YS12P_YS12F_YG12F_Mainte_K.pdf - 第94页
4-7 4 4 . 급 유 개소 일람 표 각부 의급유 할부위와주 기및작 업 방법에대 하 여다음과같이설 명 합니 다 . ■ 사 용그 리스에 대 하 여 급유에사용하는그리 스는야마하지 정품을사용하여주십시 오 . 그리 스명 칭 :NSL 부품번 호 :K 48- M3 856-0 0X 4 . 1 X 축 리니어 가 이드와 볼 스 크 류 X축 리니어가이드부 X축 리니어가이드부…
4-6
4
5
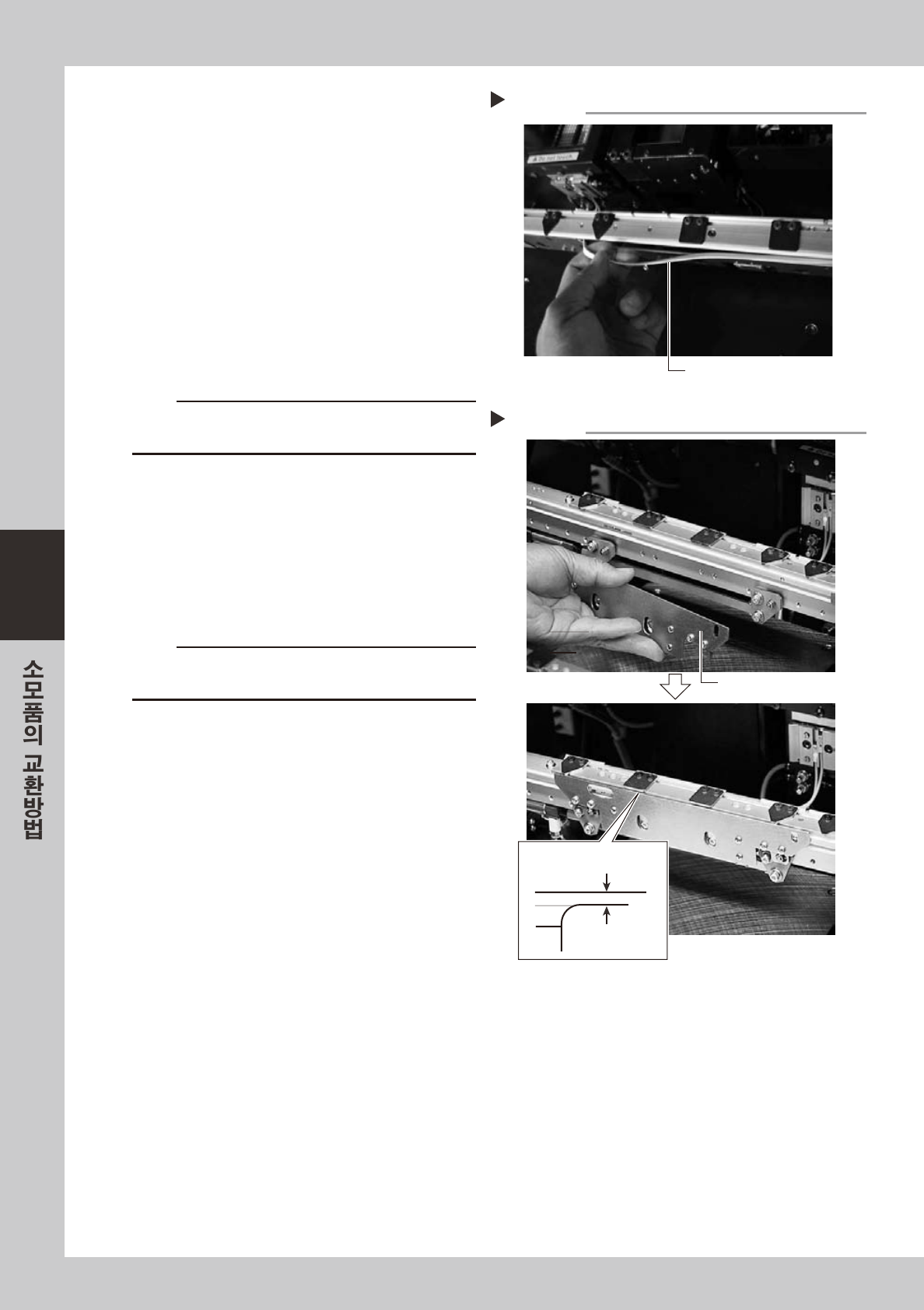
컨베이어에서 벨트를 분리합니다 .
57412-L 6 -0 0
6
반송부를 청소합니다 .
컨베이어프레임과기판가이드의틈새를가는브
러시 ,또는헝겊으로청소하여주십시오 .
7
새 벨트를 장착합니다 .
1. 새벨트를풀리에걸면서벨트를임시장착하
여주십시오 .
2. 샤프트를풀리에접속시켜볼트를끼워주십시
오.
3. 벨트텐셔너를이동시켜서텐션을가하면서볼
트를조여주십시오 .
c
주의
벨트텐셔너 ( 풀리 ) 의체결토르크는 ,반드시5.5N
•
m 으로
설정해주십시오 .
8
기판클램프 Assy 를 부착합니다 .
1. 기판클램프Assy 를원위치에부착하고고정
볼트로임시고정합니다 .
2. [ 장치 ]-「컨베이어」화면의[ 기판클램프 ]
버튼을눌러서클램프시킨상태에서임시고정
한볼트를확실하게조여주십시오 .
57413-L 6 -0 0
c
주의
조정작업은에어를공급하고기판클램프를올린상태에서
실행하여주십시오 .
9
벨트의 조립상태를 확인합니다 .
1. [ 장치 ]-「컨베이어」화면의[ 기판클램프 ]
버튼을재차눌러서언클램프시킵니다 .이
때 ,기판클램프선단의위치가벨트윗면보다
약0.5mm낮은위치에있는지확인하여주십
시오 .
2. [ 장치」-「컨베이어」화면의[ 컨베이어구동 ]
버튼으로벨트를회전시켜동작상태를확인하
여주십시오 .
3. 컨베이어벨트의회전이고르지못하거나벨트
의처짐이클경우는 ,텐셔너볼트의위치를
조정하고 ,다시회전시켜확인하면서조정하
여주십시오 .
컨베이어에서 벨트를 분리한다
Step 5
벨트를 당겨서 뺀다
기판클램프 Assy의 부착
Step 8
기판클램프 Assy
0.5 mm
기판클램프
벨트 윗면
4-7
4
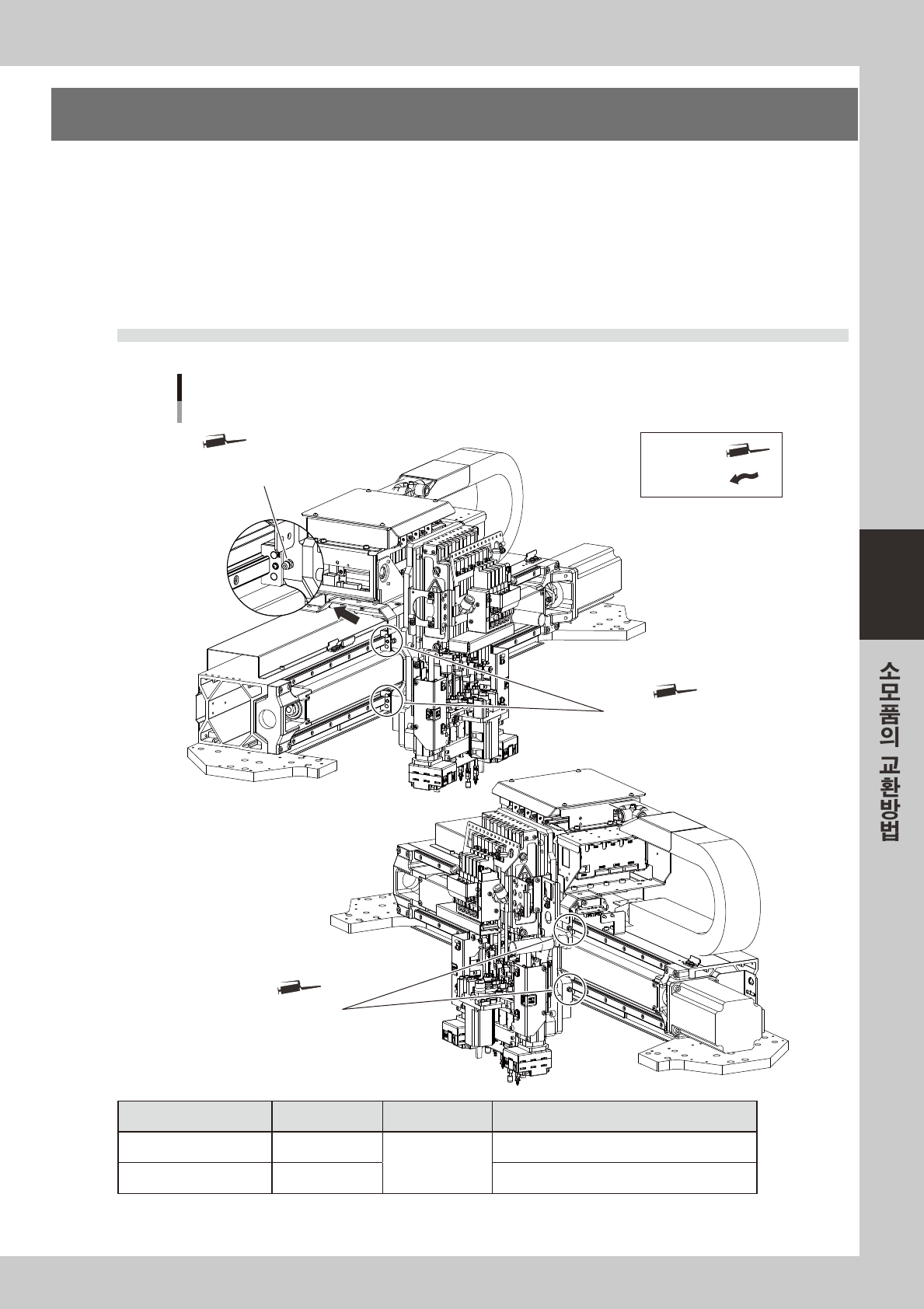
4. 급유개소 일람표
각부의급유할부위와주기및작업방법에대하여다음과같이설명합니다 .
■ 사용그리스에 대하여
급유에사용하는그리스는야마하지정품을사용하여주십시오 .
그리스명칭 :NSL
부품번호 :K48-M3856-00X
4.1 X 축 리니어가이드와 볼스크류
X축 리니어가이드부
X축 리니어가이드부
X축의 급유개소
리니어가이드&볼스크류
그리스 니플(소) 2군데
그리스 니플(대) 2군데
X축 볼스크류부
그리스 니플(대) 1군데
그리스건:
손으로 도포:
급유부위 급유개소 주기 작업방법
리니어가이드 4
1 회 /2 개월
그리스건 : 굽은타입노즐
볼스크류 1 그리스건 : 표준노즐
57414-M7- 00
4-8
4
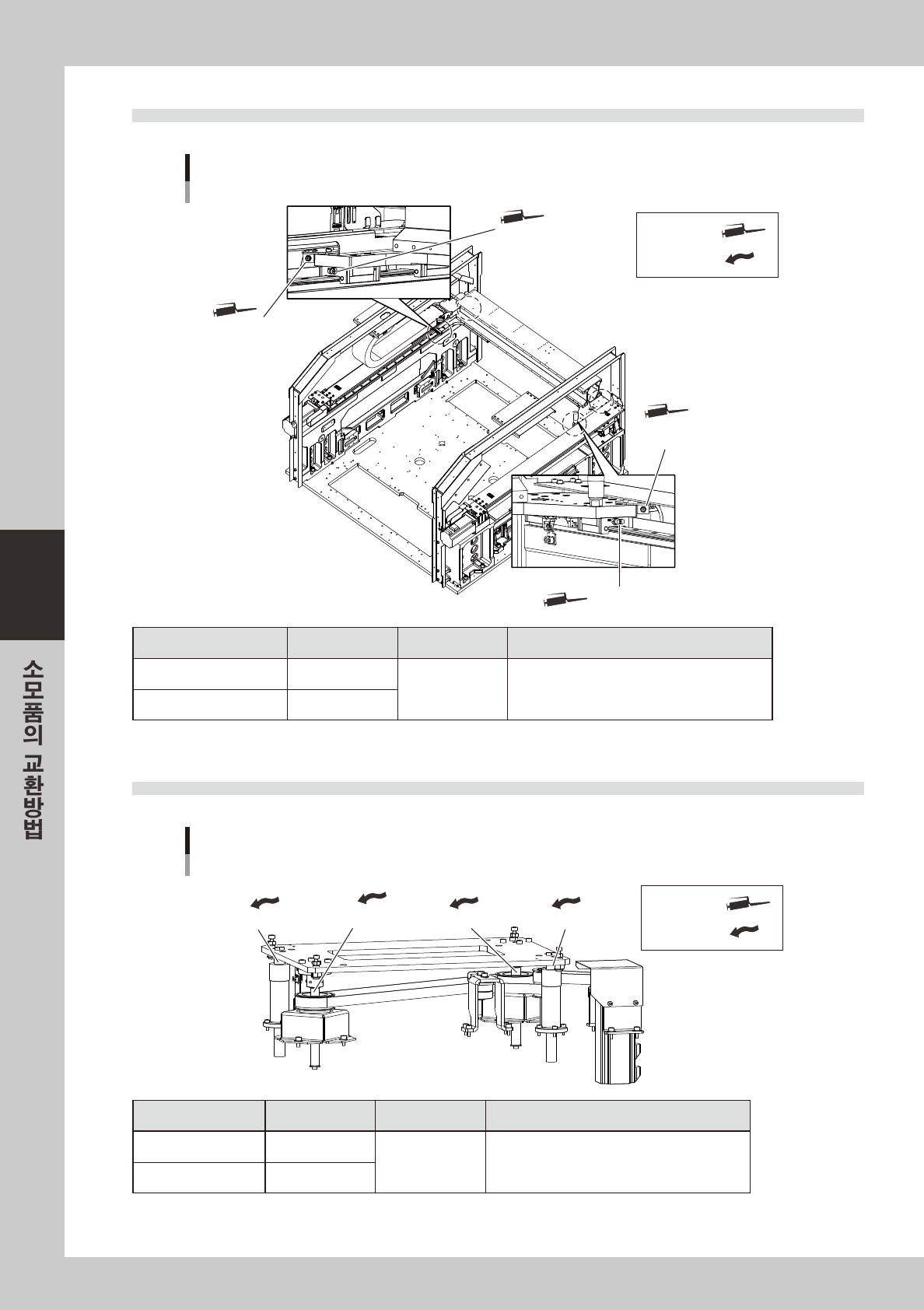
4.2 Y 축 리니어가이드와 볼스크류
Y축의 급유개소
Y축 볼스크류부
그리스 니플
Y축 리니어 가이드부
그리스 니플(전후 2군데)
Y축 리니어 가이드부
그리스 니플(전후 2군데)
Y축 볼스크류부
그리스 니플
그리스건:
손으로 도포:
급유부위 급유개소 주기 작업방법
리니어가이드 4
1 회 /2 개월 그리스건 : 표준노즐
볼스크류 2
57415- M 7-0 0
4.3 PU 축 볼가이드와 볼스크류
PU축의 급유개소
볼스크류
볼스크류
볼가이드
볼가이드
그리스건:
손으로 도포:
급유부위 급유개소 주기 작업방법
볼가이드 2
1 회 /2 개월 손으로도포
볼스크류 2
57416-M7- 00