深度解析JUKI设备调试.pdf - 第202页
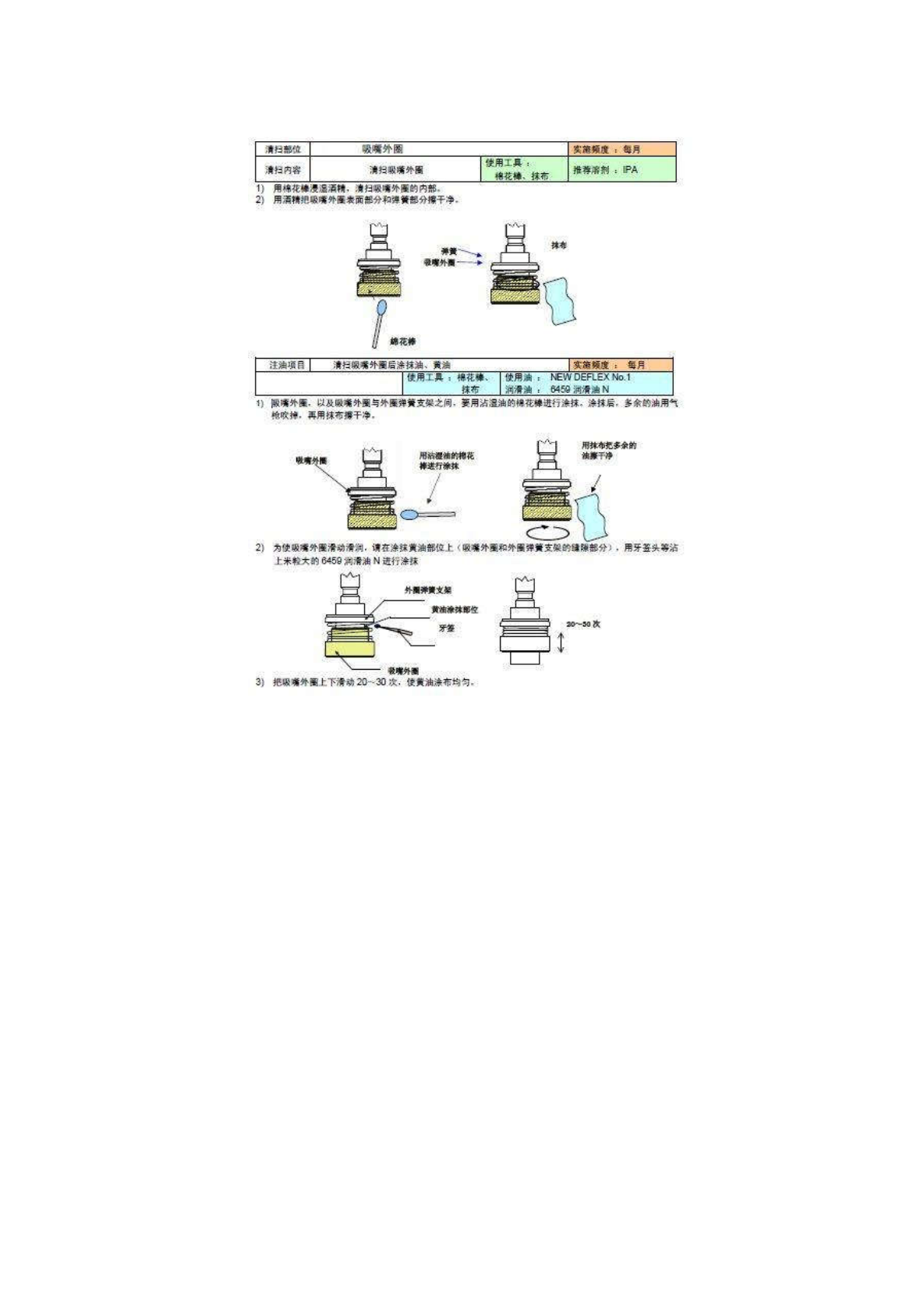
文萊供度 : 每月 使用工具 : 潸仨内客 : 齊 《 外 s ntwntm : PA 1 ) 用碑花蟾 * 至 : 两 « . 肩扫垛嗶外 # 的内部 . 2 ) 用涌精 ? ! i « 嗶外 # 表面想分和薄簧部分欉干净 - # « - 外 _ — 0 ! 繍花耱 注法項 R | 肩 hi 明礪外圈后涂抹油 、 黄法 | 实洧铎瓊 : % W 使甲 1 異 : 《 ? 1 碡 、 | 嗲用 , 由 : NEWDEFLEX…

注油项
a
I
实施频度
:
每周
吸嘴清扫后上油
H
怜
,
纹兑样
,
S
布
油
:
NEWDEFLEXNoJ
吸嘴用超声波清洗后放置下来
.
会使吸晡内
生锈
。
请按下列顺序
.
在吸嘴滑动部上油
.
1
)
清洗后
.
用气枪等把吸嘴内部的酒精吹干净
.
.
2
)
在图示的润滑油涂抹部分
’
.
把吸嘴滑动部向方向推入时从吸嘴内圈蹦出的
@
部分
〉
.
用半湿的棉样涂上一滴油
.
3
>
把吸嘴滑动部分上下滑动
20
30
次
.
使润滑油涂布均匀
。
4
)
用干净抹布
.
把吸嘴周围多余的泊礤干净
.
.
①
用轆花螓沾漫油
.
进行浲殊
③
用千净妹布
,
把吸嘴
周闲多余的油癱
涂油部分
吸
滑动部
②
mvi
嘴滑动鑼分上下
m
动
20
30
次
.
5
)
涂油后
.
把吸嘴放回
ATC
单元
.
执行
*
1
机器设
JSTVATC
吸嘴配
ar
(
请参见
*
84
-
1
ATC
吸嘴
KM
,
文萊供度
:
每月
使用工具
:
潸仨内客
:
齊
《
外
s
ntwntm
:
PA
1
)
用碑花蟾
*
至
:
两
«
.
肩扫垛嗶外
#
的内部
.
2
)
用涌精
?
!
i
«
嗶外
#
表面想分和薄簧部分欉干净
-
#
«
-
外
_
—
0
!
繍花耱
注法項
R
|
肩
hi
明礪外圈后涂抹油
、
黄法
|
实洧铎瓊
:
%
W
使甲
1
異
:
《
?
1
碡
、
|
嗲用
,
由
:
NEWDEFLEXNo
.
1
欢滑滷
:
&
4
%
龙滑滷
M
抹布
1
)
陬噴外
*
.
以及
W
礙外
*
与升
*
燁簀支架之间
•
IF
用沾
S
油的樽花裱逬行潫抹
.
涂抹后
.
多籴的油用气
飧吹神
.
再用抹布擦干
:
争
.
M
用体布
多彔的
袖
*
T
净
用沾
■
謫的榴死
鏵班巧涂钵
~
~
I
i
o
dr
>
2
)
为噯外
«
滑动滑坤
.
谓在
.
本锌黄油部位赛外
*
:
外
畀簧支
《
^
aw
部分
.
!
•
用牙签头芩沾
J
■
米粕大的
6459
我滑油
N
进行漆孩
0
~
~
1
/
脚
*
1
B
r
~
1
W
9
)
1
3
)
把外颺卜下滑动
20
-
30
次
.
tfJK
油涛布均匀
.
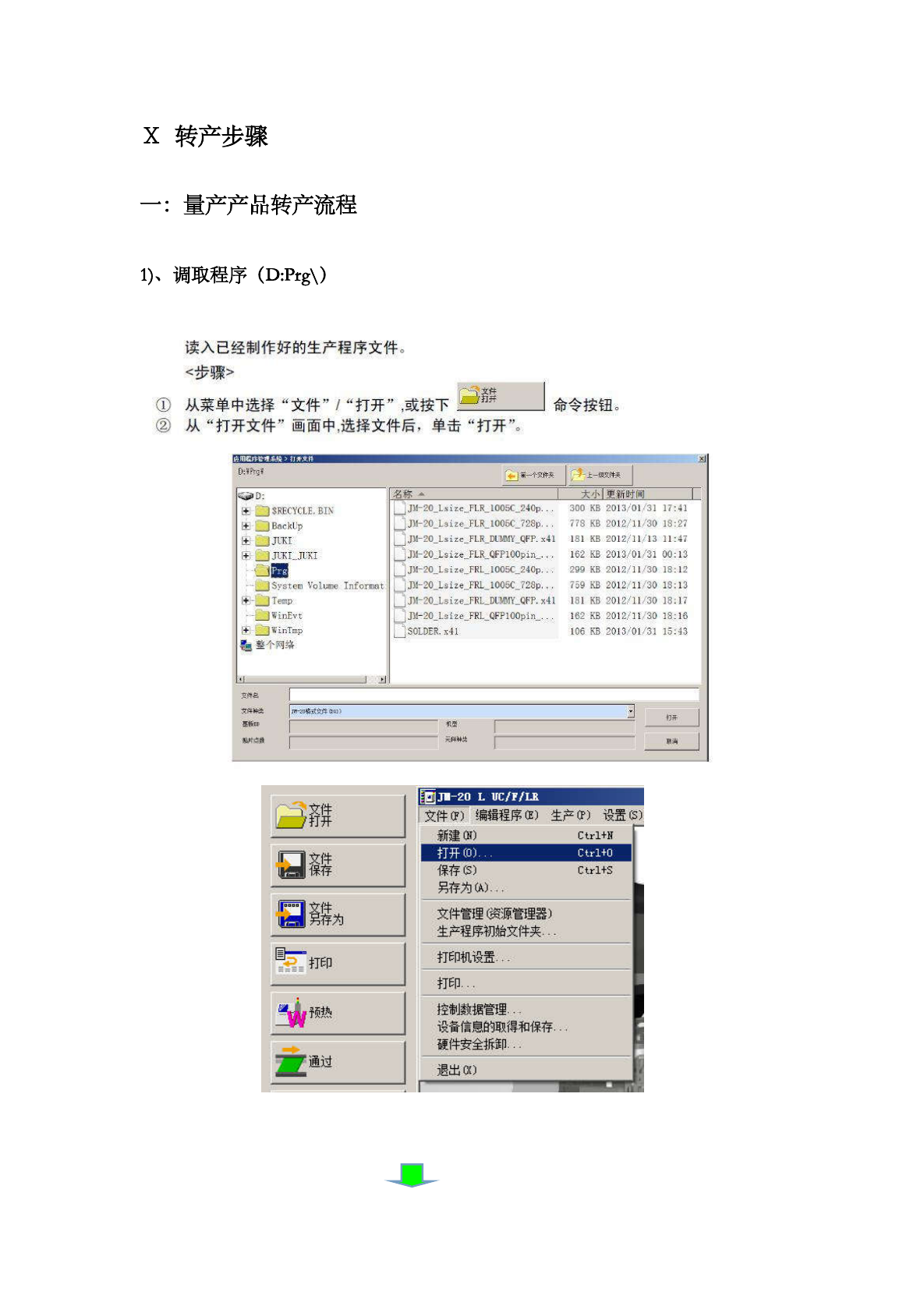
X
转产步骤
:
量产产品转产流程
1
)
、
调取程序
(
D
:
Prg
\
)
读入已经制作好的生产程序文件
。
<
步骤
>
①
从菜单中选择
“
文件
”
/
“
打开
”
,
或按下
②
从
“
打开文件
”
画面中
,
选择文件后
,
单击
“
打开
”
。
命令按钮
。
*
」
上
-
败料
I
大小
I
更新
名称
▲
^
D
:
1
+
_
Ij
SRECYCLE
.
BIN
1
+
~
1
Backl
p
It
」
JVKI
i
+
_
jji
"
Kr
_
ji
'
Ki
^
JM
-
20
_
Lsizc
_
FLR
_
i
005
C
_
240
p
.
.
.
^
J
>
l
-
20
_
Lsize
_
FLR
_
l
005
C
_
728
p
...
UJM
-
20
300
KB
2013
/
01
31
17
:
41
778
KB
2012
,
11
/
30
18
:
27
181
KB
2012
/
11
13
11
:
47
162
KB
2013
/
01
/
31
00
:
13
_
Lsize
_
FLR
_
DLMMY
_
QFP
.
x
41
JM
-
20
_
Lsize
_
FLR
_
QFPlO
0
pin
_
.
.
.
JM
-
20
_
Lsize
_
FRL
_
1005
C
_
728
p
.
.
.
J
)
l
-
20
_
Lsize
_
FRL
_
DU
4
MY
_
QFP
.
x
41
,
,
JM
-
20
_
Lsize
_
FRL
_
QFPl
00
pin
_
...
^
SOLDER
.
x
41
299
KB
2012
/
11
/
30
18
:
12
759
KB
2012
.
11.30
18
:
13
181
KB
2012
/
11
/
30
18
:
17
162
KB
2012
/
11
/
30
18
:
16
106
KB
2013
/
01
31
15
:
43
Lsize
_
FRL
_
1005
C
_
240
p
...
1
System
Volume
Informat
~
1
Temp
-
_
J
WinEvt
1
+
1
U
'
LnTmp
%
整个网络
J
2
i
文
mm
杓畀
钒
2
1
-
20
L
VC
/
F
/
LR
1
^
3
斉
S
文 件
(
F
)
编 辑 程 序 生 产
CP
)
设
g
(
S
)
Ctrl
+
N
新建
00
打开
(
0
)
.
.
.
Ctrl
+
0
y
文件
保存
保存
6
)
另存为
CA
)
.
.
.
Ctrl
+
S
讓为
文件管理頃源管理器
)
生产程序初始文件夹
.
.
.
m
—
打印机设
s
.
.
.
打印
打印
...
Hi
控制数裾管理
.
. .
设备信息的取得和保存
.
硬件安全拆卸
...
帕热
^
1
g
通过
退出
00