT SOT 检查 F8 数据检查 F9 结束 在停止时按 ESC 在停止时按停止 ( STO P ) 开关 在停止时按 CA NCEL 5) 监…
第 1 部 基本篇 第 4 章 制作生产程序
3) 跟踪贴片坐标位置
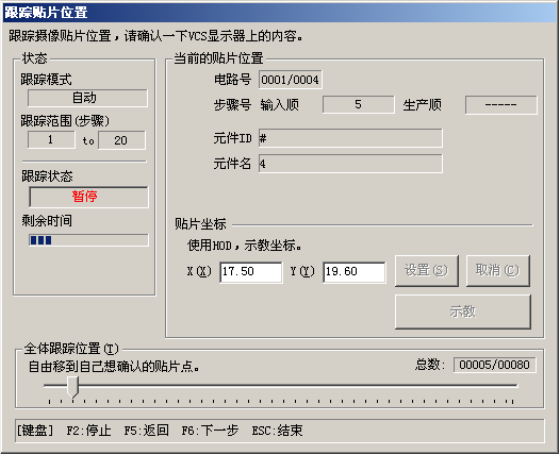
执行后,在跟踪各贴片坐标中,会显示如下对话框。
图 4-5-4-4-8 正在跟踪贴片位置
① 状态
ⅰ 跟踪模式
显示设置的传送方法是“手动”还是“自动”。
ⅱ 跟踪范围
选择所有贴片数据时,显示“最初”、“最后”。变更跟踪范围时,则显示其编号。
ⅲ 跟踪状态
“移动”表示轴正在移动中。“暂停”表示自动传送暂停。“停止”表示手动传送或有
意识的停止。“轴待避中”表示轴正在移动到安全位置。“标记识别中”表示正在识别
IC标记。
ⅳ 剩余时间
显示自动传送中的暂停剩余时间。
② 当前的贴片位置
显示当前的贴片信息。
“站台”在本装置中不显示。
③ 贴片坐标
是跟踪中的贴片坐标。坐标值可手动输入或通过示教来变更。
④ 设置/取消
通过手动输入或示教变更后坐标值生效。按下“设定”可保存到贴片数据里。
不想保存变更值时,请按下“取消”。
⑤ 全体跟踪位置
随着跟踪位置的进展逐一进行。停止时,可前后自由移动滑块返回前项、推进到后项。
4-176
第 1 部 基本篇 第 4 章 制作生产程序
4) 跟踪时的操作
执行时可使用以下键/开关来控制动作。
操作
键盘
操作面板
HOD
跟踪开始
F1
开始开关
ENTER
跟踪停止
F2
停止开关
PAUSE
自动示教
F3
移动到前一点
F5
PREVIOUS
移动到下一点
F6
NEXT
SOT 检查
F8
数据检查
F9
结束
在停止时按
ESC
在停止时按停止(STOP
)
开关
在停止时按 CANCEL
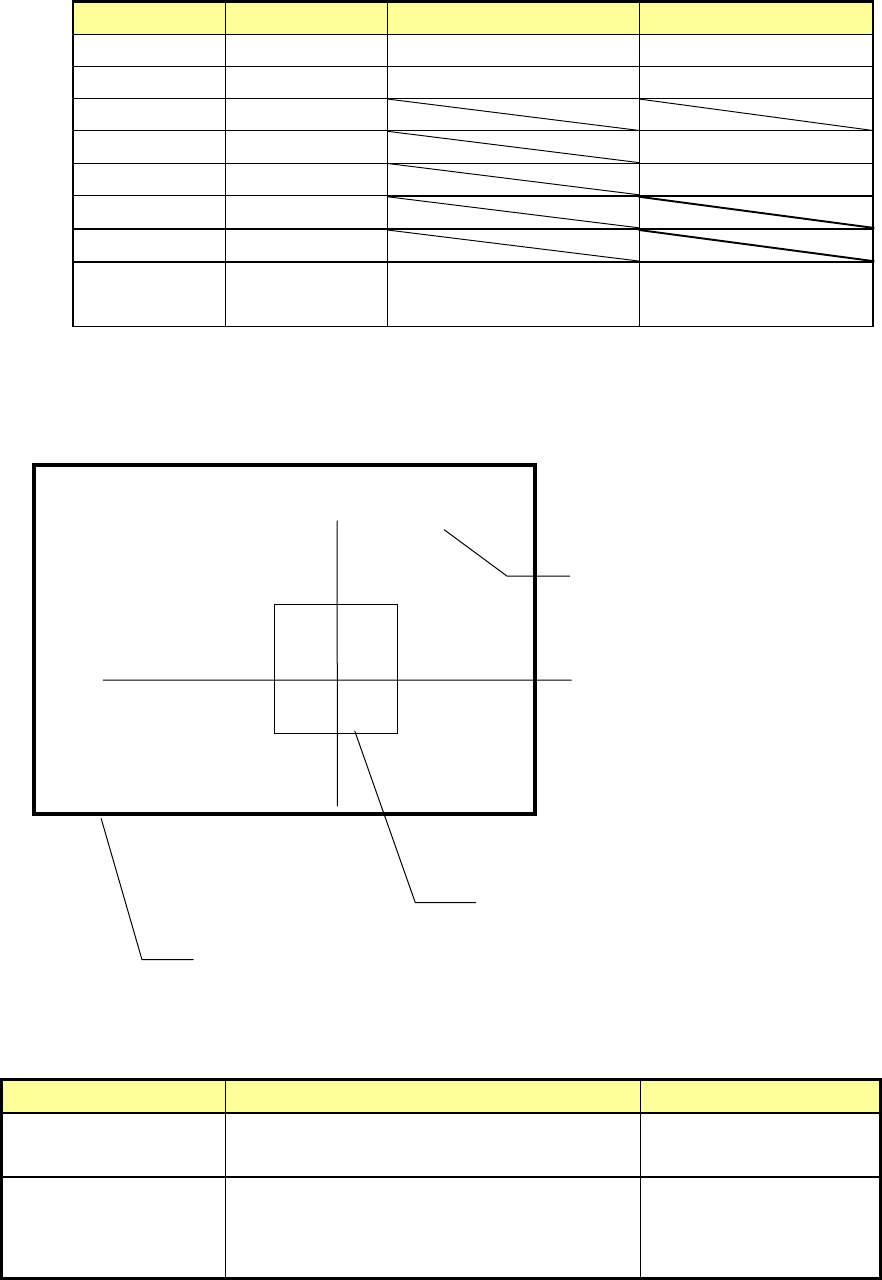
5) 监视器显示
在执行时,每一贴片点都向监视器输出如下信息。
如下表所示,元件尺寸不同,显示在监视器中的元件中心及四角的显示有所不同。
元件尺寸
元件的四角
元件的中心
短边 4.5mm 以下的元
件
在监视器窗口框上显示。设定了角度的贴片
点通过窗口框本身的旋转来显示。
交叉线的中心
上述元件以外的元件
(大型元件)
分别按照[TOP-L]、[TOP-R]、[BTM-R]、
[BTM-L]的顺序移动到四角坐标上。设定了
角度的贴片点移动到四角旋转过的坐标上。
四角移动后,最后显示
[CENTER]
,移动到中心。
------- PLACE XY TRACE -------
[CENTER]
Cur.No:电路编号
Pla.No:贴片编号
Compo:元件名
Angle:贴片角度
Pos X:坐标 Y:坐标
[
CENTER」
表示元件中心
[
TOP-L][ TOP-R][ BTM-L]
[
BTM-R]
表示元件的四角。
分别表示上左、上右、下左、
下右。
显示从返回原点位置为起点的坐标。
显示元件的中心及元件的四角。
4-177
第 1 部 基本篇 第 4 章 制作生产程序
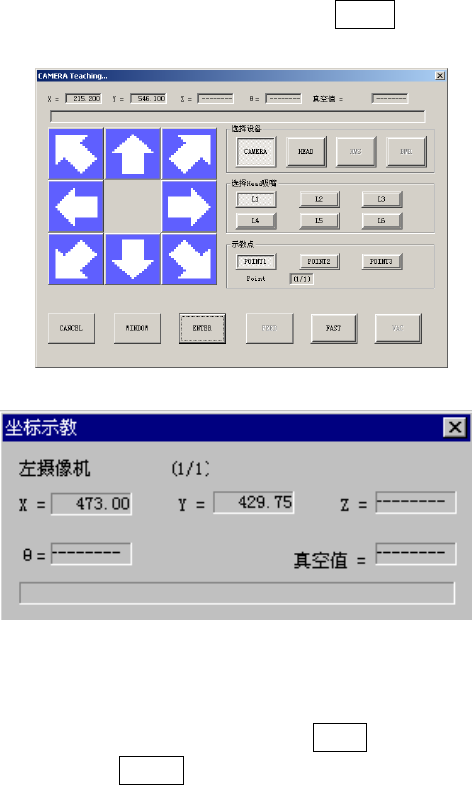
6) 跟踪时的坐标示教
当跟踪的坐标与实际不一致时,可用示教按钮或HOD操作进行贴片坐标的示教。
<步骤>
① 将光标移动到 X 或 Y 坐标上。
② 按示教按钮或 HOD 装置键,进行坐标示教,然后按 ENTER 键确定。
图 4-5-4-4-9 示教中(面板)
图 4-5-4-4-10 示教中(HOD)
③ 要使确定的坐标值有效时,按<设定>或再次按下 ENTER。
要还原坐标时,按<取消>或CANCEL。
在操作选项中设定 [放大数字]时,可将像机拍摄的图像放大在 VCS 监视器上显示。
在上述步骤②中,按下示教面板的 WINDOW 按钮或 HOD 的 WINDOW 键时,通常可转入窗口示
教。
继续再次按下 WINDOW 键时,则切换为放大显示的示教窗口。
元件外形尺寸的长边为 2.26mm 以上时,不论操作选项的设定如何,都不会放大显示。
而且,贴装角度 + 电路角度为 0 / 90 / 180 / 270°以外时,也不会放大显示。
4-178