深度解析JUKI设备调试.pdf - 第196页
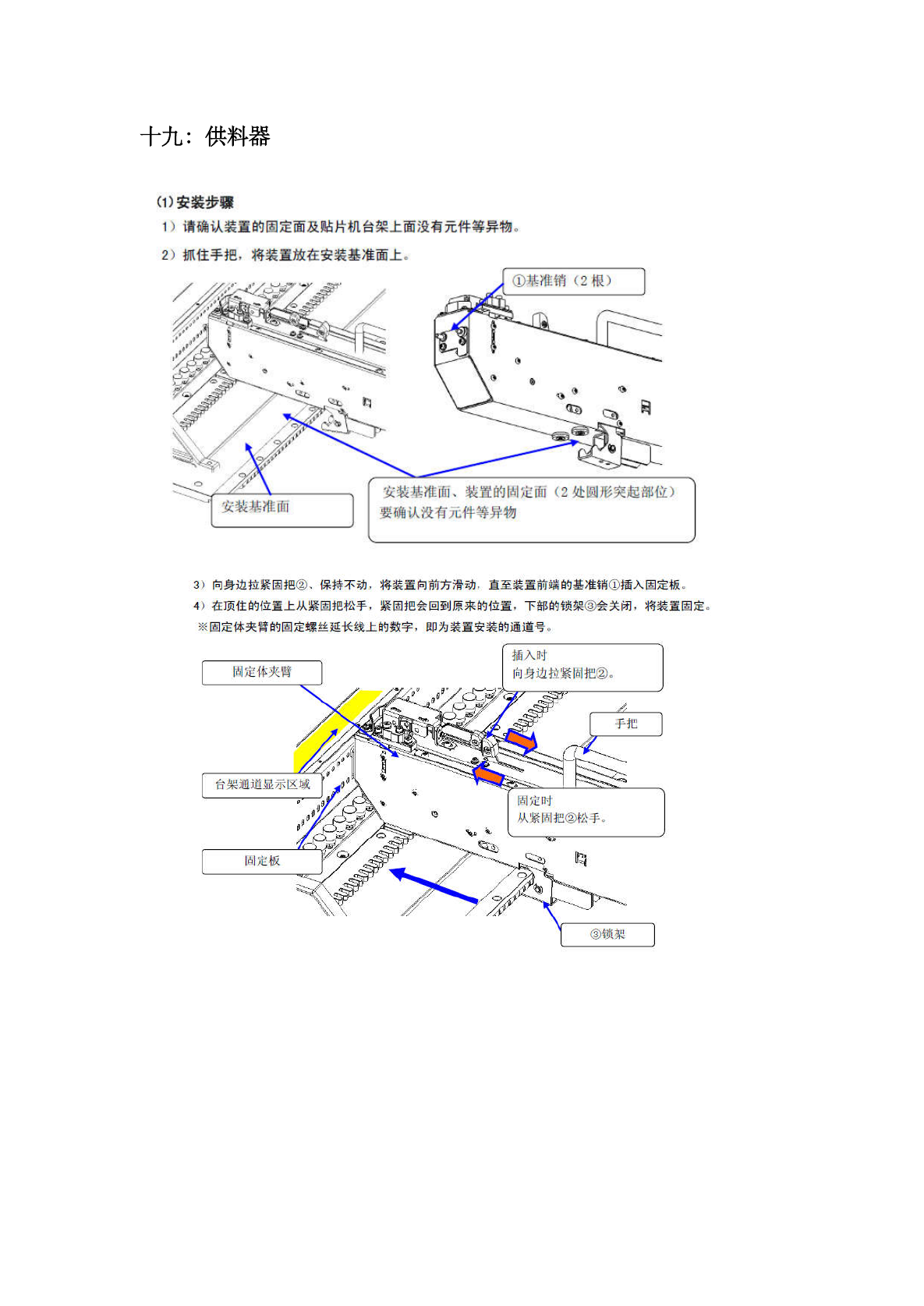
十九 : 供料器 ( 1 ) 安装步骤 1 ) 请 确 认 装 置 的 固 定 面 及 贴 片 机 台 架 上 面 没 有 元 件 等 异 物 。 2 ) 抓 住 手 把 , 将 装 置 放 在 安 装 基 准 面 上 。 ① 基 准 销 ( 2 根 ) 9 安 装 苺 准 而 、 装 罝 的 间 定 面 ( 2 处 阀 形 突 起 部 位 ) 要 确 认 没 有 元 件 等 异 物 ' 安 装 苺 准 _ 3 ) 向身边拉紧…
十八
:
定心系统
定心系统
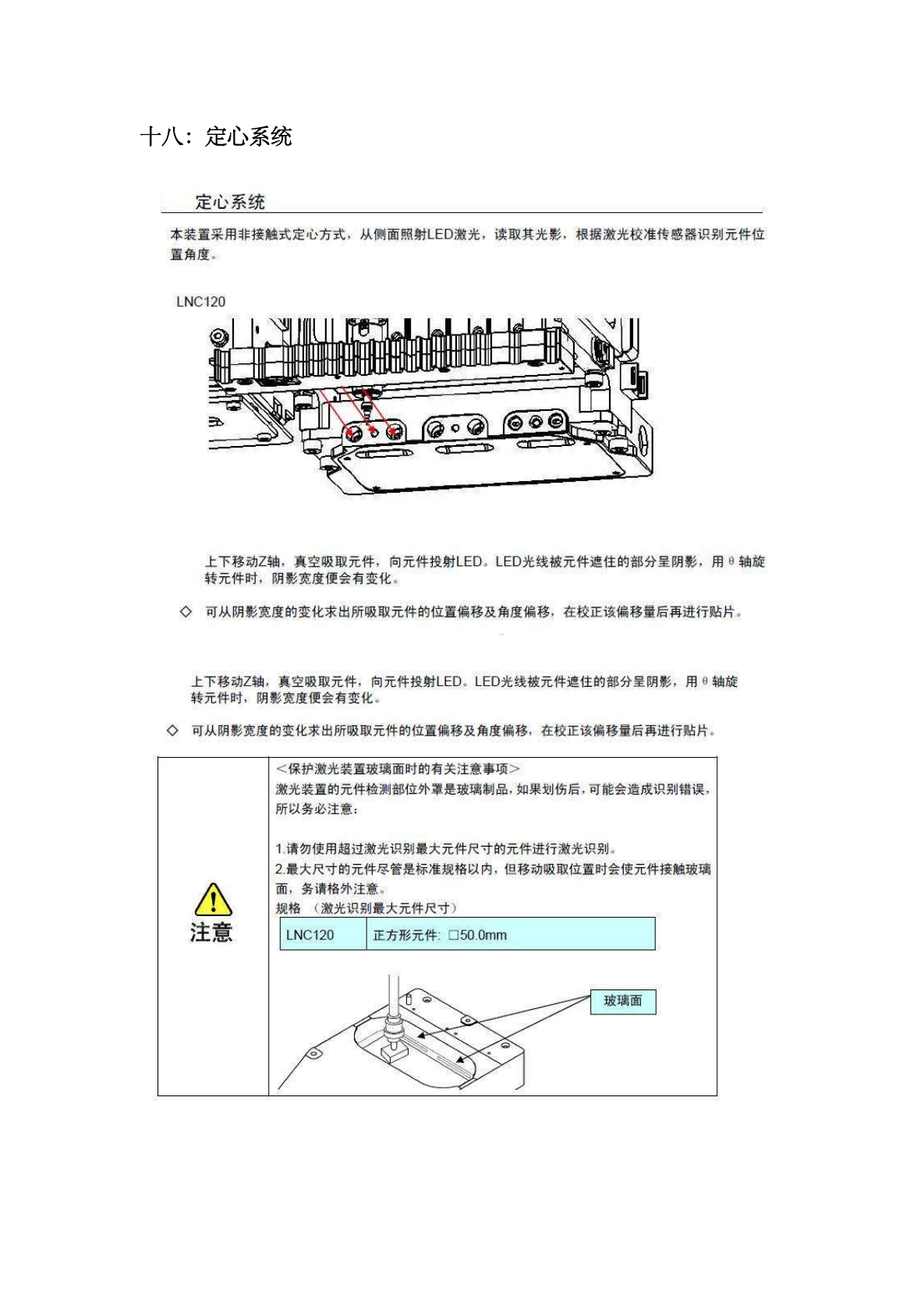
本装置采用非接触式定心方式
,
从侧面照射
LED
激光
,
读取其光影
,
根据激光校准传感器识别元件位
i
角度
。
LNC
120
上下移动
Z
轴
,
真空吸取元件
,
向元件投射
LED
。
LED
光线被元件遮住的部分呈阴影
,
用
(
)
轴旋
转元件时
,
阴影宽度便会有变化
。
◊
可从阴影宽度的变化求出所吸取元件的位置偏移及角度偏移
,
在校正该偏移萤后再进行贴片
。
^
\
上下移动
Z
轴
,
真空吸取元件
,
向元件投射
LED
。
LED
光线被元件遮住的部分呈阴影
,
用
《
轴旋
转元件时
,
阴影宽度便会有变化
。
<
0
可从阴影宽度的变化求出所吸取元件的位置偏移及角度偏移
,
在校正该偏移量后再进行貼片
.
<
保护激光装置玻璃面时的有关注意事项
>
激光装
M
的元件检测部位外罩是玻璃制品
,
如果划伤后
,
可能会造成识别错误
,
所以务必注意
:
1
.
请勿使用超过激光识别最大元件尺寸的元件进行激光识别
d
2
.
最大尺寸的元件尽管是标准规格以内
,
但移动吸取位置时会使元件接触玻璃
面
,
务请格外注意
》
规格
(
激光识别最大元件尺寸
)
A
注意
正方形元件
:
□
50.0
mm
LNC
120
玻璃面
十九
:
供料器
(
1
)
安装步骤
1
)
请确认装置的固定面及贴片机台架上面没有元件等异物
。
2
)
抓住手把
,
将装置放在安装基准面上
。
①
基准销
(
2
根
)
9
安装苺准而
、
装罝的间定面
(
2
处阀形突起部位
)
要确认没有元件等异物
'
安装苺准
_
3
)
向身边拉紧固把
②
、
保持不动
.
将装置向前方滑动
.
直至装置前端的基准销
①
插入固定板
。
4
)
在顶住的位置上从紧固把松手
.
紧固把会回到原来的位置
.
下部的锁架
③
会关闭
.
将装置固定
※
固定体夹臂的固定螺丝延长线上的数字
,
即为装
M
安装的通道号
.
.
插入时
间定体臾臂
向身边拉紧
N
把
②
。
台架通边显示区域
尚定时
从紧
N
把
②
松手
。
固定板
③
锁架
(
1
)
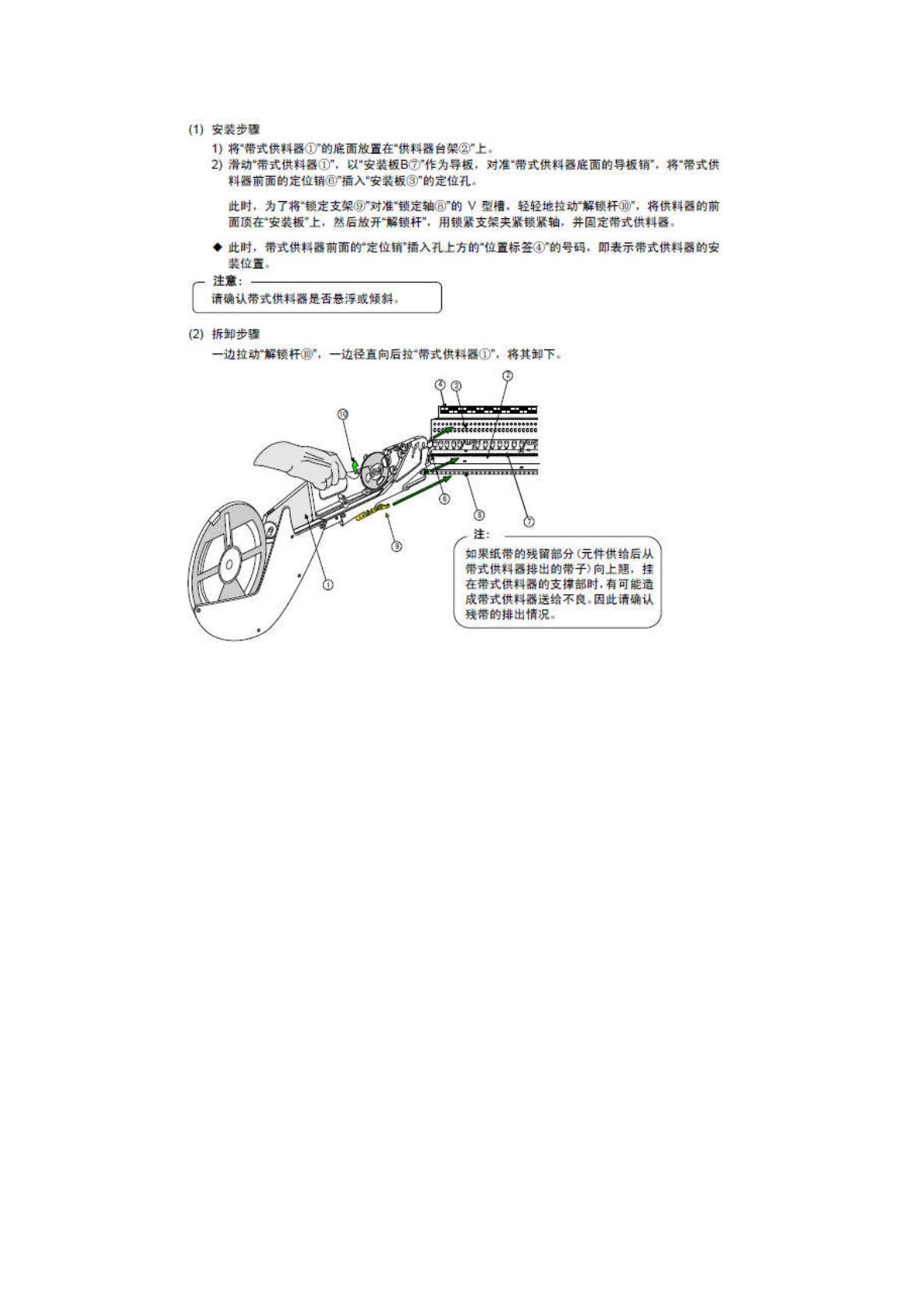
安装步理
1
)
将
^
带式供料器
IT
的底面放置在
*
1
供料器台架
②
”
上
.
2
)
潸动
u
带式供料器
(
T
/
.
以
“
安装板
Bf
”
作为导板
.
对准
&
带式供料器底面的导板销
'
将
“
带式供
料器前面的定位销
⑥
”
插入
“
安装板
③
”
的定位孔
,
此时
.
为了将
1
锇定支架
⑨
”
对准
“
锁定轴
:
§
)
”
的
V
型欉
.
轻轻地拉动
“
解锁杆
IT
.
将供料器的前
面顶在
安装板
■
上
.
然后放开
“
解锁杆
”
.
用锁紧支架夹紧锒紧轴
.
并固定带式供料器
.
带式供料浦前面的
■
定位销
”
插入孔上方的
uUM
标签
〗
/
的号码
.
即表示带式供料器的安
装位置
.
注意
:
请确认带式供料器足否悬淨或倾斜
.
(
2
)
拆卸步隳
一边拉动
“
解镄杆
viT
.
—
边径直向后拉
4
带式供料热
0
”
.
将其卸下
。
1
如果纸带的残
a
部分
(
元件供给后从
带式供料器排出的带子
〉
向上翘
.
挂
在带式供料器的支撙部时
.
有可蚝造
成带式供料器送给不良因此请磽认
^
残带的排出情况
.
o