深度解析JUKI设备调试.pdf - 第102页
五 : 坏板标记示教 : 坏板标记位置示教 II . 癍 SS ■
选择是一致还是个别设罝传送的各传感器的延迟时间
。
若选
择则按钮成为凹状态
。
•
标准
:
各传感器采用相同的延迟时间
•
可选
:
各传感器可设罝为不同的延迟时间
延迟时间的选择
若选样
“
标准
”
,
则以下的
“
标准
”
传感器延迟时间为有效
,
若
选择
“
可选
”
,
则
“
可选
”
的各传感器设罝的延迟时间有效
U
从时间
(
ms
:
1
/
1000
邱
)
和长度
(
mm
)
中选样葙板传送传感器延迟
的设定值的单位
。
选择后
,
按钮成为凹状态
。
延迟的单位
“
延迟时间选择
”
选择了
“
标
准
”
时
,
设罝延迟时间或长度
。
可设罝的值为
0
2500
(
ms
)
、
0
1000
(
mm
)
c
传感器延迟时间
用
“
延迟时间选择
”
选择了
“
可选
”
时
,
分別设罝
IN
传感器
、
WAIT
传感
器
、
STOP
传感器
、
C
.
OUT
传感器
、
0
L
_
T
传感器的延迟时间或长度
。
可选
電新夹授时的
因送料器悬浮等导致生产
W
常停止后重新生产时
,
不除苺
STOP
传感器
OFF
板而重新夹紧
(
翻
H
后夾紧
)
时的延迟时间
可设罝的值为
0
5000
(
ms
)
0
200
(
mm
)
锥板数据
”
的
“
内向卨度
”
的初始值
t
(
单位为
mm
)
基板下限
6
从
“
髙
”
、
“
中
”
、
“
低
”
的
3
种速度中选择支掸台下降时的加
速度
。
(
默认值为
“
髙
”
)
若因焊锡的钻度低等原因而导致元件
4
动
,
请设罝为
“
中
”
或
“
低
”
•
7
下降加速度
W
-
台
输入支撑台卜
.
升时的偏移值
(
0
5
mm
)
按已设罝的值
,
支撑销将苺板向上压入
。
(
默认值
:
0.5
mm
)
8
压入萤
2
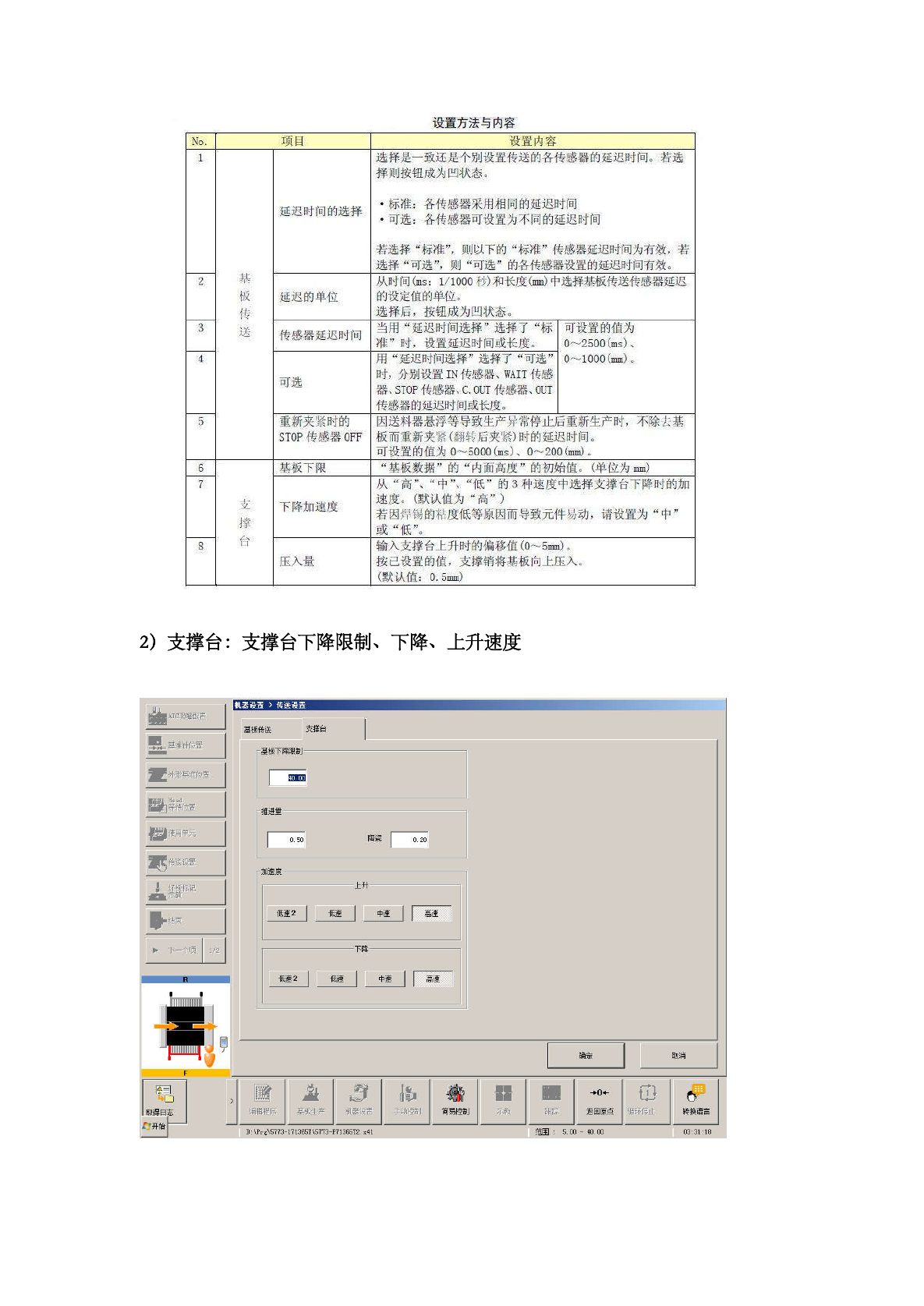
)
支撑台
:
支撑台下降限制
、
下降
、
A
支接台
墓板传送
mmm
.
基板下降眼制
誓外形基准位晋
推进里
微使用单元
陶瓷
_
传送赌
加速
j
上升
丄
!
r
低速
2
低速
高速
下降
►
下一个项
1
/
2
低速
2
低速
中速
高速
确定
取消
崖
5
1
*
»
嬸
Q
基板生产
机器设晋
手动控制
编辑程序
简易控制
遐回原点
循环僖止
转换语言
范困
:
5.00
-
40.00
D
:
\
Prg
\
5
T
73
-
171365
T
\
57
T
3
-
F
71365
T
2
.
x
41
03
:
31
:
18
设罝方法与内容
项
H
设罝内容
No
.
釉 板 传 送
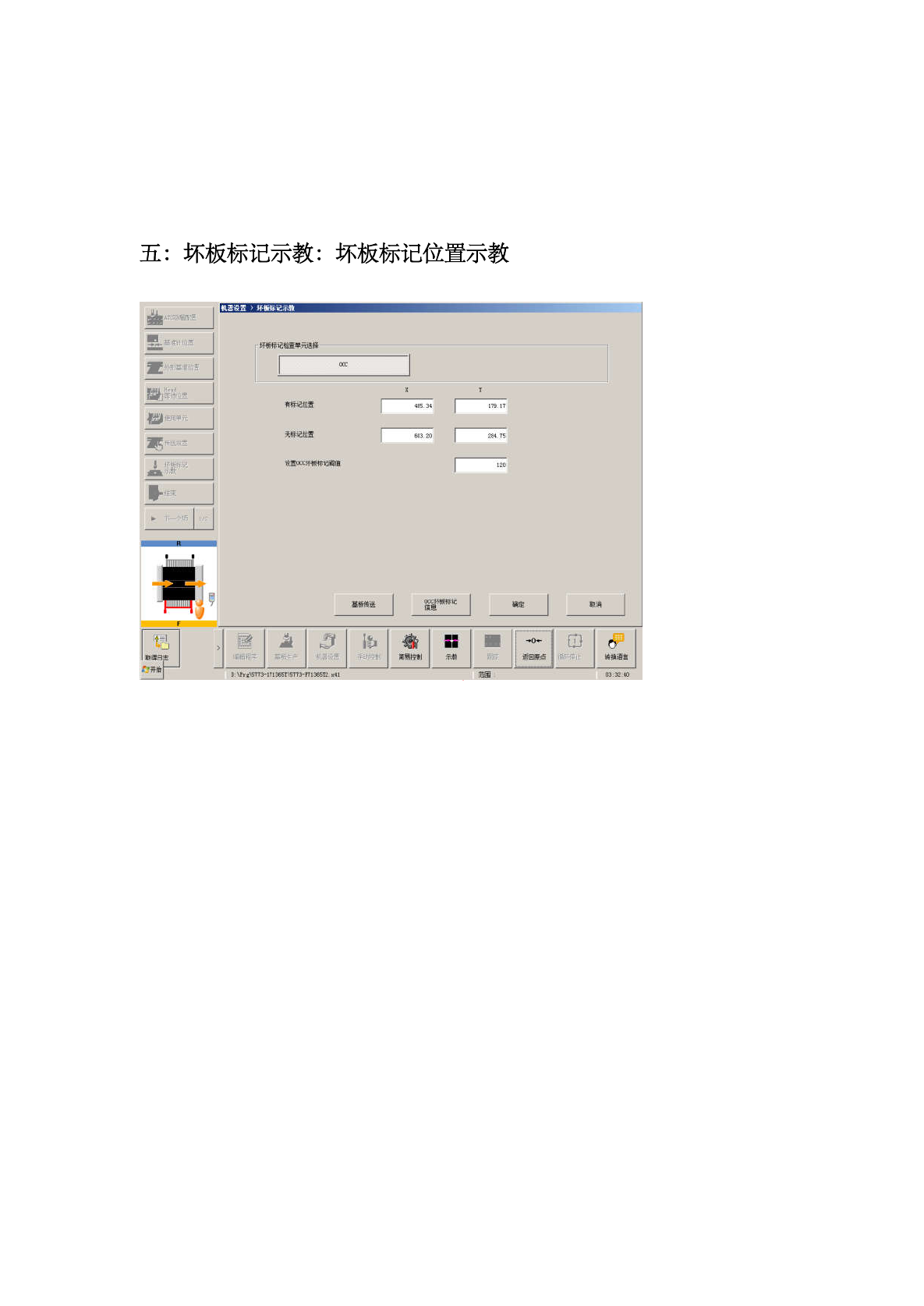
五
:
坏板标记示教
:
坏板标记位置示教
II
.
癍
SS
■
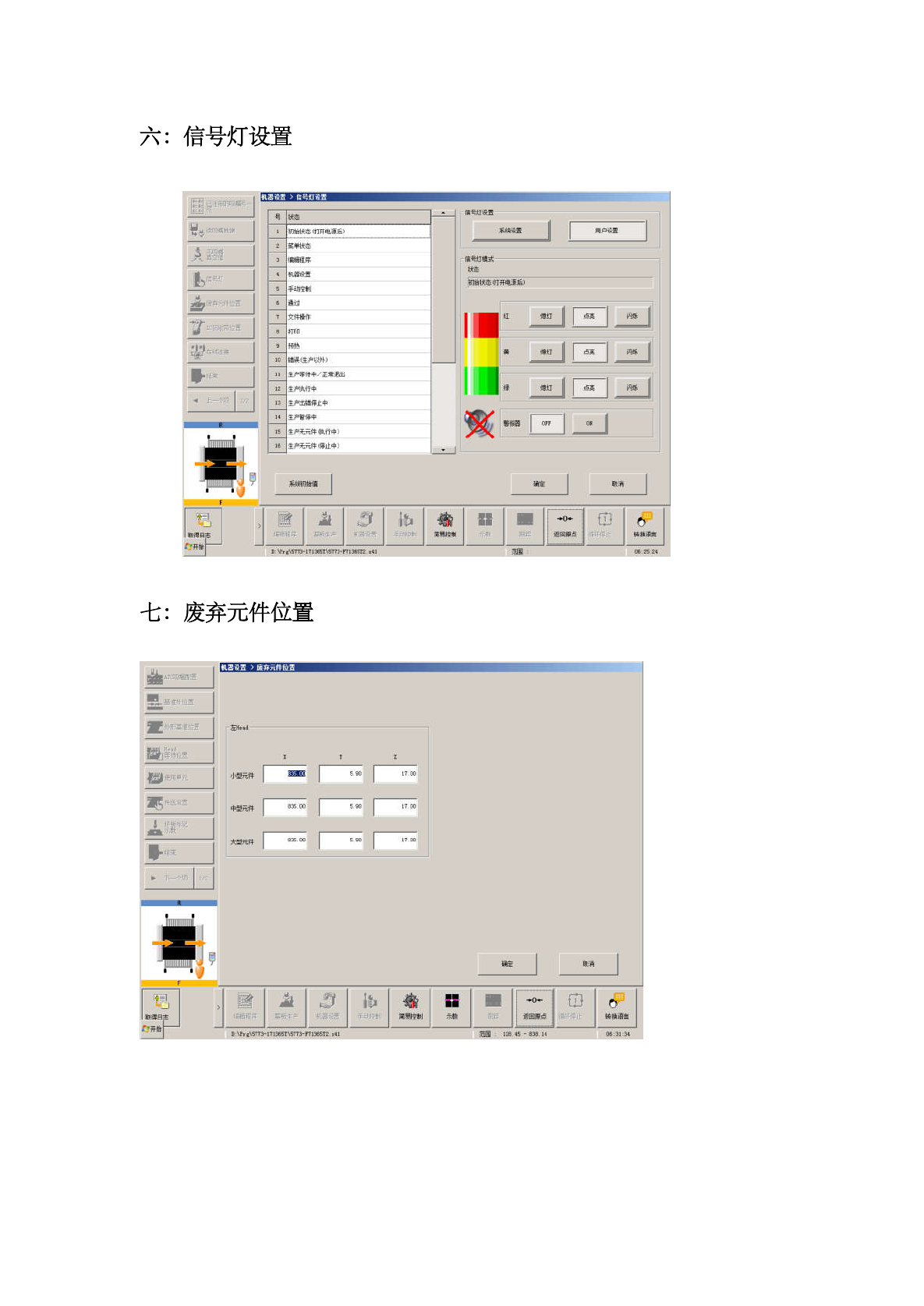
六
:
信号灯设置
國
(
«
号
v
%
扶
srmw
篝
mmm
(
i
号幻镄式
1
,
'
_
^
J
S
^
iJ
_
^
J
EZII
_
^
J
na
|
|
级
|
晰
|
_
I
°
"
1
°
*
I
StftHO
mu
7
II
.
IPlfc
行中
*
产蓍
*
中
1
产无
^
<
1
*
■
行申
J
>
t
4
3
l
&
痲
》
■
G
:
o
壩回
ffiS
i
»
«
)
8
a
»
»
曰
^
"
并鍮
|
—
七
:
废弃元件位置
9
k
-
S
,
Mpfc
小职件
>
_
ii
3
b
癍
》
Q
1
r
>
K
«
«
k
»
«
曰
p
p
开綸
^
~
~