深度解析JUKI设备调试.pdf - 第25页
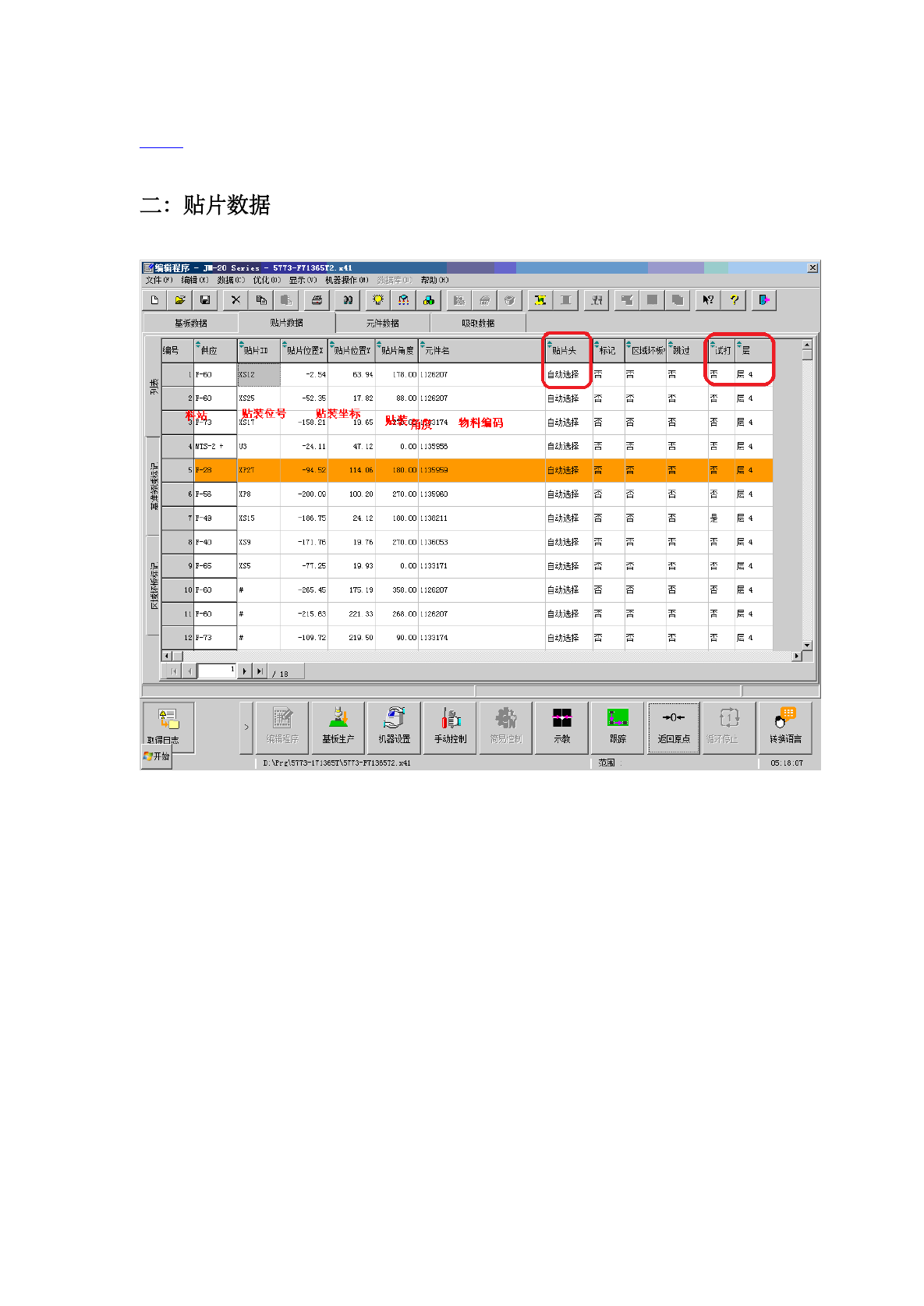
目录 自 动 迭 择 否 否 XS 12 - 2.54 63.94 178.00 1126207 自 动 迭 择 否 否 否 XS 25 - 52.35 17.82 88.00 1126207 貼装位号 貼装坐标 貼装兜傻 31 T 4 物料编码 自 动 迭 择 否 否 层 4 ; : ― : 自 动 迭 择 否 否 否 否 层 4 U 3 - 24.11 47 . 12 0.00 1135956 自 动 迭 择 否 否 否 否 层 4…
“
PCB
板或有间距较大的拼板时
,
经常会发生基板感应
,
在机器设置里的基板传
送中选下延迟时间或长度
,
建议选延迟长度比较好
。
这个延迟时间或长度是根据
PCB
板的缺口
及拼板间的间距得来的
③
鶴马达控制
“
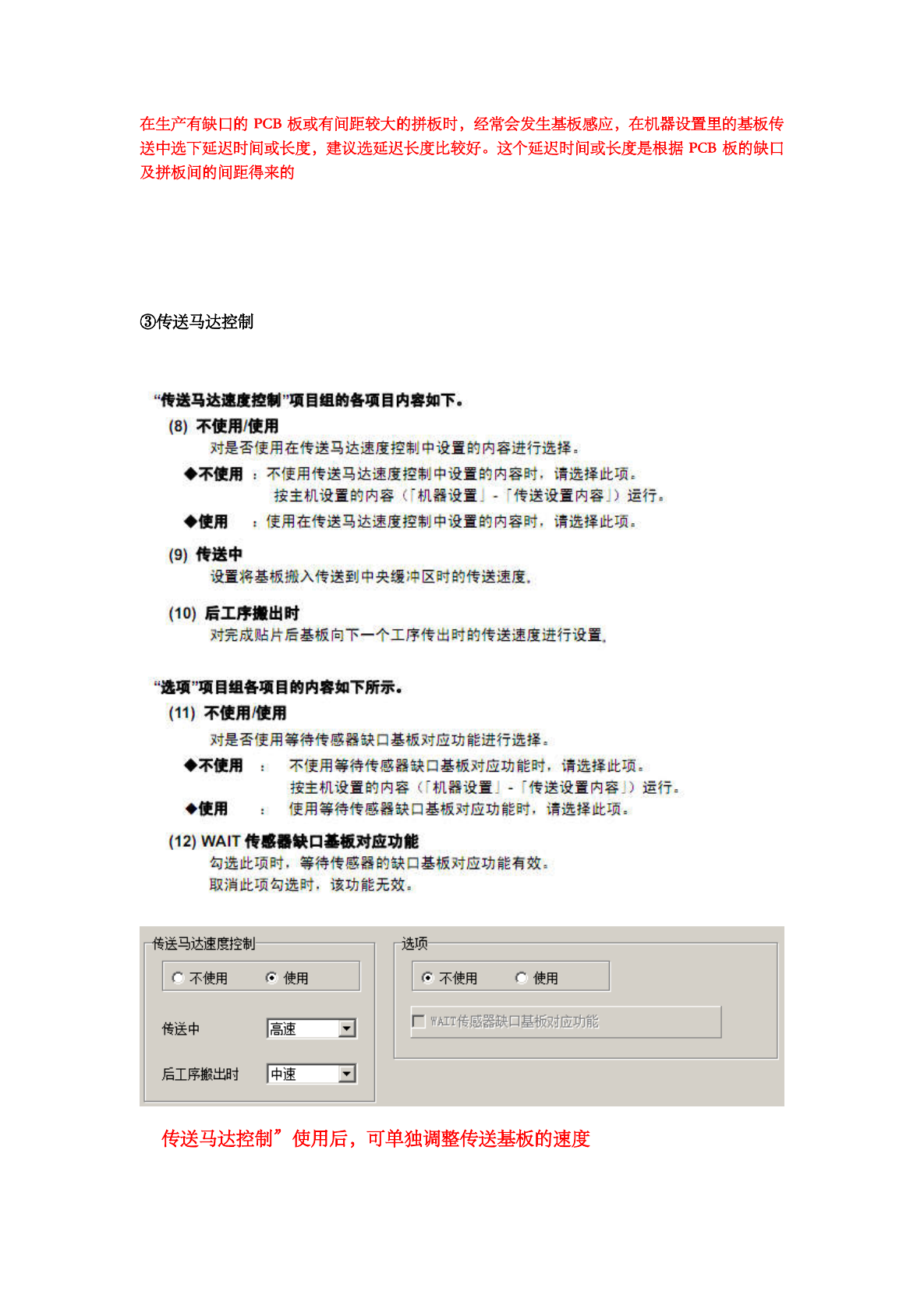
传进马达速度控项目组的备项目内实如下
*
(
8
)
不使用
/
使用
对是否使用在传送马达速度控制
P
设罝的内吞进行选择
=
X
使用传送马迖速度控制中设罝的内容时
.
谞选择此
按主机设
M
的 内 容 厂 机 器 设 罝
-
'
传送设罝内容
)
运行
=
嗤用在传送马达速度控制申设罝的内容时
.
请选择此项
=
(
9
)
传送中
设罝将基板提入传送到中央缓
P
区时的传送速度
.
(
10
)
后工序嫌出时
扣完成贴片后基板向下一个工序传
^
时的传送速度进行设置
,
“
选项目组各项目的内
*
如下所示
,
(
11
)
不使用
/
使用
对是否使用等待传感器缺
2
基板対应功能进行选择
=
:
不使用等待传感器缺口基板对应功能时
.
请选择此项
E
按主机设置的内
s
r
机器设置
-
_
传送设罝内容
_
)
运行
E
:
使用等待传感器缺
□
基板对应功能时
.
请选择此项
=
(
12
)
WAIT
传
薷缺口基板对应功能
勾选此项时
.
等持传感器的缺口基板对应功能有效
=
取消此项勾选时
.
该功能无效
=
传
1
马达速度控制
迭项
r
不使用
(
J
■
使用
^
不使用
r
使用
r
WAIT
传感器缺口基板对应功能
传送中
|
中速
后工序搬出时
传送马达控制
”
使用后
,
可单独调整传送基板的速度
目录
自 动 迭 择 否
否
XS
12
-
2.54
63.94
178.00
1126207
自 动 迭 择 否
否 否
XS
25
-
52.35
17.82
88.00
1126207
貼装位号
貼装坐标
貼装兜傻
31
T
4
物料编码
自 动 迭 择 否
否
层
4
;
:
―
:
自 动 迭 择 否
否 否 否
层
4
U
3
-
24.11
47
.
12
0.00
1135956
自 动 迭 择 否
否 否 否
层
4
XP
27
-
94.52
114.06
180.00
1135959
自动迭择
否 否 否 否
层
4
XP
8
100.20
270.00
1135960
自动迭择
否 否 否
XS
15
-
186.75
24.12
180.00
1138211
自动迭择
否
否
否
-
171.76
19.76
270.00
XS
9
1136053
自动迭择
否 否
层
4
XS
5
-
77.25
19.93
0.00
1133171
自动迭择
否 否
层
4
#
175.19
358.00
1126207
自动迭择
否 否 否
层
4
#
-
215
.
63
221.33
268
.
00
1126207
自动迭择
否 否 否
层
4
#
-
109.72
219.50
90.00
1133174
小
1
I
/
18
>
■
2
5
搬 鳓
B
L
o
-
►
0
^
-
编辑程序
基板生产
机器设
S
手动控制
简易控制
示教
跟踪
遐回原点
转换语言
I
05
:
18
:
07
取得曰志
广
?
开始
^
范困
D
:
\
Prg
\
5773
-
171365
T
\
5773
-
F
71365
T
2
.
x
41
二
:
贴片数据
-
5773
-
F
71365
T
2
.
文件
CF
)
编 辑
(
B
)
数 据
(
C
)
优化
(
0
)
g
示
CV
〕
机器操作
(
W
)
數据库
01
)
帮助
00
Q
s
x
%
龜 魯 的
G
免 必 匾
#
,
x
^
%
m
%
^
?
护
贴片教掮
基板教掮
元件教据
吸取教掮
Z
$
5
!
占片位
Sx
$
贴片位
gY
$
贴片角度
$
元件名
贴 片 头 令 标 记 拿
试打二层
谝号
供应
贴片
ID
区域坏板
>
跳过
-
28
10
11
-
^
1
GIIIX
0
1
)
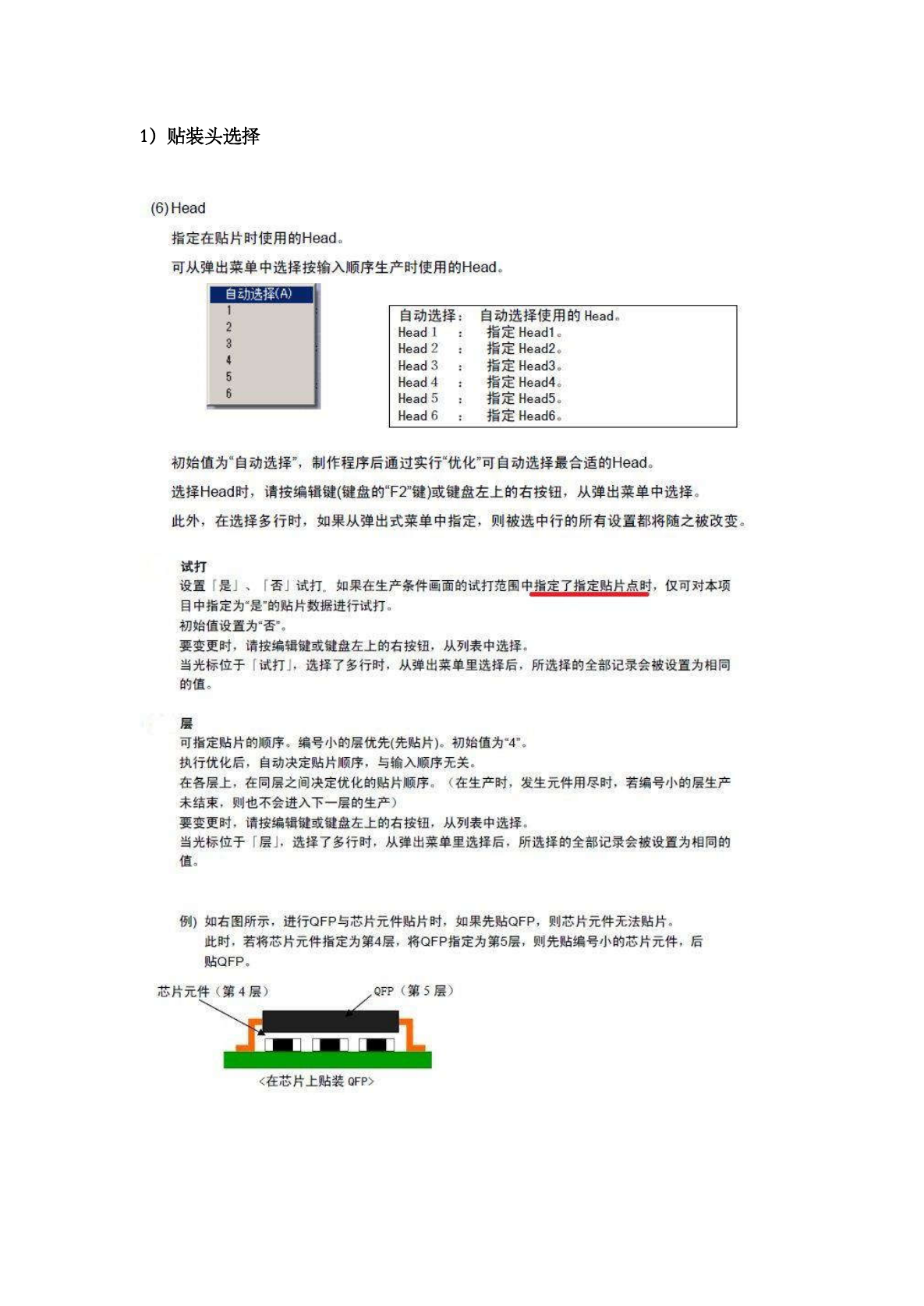
贴装头选择
(
6
)
Head
指定在貼片时使用的
HeacL
可从弹出菜单中选择按输入顺序生产时使用的
Head
。
自动迭择
(
«
自动选择
Head
1
Head
2
Head
3
Head
4
Head
5
Head
6
自动选择使用的
Head
,
指定
Headl
u
指定
Head
2
。
指定
Head
3
。
指定
Head
4
c
指定
Head
5
»
指定
Head
6
.
2
3
5
6
初始值为
“
自动选择
”
,
制作程序后通过实行
“
优化
”
可自动选择最合适的
HeacL
选择
Head
时
,
请按编辑键
(
键盘的下
2
”
键
〉
或键盘左上的右按钮
,
从弹出菜单中选择
此外
,
在选择多行时
,
如果从弹出式菜单中指定
,
则被选中行的所有设置都将随之被改变
。
试打
设
S
丨是
_
、
I
否
」
试打如果在生产条件画面的试打范围中指定了指定贴片点时
,
仅可对本项
目中指定为
“
是
"
的貼片数据进行试打
:
•
初始值设罝为
“
否
%
要变更时
,
请按编辑键或键盘左上的右按钮
.
从列表中选择
。
当光标位子丨试打
.
,
选择了多行时
,
从弹出菜单里选择后
,
所选择的全部记录会被设
M
为相同
的值
、
层
可指定贴片的顾序
。
编号小的层优先
(
先贴片
)
。
初始值为
“
4
”
。
执行优化后
.
自动决定贴片顺序
.
与输入顺序无关
。
在各层上
,
在同层之间决定优化的貼片顺序
(
在生产时
,
发生元件用尽时
.
若编号小的层生产
未结束
,
则也不会进入下一层的生产
)
要变更时
,
请按编辑键或键盘左上的右按钮
,
从列表中选择
3
当光标位于
I
层
」
.
选择了多行时
,
从弹出菜单里选择后
,
所选择的全部记录会被设
S
为相同的
值
,
例
)
如右图所示
.
进行
QFP
与芯片元件貼片时
,
如果先贴
QFP
,
则芯片元件无法贴片
。
此时
,
若将芯片元件指定为第
4
层
,
将
QFP
指定为第
5
层
,
则先贴编号小的芯片元件
,
后
贴
QFP
。
QFP
(
第
5
层
)
芯片元件
(
第
4
层
)
〈
在芯片上贴装
OFP
>