深度解析JUKI设备调试.pdf - 第51页
p ? 把 示 教 在 吸 取 教 上 送 料 a * 換 P 元 件 R 寸 w 叹 取 a 空 压 r 引肘怯自 n 件 惠 度 尨 回 OSC ) S ? 代肝件 ㈣ 后代替 n 件 * 76 ) 单拄峨 i ~ 1 ~ 3 ~ E ~ B ■ 0 0 机器财 手动 _ 葡贫控扨 返回賴 S 板生户 f f 換 i g g 示教 Z 轴高度 LNC 120 激光高度 设置激光定心时的测至高度 : 输入从吸嘴顶绱到激光照射到…
设置吸嘴编号
.
则从以下指定位置中的吸嘴文件读入设置吸嘴的吸嘴信患
U
请在确认指定
位
M
有对象吸嘴文件后
,
打开程序
.
进行编辑
<
指定位置
>
D
:
\
JUKI
\
Data
\
Custom
\
Nzl
\
NZL
800
.
ini
<
吸嘴文件
>
(
例
:
800
号吸嘴时
)
NZL
800
.
ini
如果在指定位置没有输入吸嘴编号的吸嘴文件
,
显示以下错误
.
不能进行设置
u
但即使指
定位置没有标准吸嘴的吸嘴文件也能够进行设置
.
iSl
©
議髒麵明号文件
。
确
当显示上述错误时
.
请确认在指定位置有没有错误信患中吸嘴编号的吸嘴文件
』
没有文件
时
.
将吸嘴文件复制到指定位置
.
再次重新读入程序则可以设置吸嘴编号
.
元件吸取真空压
设置压力数据
,
通过真空压力来判定元件吸取是否成功
。
选择吸嘴号后
,
即被自动设
Mu
真空压力由于元件吸取面的形状等原因而与自动设定值不符时
.
可对该值进行变更
..
用手动进行设
M
时
.
请输入根据吸嘴号指定的吸嘴吸取元件时的真空压力
。
因制造商不同
,
元件的表面加工会有不同
.
请通过机器操作进行元件检测
。
注意
:
若元件吸取异常
,
可将吸嘴元件真空值改大点
更改吸嘴后
,
必须重新测量元件及吸取高度
p
?
把 示 教 在 吸 取 教
上
送 料
a
*
換
P
元 件
R
寸
w
叹 取
a
空 压
r
引肘怯自
n
件 惠 度
尨 回
OSC
)
S
?
代肝件
㈣
后代替
n
件
*
76
)
单拄峨
i
~
1
~
3
~
E
~
B
■
0
0
机器财
手动
_
葡贫控扨
返回賴
S
板生户
ff
換
igg
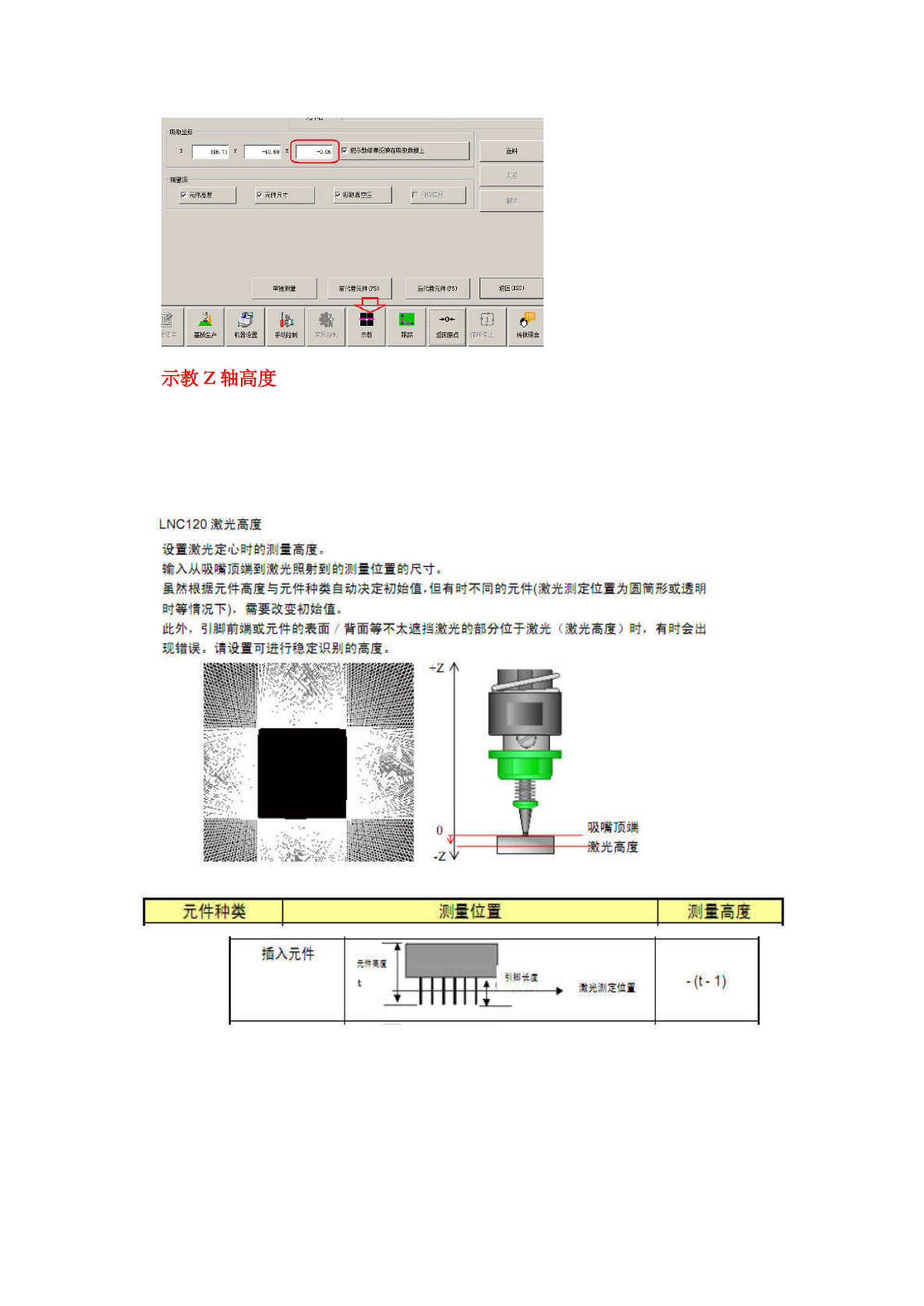
示教
Z
轴高度
LNC
120
激光高度
设置激光定心时的测至高度
:
输入从吸嘴顶绱到激光照射到的汨
M
位置的尺寸
^
虽然根据元件高度与元件种类自动决定初始值
.
但有时不同的元件
(
激光测定位置为圆简形或透明
时等情况下
)
.
需要改变初始值
=
此外
.
引脚前端或元件的表面背面等不太遮挡激光的部分位子激光
(
激光高度
)
时
.
有时会出
现错误
a
请设置可进行稳定识别的高度
:
>
-
Z
个
纏
m
-
.
;
-
吸嘴顶端
龙光高度
0
.
觀鑑觀
-
ZV
元件种类
测
1
位置
测
S
离度
插入元件
引屬长
s
-
(
t
-
1
)
>
:
光
i
?
t
定位
i
7
)
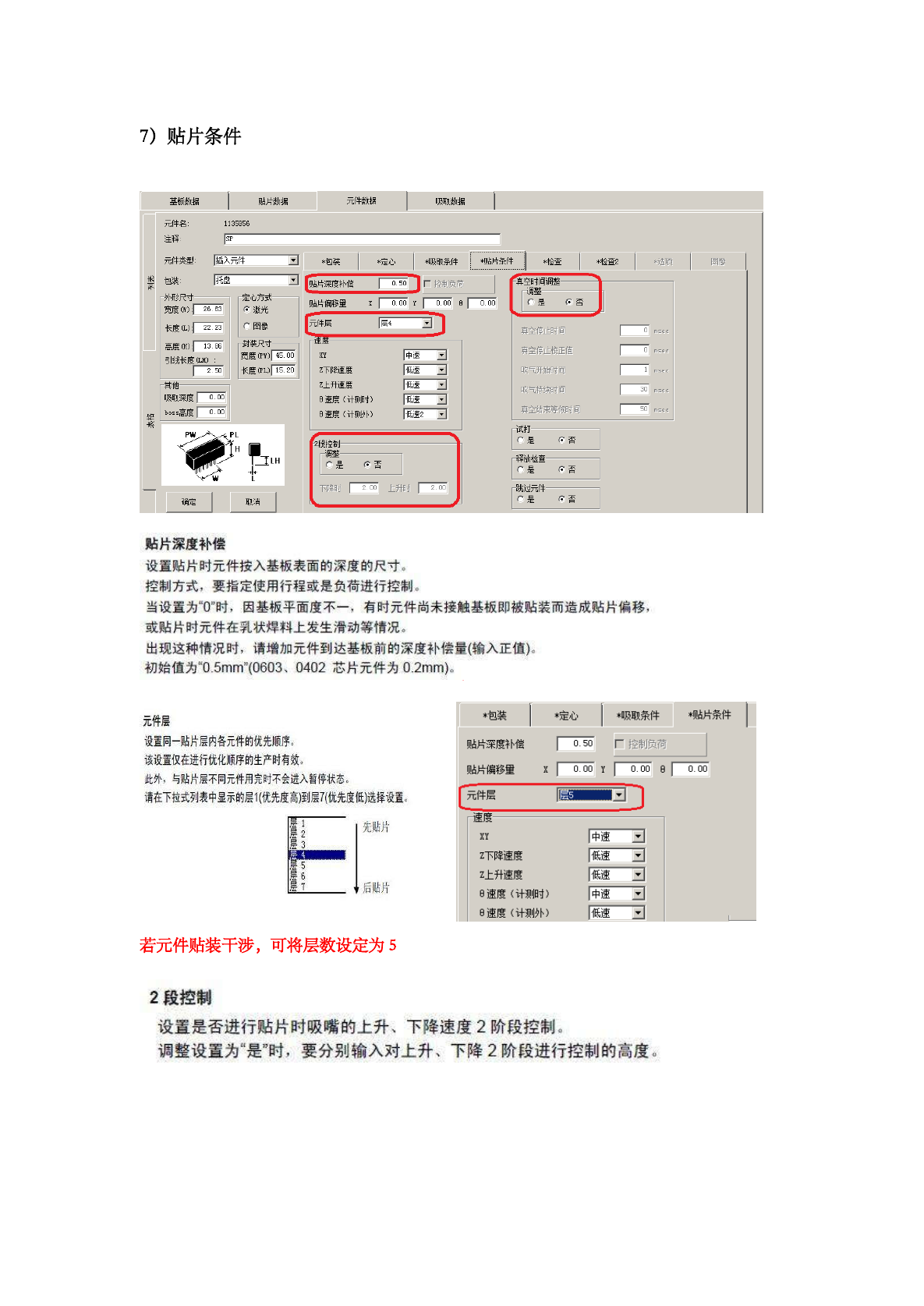
贴片条件
元件数掮
基板教掮
贴片數掮
吸取教掮
元件名
:
1135956
[
sT
m
:
元件类型
:
|
插入元件
i
包装
:
Rti
-
W
'
卩卜形尺寸
-
宽度
《
)
:
「
长度
CL
)
f
高度
oof
引线长度
CLH
)
:
"
Z
1
*
包装
*
吸取条件
I
*
贴片条件
*
定心
*
检查
*
检査
2
*
迭顷
图像
1
空时间调整
〕
r
控制负荷
[
占片深度补偿
i
周整
-
^
心方式
X
|
~~
0
^
0
Y
「
「
贴片偏移里
0.00
6
0.00
F
激光
26.63
件层
[
IT
p
图像
22.23
真空倡止时间
速度
0
装尺寸一
宽度
㈣
|
45.00
长度
CPL
)
|
15
.
20
13.86
真空倡止校正值
[
+
1
~~
3
|
11
~~
3
I
低速
3
吹气开始时间
Z
下降速度
让升速度
0
速度
(
计
_
时
)
0
速度
(
计
_
外
>
2.50
其他
吹气持续时间
30
^
吸取深度
r
toss
高度
「
0.00
llii
—
3
真空结束等麵间
ri
式打
-
:
吧
5
下降时
|
2.00
上升时
「
挑过元件
确定
取消
貼片深度补偿
设置贴片时元件按入基板表面的深度的尺寸
。
控制方式
,
要指定使用行程或是负荷进行控制
。
当设置为
“
0
W
时
,
因基板平面度不一
,
有时元件尚未接触基板即被贴装而造成贴片偏移
,
或贴片时元件在乳状焊料上发生滑动等情况
。
出现这种情况时
,
请增加元件到达基板前的深度补偿景
(
输入正值卜
初始值为
“
0.5
mm
”
(
0603
、
0402
芯片元件为
0.2
mm
)
。
*
吸取条件
*
贴片条件
*
包装
*
定心
元件层
设置同一貼片层内各元件的优先顺序
。
该设置仅在进行优化顺序的生产时有效
。
此外
.
与貼片层不同元件用完时不会进入暂停状态
。
请在下拉式列表中显示的层
1
(
优先度高
)
到层
7
(
优先度低
)
选择设置
,
.
厂控制负荷
贴片深度补偿
0.50
x
|
~
cToo
Y
「
01
贴片偏移里
0.000.00
[
"
元件层
速麽
宄贴片
f
^
S
3
\
m
~
3
Z
下降速度
Z
上升速度
0
速度
(
计蒯时
)
0
速度
(
计测外
〉
[
11
~
3
后贴片
若元件贴装干涉
,
可将层数设定为
5
2
段控制
设置是否进行贴片时吸嘴的上升
、
下降速度
2
阶段控制
。
调整设置为
“
是
"
时
.
要分别输入对上升
、
下降
2
阶段进行控制的高度
.