深度解析JUKI设备调试.pdf - 第169页
可 “单独测量” 元件多次, 若每次测 量的元件识别高 度不一致时, 可确定激光 高度数值太 大, 导致每次识别 不稳定,可“激光 高度”值缩小 ,增大识别稳定 性。 上下活动是否 顺畅 508 吸嘴 761 吸嘴皮 套破损 若 ,识别时 会造成两个 贴装头物料相干涉, 造成元件脱落 ,抹件。 查看元件是否 更换物料, 外形尺寸发生变化, 导致识别图像变化, 贴装坐标变化, 重新矫正 贴装坐标。 3 ) 、 调整激光识别高度 蒯里结果 …
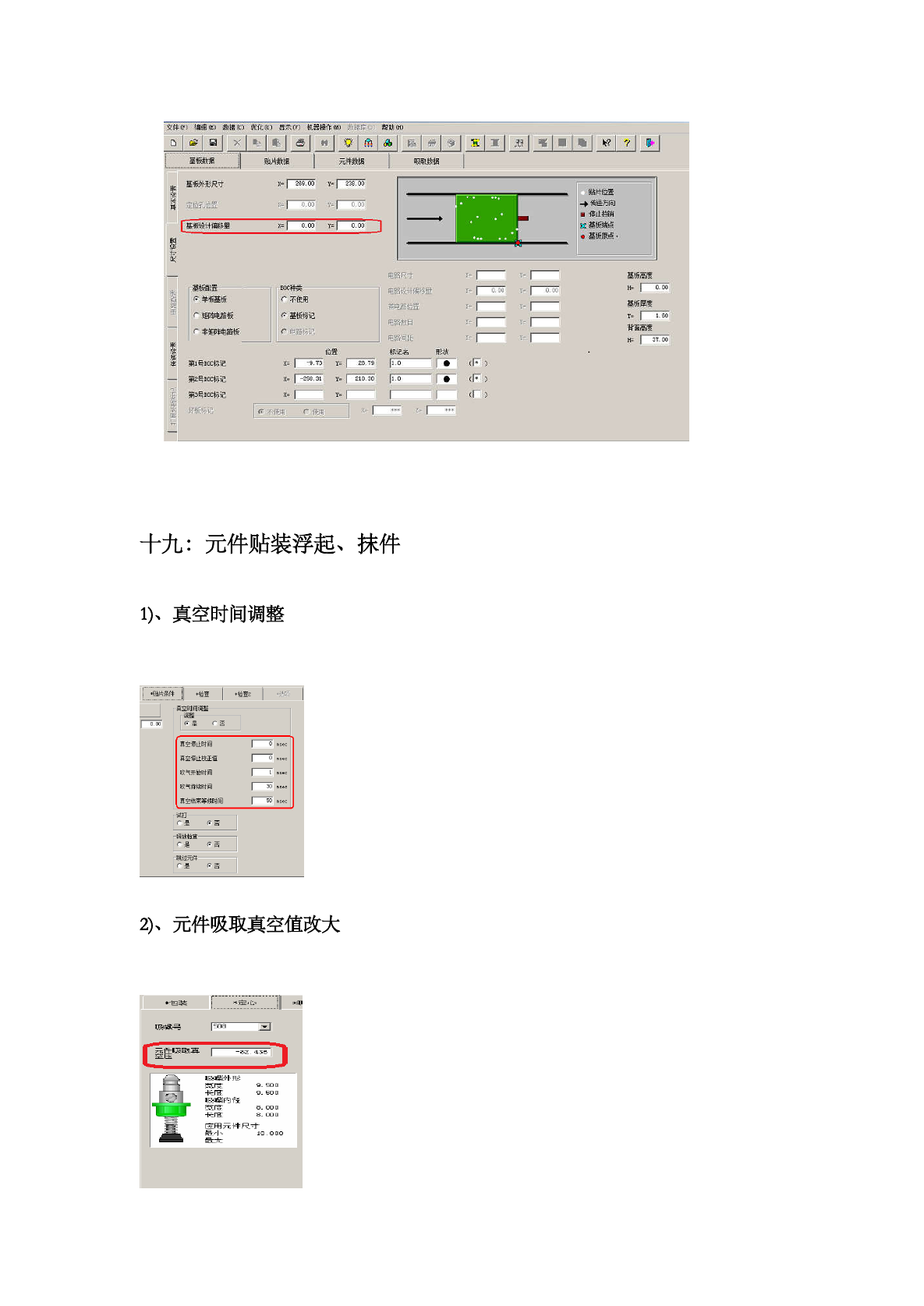
将元件库中“贴片条件”中的“真空时间调整”功能打开。
将元件吸取真空值改大,例:-99,增大吸取力度。
S
柝妫榍
元伴教
!
*
吸取
18
外形尺寸
X
=
沈
9 . 0 0
238.00
mm
-
■
侃档销
K
S
板
点
•
a
板屎卣
•
x
=
「
豆柝设计厢移里
Y
=
『
0.00 0.00
电路尺寸
m
.
s
,
m
s
糊
f
?
单板
EOC
»
*
r
不使用
0
00
H
=
0.00
:
I
0.00
电路设讯剧播
x
=
S
拆厚
fg
苒电路位
S
x
=
r
担冷电海板
f f
S
板标记
i
eo
r
=
黾路敎目
背
ffialS
r
羊 矩 路 板
r
电路标记
电路商
?
§
x
=
37
00
(
Sfi
际 记 名
m
nr
cF
)
F
¥
~
(
F
)
f
~
C
「
)
x
:
\
仁
I
第
1
号
BOC
#
记
-
9
.
T
3
28
.
T
9
第
2
号
BOC
#
记
X
=
f
Y
=
|
210.30
[
lO
X
:
|
第缉崎记
1
=
r
m
文件
CF
)
fS
!
S
(
E
)
StlgiE
)
优化
(
0
)
s
示
cv
)
仉器掛作
•
》
)
'
jc
.
:
f
'
i
助
00
D
|
这
|
@
|
9
丨
J
?
!
I
(
ft
I
R
如卜
I
X
I
I
,
丨
_
l
_
l
咕
I
x
十九
:
元件贴装浮起
、
抹件
1
)
、
真空时间调整
*
贴片条件
啪查
*
检查
2
*
m
真空时间调整
调整
P
是
r
S
真空傳止时间
真空倡止校正值
吹气开始时间
吹气持续时间
真空结束等傾时间
P
放检查
广是
件
2
)
、
元件吸取真空值改大
[
•
]
:
[
]
■
句装
-
I I
外形
IS
i
.
_
8
i
内往
IS
应闲亓件尺寸
SJ
;
9
.
TOO
SOD
O
.
COO
S
.
COD
ss
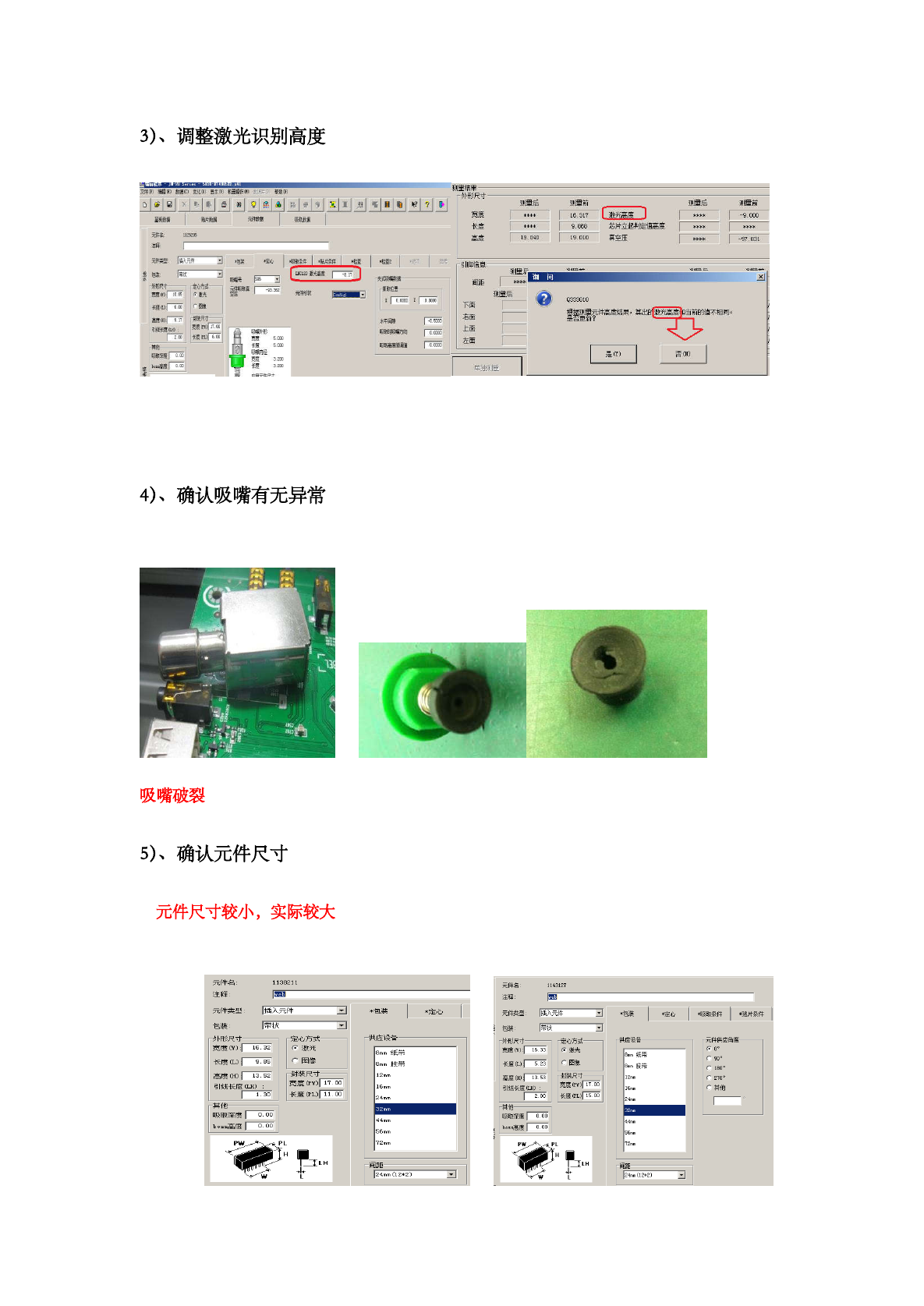
可“单独测量”元件多次,若每次测量的元件识别高度不一致时,可确定激光高度数值太大,
导致每次识别不稳定,可“激光高度”值缩小,增大识别稳定性。
上下活动是否顺畅
508 吸嘴 761 吸嘴皮套破损
若 ,识别时会造成两个贴装头物料相干涉,造成元件脱落,抹件。
查看元件是否更换物料,外形尺寸发生变化,导致识别图像变化,贴装坐标变化,重新矫正
贴装坐标。
3
)
、
调整激光识别高度
蒯里结果
-
外形尺寸
热
3
韻
IE
)
ago
賊
)
s
示
no
(
T
^
f
:
SB
)
®
m
BBS
國
B
M
BM
MB
_
里后
则望前
劃里后
删望前
[
激光高度
宽度
16.317
-
9.000
挪
S
貼片馘
mm
芯片立起判定值高度
长度
9.868
桃
:
1126205
真空压
高度
-
97.831
成
:
|
m
P
~
娜尺寸
-
CM
fgajj
6.00
cm
IS
叫
9
17
zi
碰
•
zo
舰雖
I
嚇
m
引
IM
信見
zl
-
:
:
T
娜獅
9
.
mm
撕
p
»
d
'
i
-
«
362
奶
33010
下面
|
渠 響 件 高 度 结 果
,
g
出
5 1
激 光 值 不 相 同
°
右 面
mm
K
'
Jt
|
«
BCT
6
I
-
0
50
»
I
c
w
»
I
CK
03
上面
?
.
g
5
COO
左面
嗍諮獅
长
g
5
C
03
m
嘯
§
是
co
goo
m
3203
3.21
»
长度
单独剜重
2
4
)
、
确认吸嘴有无异常
吸嘴破裂
5
)
、
确认元件尺寸
元件尺寸较小
,
实际较大
元件名
:
1138211
元件名
:
1143127
注 转
:
陣
注韓
:
暉
元件类型
:
|
插入元件
*
包装
*
定心
|
插入元件
d
元件类型
:
*
包装
*
定心
*
o
及取条件
*
贴片条件
包装
:
0
卜形尺寸
费度
cw
)
:
f
长度
CL
)
f
高度
oof
引线长度
CLH
)
;
包装
:
陳
卩卜形尺寸
宽度
CIO
f
长度
(
L
)
f
高度
oof
引线长度
CUO
:
zi
-
供应设备
供应设备
元件供应角度
r
?
o
°
r
90
°
C
180
°
r
270
。
4
心方式
澉光
16
.
32
F
激光
16.33
8
mm
纸带
8
mm
胶带
12
mm
8
mm
纸带
8
mm
胶带
r
图像
9
.
85
r
图像
5.23
pS
装尺寸
宽度
(
PW
)
f
长度
CPL
)
f
p
封装尺寸
宽度
cn
)
f
长度
CPL
)
|
15.00
13
.
52
12
mm
13.53
17
.
00
17.00
16
mm
r
其他
16
mm
11.00
1.30
2.00
24
mm
24
mm
其他
其他
吸取深度
\
boss
忌度
I
0
.
00
吸取深度
|
boss
高度
I
0.00
44
mni
44
mm
0
.
00
0.00
56
mm
56
mm
72
mm
72
mm
间距
|
24
mm
(
12
*
2
)
124
mm
(
12
*
2
)
z
\
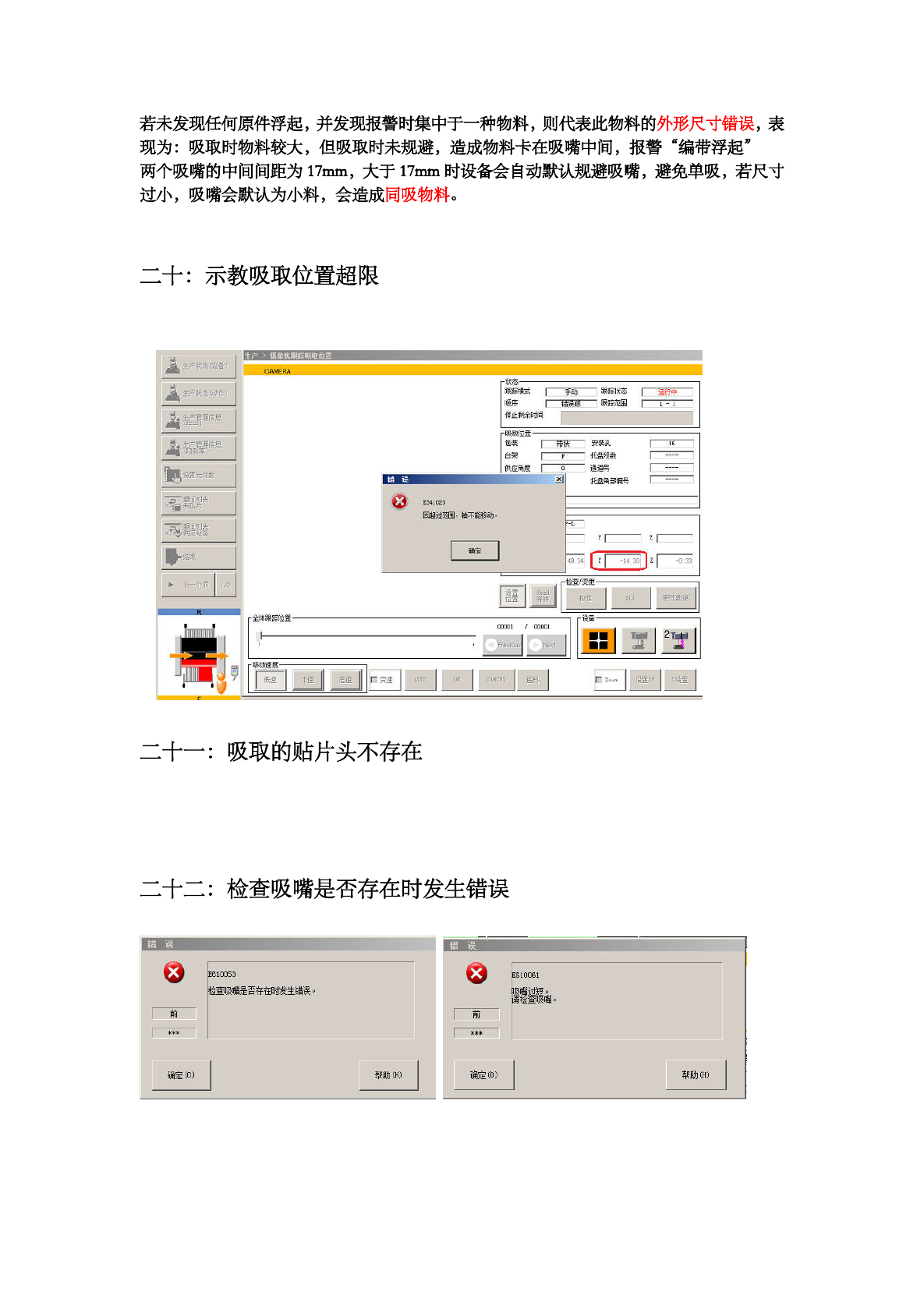
Y 轴坐标超限,更改设置位置 Y 坐标数据为-10mm,临时示教
把元件的类型改了一下由纸带改成胶带就好
因吸嘴头上有个报警“吸嘴过长”的吸嘴,未取下,识别测量时,贴装有头无法放置再吸取吸嘴。
若未发现任何原件浮起
,
并发现拫警时集中于一种物料
,
则代表此物料的外形尺寸错误
,
表
现为
:
吸取时物料较大
,
但吸取时未规避
,
造成物料卡在吸嘴中间
,
报警
“
编带浮起
”
两个吸嘴的中间间距为
17
mm
,
大于
17
mm
时设备会自动默认规避吸嘴
,
避免单吸
,
若尺寸
过小
,
吸嘴会默认为小料
,
会造成同吸物料
。
二十
:
示教吸取位置超限
A
包装
托盘角部明号
o
^
[
r
|
-
H
x
>
]
z
|
~
1
r
败
H
離
|
r
I
I
I
I
I
二十一
:
吸取的贴片头不存在
二十二
:
检查吸嘴是否存在时发生错误
tel
E
610053
检查吸堪是
S
存在时发生错误
。