深度解析JUKI设备调试.pdf - 第110页
5 ) 挡块 机器设 s 手动控制 编辑程序 基板生产 简易控制 示教 m 遐回原点 循环信止 转换语言 范困 : D : \ Prg \ 5773 - 171365 T \ 5773 - F 71365 T 2 . x 41 06 : 18 : 30
4
)
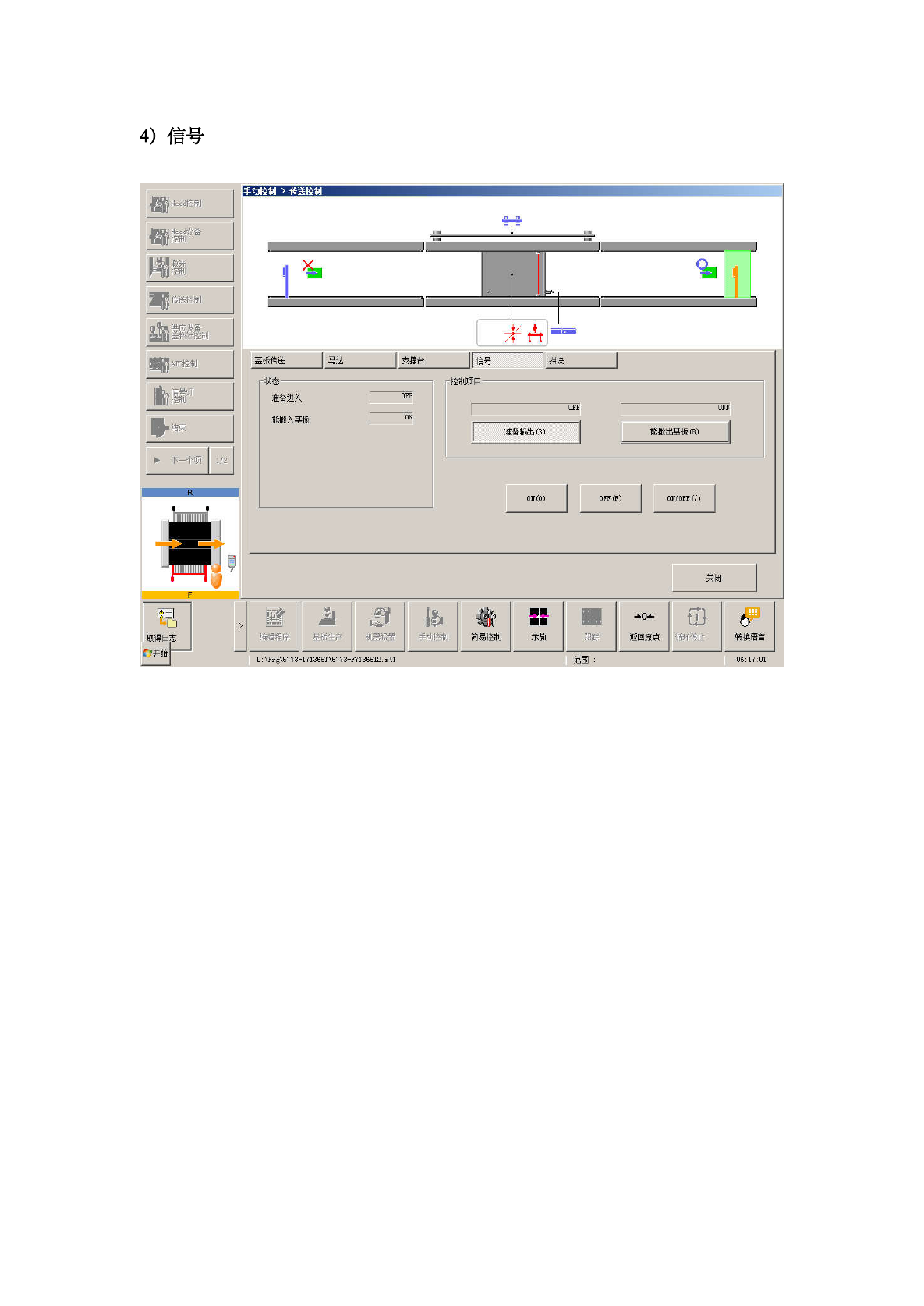
信
a
▽
手动控制
>
传送控制
餾
控制
罐
If
备
a
两讎空制
珈鐘
y
(
-
j
马达
|
支搭台
jfi
?
基板传送
挡块
mi
AT
咖
状态
控制项目
_
?
_
灯
O
.
FF
准备进入
OFF OFF
ON
能搬入基板
结束
准备输出
(
S
)
能搬出基板
®
)
►
下一个项
1
/
2
011
(
0
)
0
FF
(
F
)
0
N
/
0
FF
(
/
)
关闭
m
^
lh
©
4
SS
?
>
>
墓板生产
机器设蚩
手动控制
循环谆止
编辑程序
简易控制
示教
3
IS
-
I
遐回原点
转换语言
取得日
p
P
开始
^
范困
:
D
:
\
Prg
\
5773
-
171365
T
\
5773
-
F
71365
T
2
.
x
41
06
:
17
:
01

5
)
挡块
机器设
s
手动控制
编辑程序
基板生产
简易控制
示教
m
遐回原点
循环信止
转换语言
范困
:
D
:
\
Prg
\
5773
-
171365
T
\
5773
-
F
71365
T
2
.
x
41
06
:
18
:
30
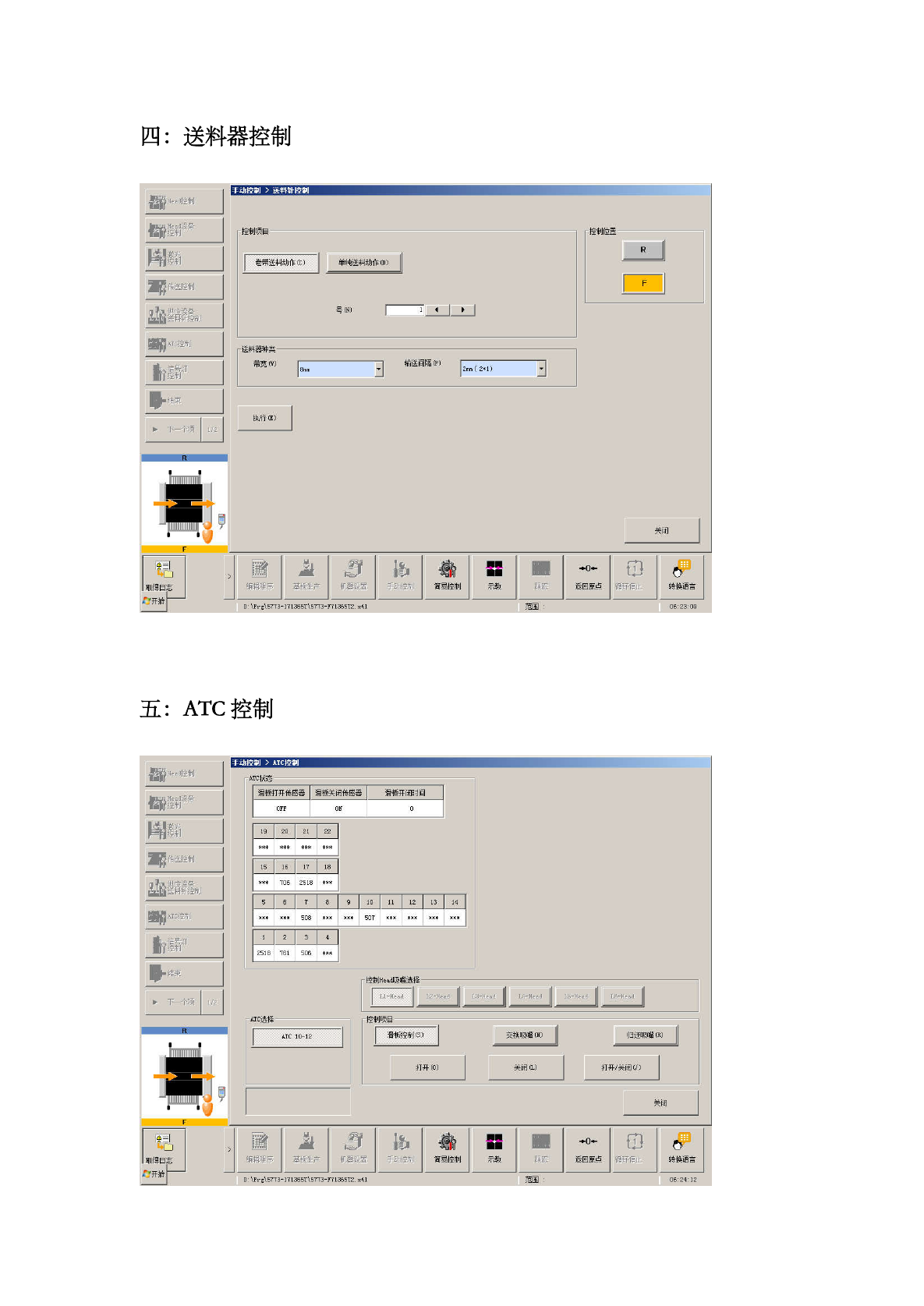
送料器控制
手动控釗
〉
送
《
钋控制
織
JW
控制
控制位
s
控制项目
酬
卷带送料动作
(
c
)
单纯送料动作
00
两传送控制
齡
制
号
Q
0
m
:
ATC
控制
送料器种类
芾宽
输送间隔
(
P
)
|
8
mm
if
顧
.
.
IJ
2
mm
(
2
*
1
)
汍行
a
)
►
下一个顷
1
/
2
关闭
1
il
III
©
>
基板生产
机器设
s
手动控制
编辑程序
简易控釗
示教
觀
遐回原点
循坏信止
转换语言
取倶曰
P
厂
,
开始
h
范困
:
D
:
\
Prg
\
5773
-
171365
T
\
5773
-
F
71365
T
2
.
x
41
06
:
23
:
09
五
:
ATC
控制
手动控制
〉
MC
控制
翻
JW
控制
ATC
状态
滑板打开传感器滑板关闭传感器
滑板开闭时间
罐
If
备
OFF
0
H
0
懸
22
19
20
21
胃传雖制
15
16
17
18
齡離
I
706
2518
本木
*
5
6
8
9
10
11
12
13
14
m
ATC
控制
508
本本本
507
2
3
4
1
?
17
2518
761
506
控制
HeadD
;
B
皤迭择
II
L
4
Head
M
Ll
-
Head
L
2
-
Head
L
5
-
Head
I
£
-
Head
►
下一个顷
1
/
2
MCI
择
控制项目
滑板控制
S
)
交换吸堪
00
归还吸皤
00
ATC
10
-
12
关闭
CL
)
打开
/
关闭
(
/
)
打开
(
0
)
关闭
^
3
lb
^
S
8
■
©
>
基板生产
机器设罝
手动控制
编辑程序
简易控制
示教
m
遐回原点
循坏信止
转换语言
取得曰
:
r
开始
I
范困
:
D
:
\
Prg
\
5773
-
171365
T
\
5773
-
F
71365
T
2
.
x
41
06
:
24
:
12