深度解析JUKI设备调试.pdf - 第117页
: 支 援 准 备 ^ Pdind - [ 生产条件 ] 文件 ( ? ) 窗口 d ) 工具 Cr ) 生产教里 跟獅 ; 片 … 生产计纖里 00 检纖光 ; I 度 . . . 纖贴片基板面高度 . vcs 脏污检查 … 单 ! 鹽 … 觔 连 纏 … II 獅 输 入 II 序 试打 《 1 ) 基抜生产迮 ) 空打叨 试打电路込 ) 试打范围 ( 5 ) J II 指定贴片点 指定元件 所有电路 基准电路 指定电路 ( £ )…
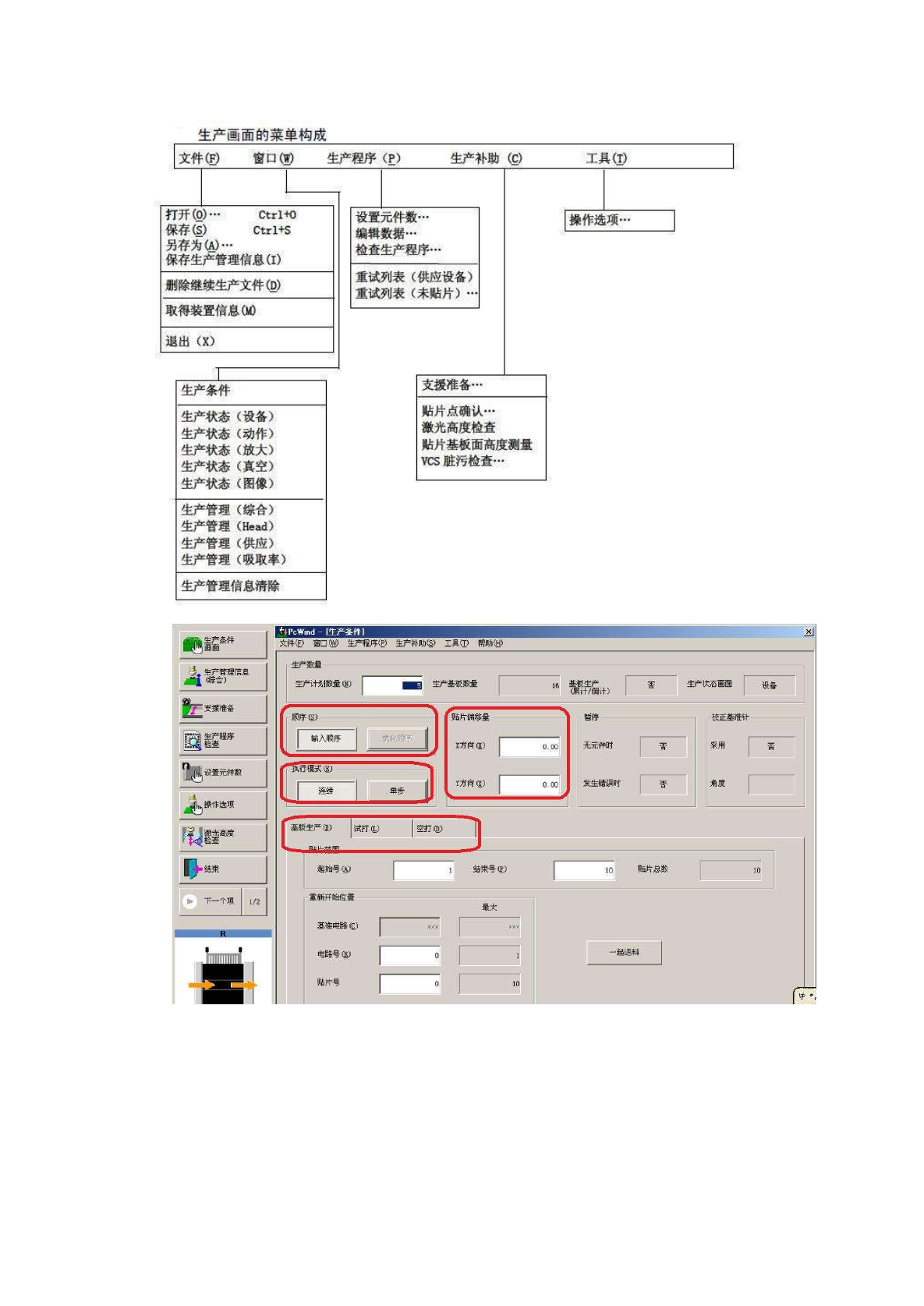
生产画面的菜单构成
文件
(
E
)
窗口
生产程序
(
E
)
生产补助
©
工具
打开
)
…
保存
⑤
另存
•
保存生卢管理信息
(
I
)
Ctrl
+
O
Ctrl
+
S
设置元件数
…
编辑数据
…
检査生产程序
…
垛作选项
重试列表
(
供应设备
)
重试列表
(
未貼片
)
删除继续生产文件
(
级
取得装置信息
00
退出
(
X
)
支援准备
…
生产餅
貼片点确认
…
激光髙度检査
貼片基板面髙度测量
VCS
脏污检査
…
生产状态
(
设备
)
生产状态
(
动作
)
生产状态
(
放大
)
生产状态
(
真空
)
生产状态
(
PR
像
)
生产管理
(
综合
)
生产管理
(
H
«
ad
)
生产管理
(
供应
)
生产管理
(
吸取率
)
生产管理信息淸除
tlPcWind
-
注产妾件
]
艴
IS
条件
文件窗口秘生产程序
(
£
)
生产补助适
)
工具
<
D
帮助
(
Id
)
生产数董
生产计划数悬
«
)
生产基祓数量
生产伏态画面
否
设备
16
t
:
支援准备
r
贴片偏移量
鹏
<
2
)
暂停
校正基准针
输入顺序
忧化
,
X
方向
QL
)
无元件时
采用
否
否
0.00
Isa
「
师棋式
d
)
设轚元件数
JK
T
方昀
a
)
发生错误时
角度
否
0.00
连续
单步
^
嫌作选项
基祓生产
d
)
试打
空打
(
B
)
m
■
-
■
fltfefija
0
起始号
(
A
)
结束号
II
)
貼片总数
10
10
重新开始位置
►
下一个项
1
/
2
#
大
基准电路
《
£
)
一起送料
电路号
®
)
0
贴片咢
0
10
:
支援准备
^
Pdind
-
[
生产条件
]
文件
(
?
)
窗口
d
)
工具
Cr
)
生产教里
跟獅
;
片
…
生产计纖里
00
检纖光
;
I
度
...
纖贴片基板面高度
.
vcs
脏污检查
…
单
!
鹽
…
觔 连 纏
…
II
獅
输 入
II
序
试打
《
1
)
基抜生产迮
)
空打叨
试打电路込
)
试打范围
(
5
)
J
II
指定贴片点
指定元件
所有电路
基准电路
指定电路
(
£
)
全部
o
-
吸取跟踪
a
)
贴片跟踪
d
)
否
g
动纖
手动辎送
否
g
动输送
手动输送
自动输送间隈
CBKlOms
)
50
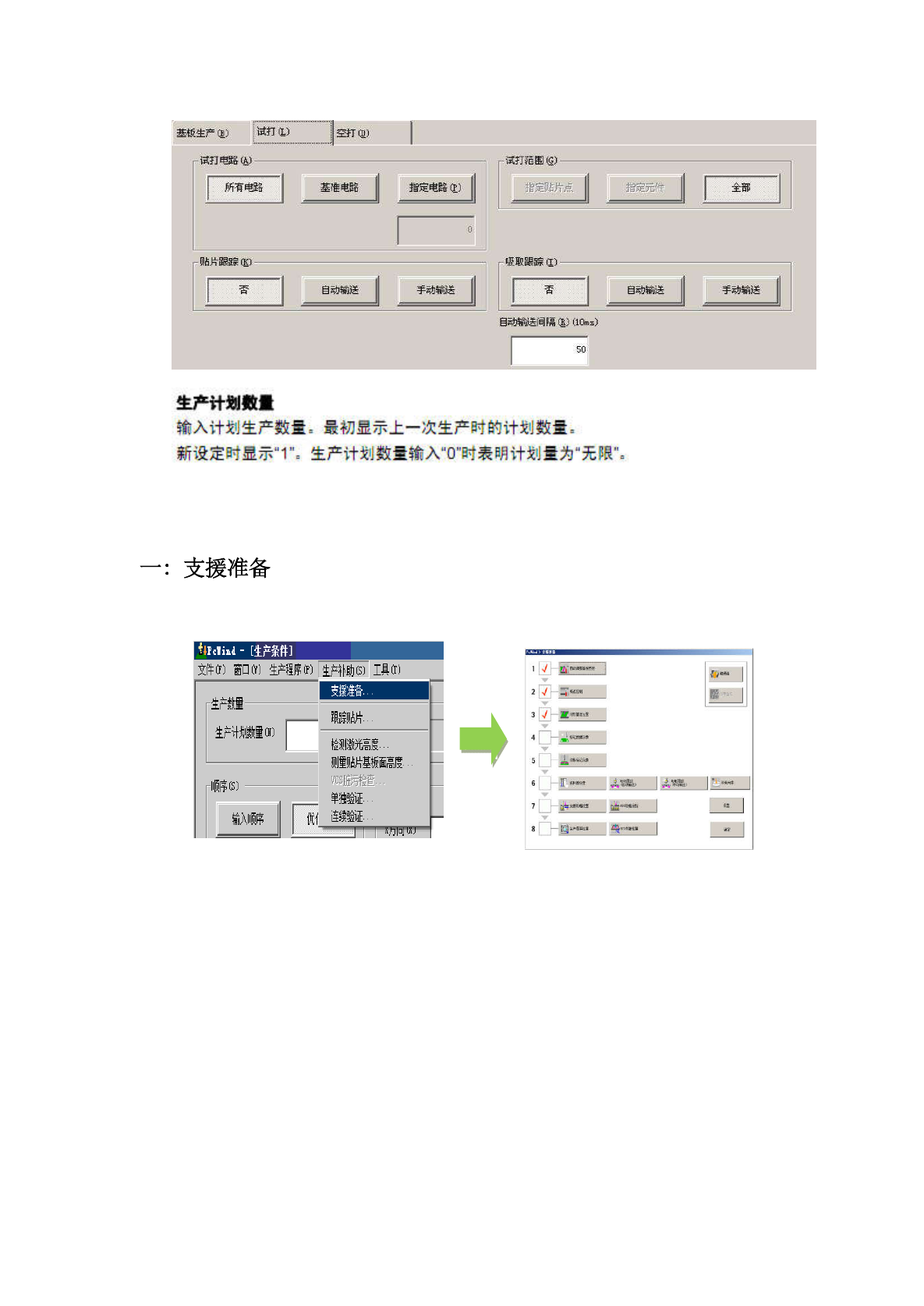
生产计划败置
输入计划生产数孟
=
最初显示上一次生产时的计划数至
=
新 设 定 对 显 示 生 产 计 込 数
H
输入
_ _
0
_
_
討表明计圮至为
"
无
P
吴
'
一
II
:
i
»
EL
'
S
▼
^
&
QimmrHm
lw
1
)
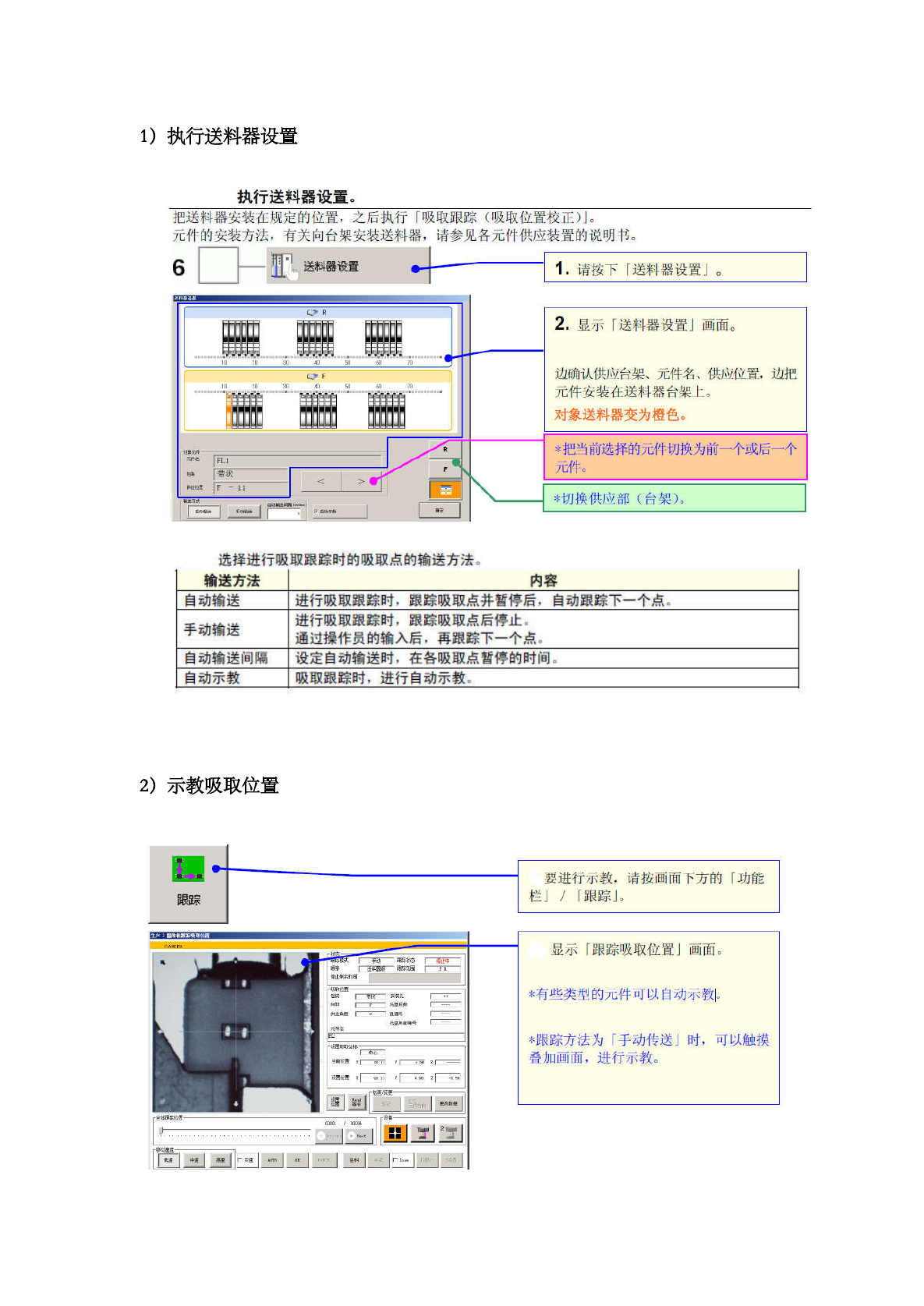
执行送料器设置
执行送料器设置
。
把送料器安装在规定的位置
,
之后执行
f
吸取跟踪
(
吸取位置校正
)
J
。
元件的安装方法
,
有关向台架安装送料器
,
请参见各元件供应装置的说明书
。
—
r
6
送料器设罝
1
.
请按下
「
送料器设置
J
。
2
.
显示
f
送料器设置
j
画面
。
'
■
•
5
r
.
D
边确认供应台架
、
元件名
、
供应位置
,
边把
元件安装在送料器台架上
。
对象送料器变为橙色
。
*
把当前选择的元件切换为前一个或后一个
元件
。
I
带状
|
F
-
11
*
切换供应部
(
台架
)
。
r
^
~
i
油
-
1
p
8
®
55
"
'
L
选择进行吸取跟踪时的吸取点的输送方法
=
输送方法
内容
自动输送
进行吸取跟踪时
.
跟踪吸取点并暂停后
.
自动跟踪下一个点
进行吸取跟踪时
.
跟踪吸取点后停止
。
通过操作员的输入后
.
再跟踪下一个点
。
手动输送
设定自动输送时
.
在各吸取点暂停的时间
。
自动输送间隔
吸取跟踪时
.
进行自动示教
自动示教
2
)
示教吸取位置
:
耍进行示教
,
请按画面下方的
f
功能
栏
J
/
「
跟踪
J
。
跟踪
显示
f
跟踪吸取位置
」
画面
。
Hsnfi
0
*
有些类型的元件可以
fl
动示教
I
。
*
跟踪方法为
「
手动传送
」
时
,
可以触摸
脅加画面
,
进行不
教
。
i
I
am
r
|
ria
21
-
nso
1
]
aj
[
j
^
」
—
j
丨
I
利
》
|
*
c
I
中
s
|
«
e
j
j
r
gg
I
IITO
oi
I
I
|
-
I
f
"
zo
-
I
■
1