深度解析JUKI设备调试.pdf - 第99页
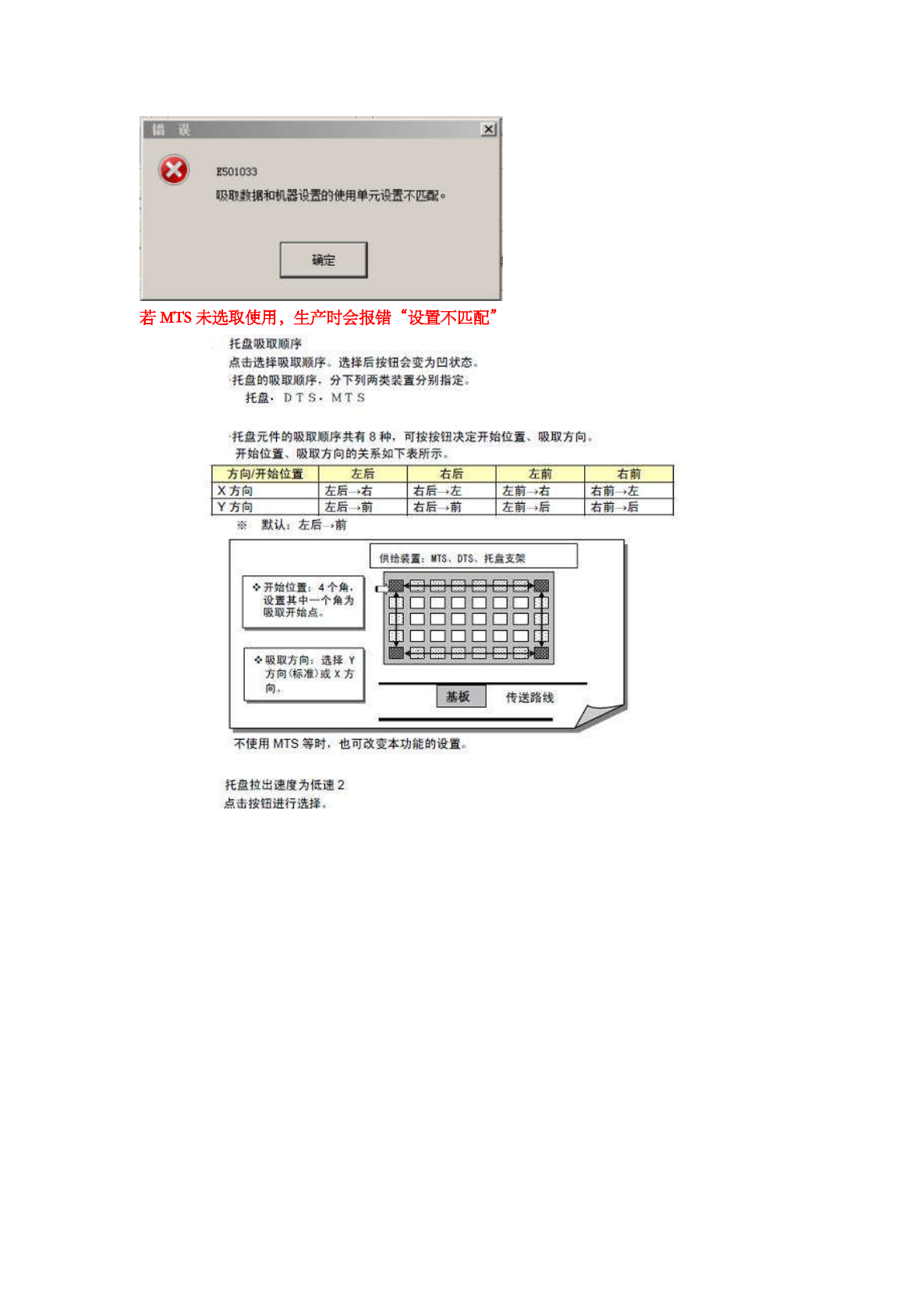
xj E 501033 11 及取鈐裾和机器设 S 的使用单元设费不匹孩 。 m 若 MTS 未选取使用 , 生产时会报错 “ 设置不匹配 : 托 盘 吸 取 颇 序 点 击 选 择 吸 取 顺 序 . 选 择 后 按 纽 会 变 为 凹 状 态 . 托 盘 的 吸 取 顚 序 , 分 下 列 两 类 装 M 分 别 指 定 . . 托 盘 • DT S . MT S 托 盘 元 件 的 吸 取 颗 序 共 有 8 种 , 可 按 按 …
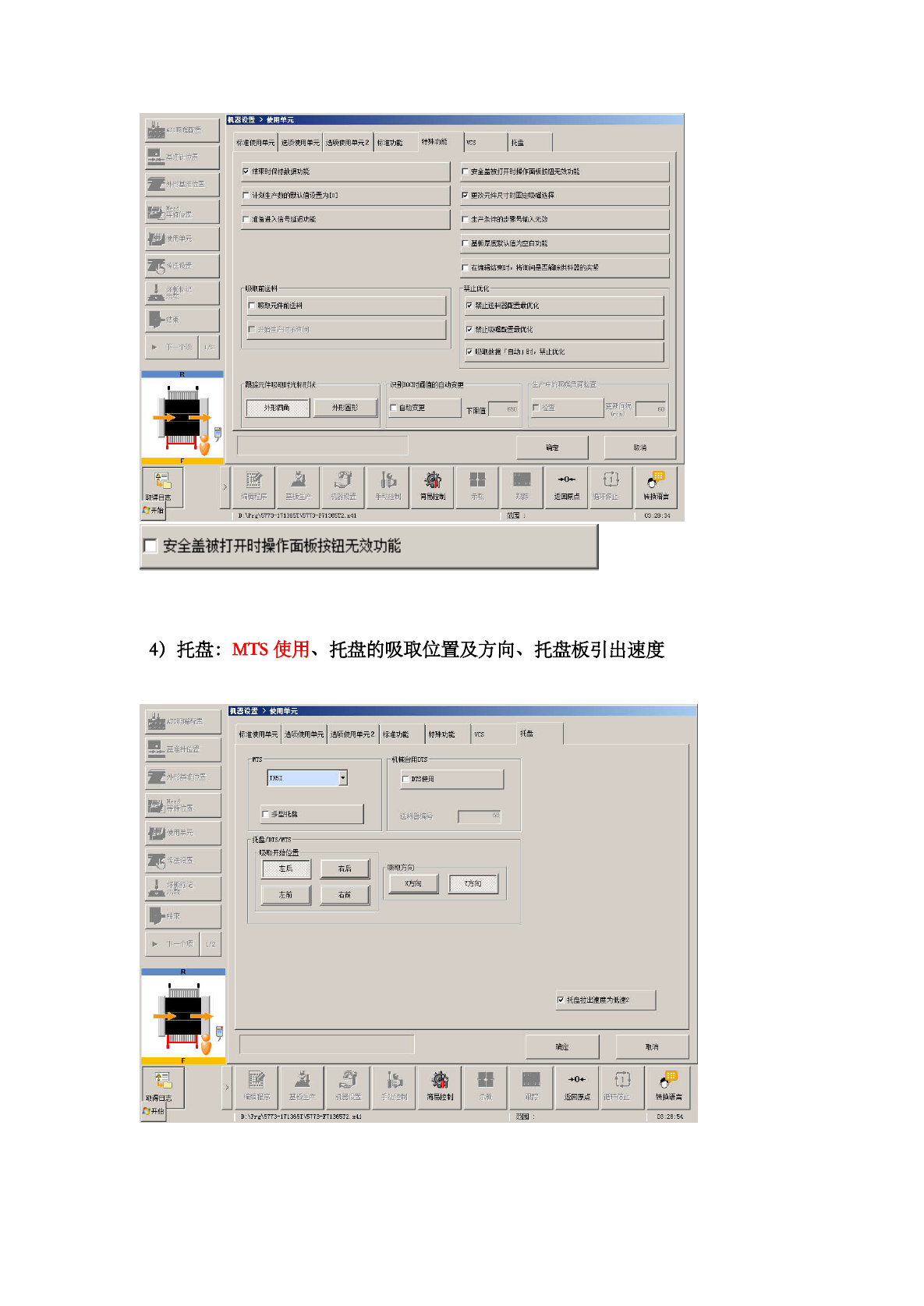
此选项勾选后,打开门时,操作点击任何面板按钮均无效。
机君设
s
>
使用单元
ATC
吸嘴
标
)
隹使用单元迭
使用单元迭项使用单元
2
标准功能
特殊功能
托盘
VCS
■
基准针位晋
W
结束时保持数掮功能
r
安全盖被打开时操作面板按钮无效功能
置外形墓
:
隹位苦
厂计划生户教的默认值设
S
为
[
0
]
P
更改元件尺寸时固定吸嘴迭择
Head
等
#
&
S
r
准备进入信号延迟功能
r
生产条件的步骒号输入无效
德使用单元
r
基板厚度默认值为空白功能
传送设
r
在编辑结束时
,
将询问是否解除供料器的夹紧
i
禁
r
吸取前送料
禁止优化
r
吸取元件前
1
料
I
?
禁止送料器配
g
最优化
结束
r
开始生户时不询问
I
?
禁止吸塯配罡最优化
►
下一个项
1
/
2
I
?
吸取数据
「
自动
』
时
,
禁止优化
卩生产中的吸嘴负荷检查
•
眼跬元件吸取时光标形状
i
只 别 值 的 自 动 变 更
-
W
'
I
更鄱间隔
外形四角
外形囝形
r
自动变更
厂检查
下限值
J
?
确定
取消
念 霸
1 1 1
癰 覇
■
0
-
0
+
>
机器设苦
手动控制
编辑程序
基板生产
茼易控制
示教
■
遐回原点
循环侉止
转换语言
取得曰
p
r
,
开始
-
范困
:
D
:
\
Prg
\
5
T
73
-
171365
T
\
5
TT
3
-
F
71365
T
2
.
x
41
03
:
28
:
34
r
安全盖被打开时操作面板按钮无效功能
4
)
托盘
:
MTS
使用
、
托盘的吸取位置及方向
、
托盘板引出速度
机器设罟
>
使用单元
4
s
ATC
吸嘴配罟
|
VCS
托盘
标准使用单元迭
使用单元迭项使用单元
2
标准功能
持殊功能
基
1
针位
1
机械台用
DTS
MTS
|
TR
5
I
厂
DTS
使用
鼸
Head
等待
r
多型托盘
送料器编号
德使用单元
托盘
/
DTS
/
MTS
「
0
及取开始位
S
m
传
S
设苦
右后
左后
左前 右前
►
下一个项
1
/
2
F
托盘拉出速度为低速
2
确定
取消
_
0
lh
鼉
■
'
^
13
>
机器设苦
手动控制
编辑程序
墓板生产
简易控釗
示教
跟踣
遐回原点
循环信止
转换语言
取撂日衷
P
开始
范困
:
D
:
\
Frg
\
5773
-
171365
T
\
5773
-
F
71365
T
2
.
x
41
03
:
28
:
54
xj
E
501033
11
及取鈐裾和机器设
S
的使用单元设费不匹孩
。
m
若
MTS
未选取使用
,
生产时会报错
“
设置不匹配
:
托盘吸取颇序
点击选择吸取顺序
.
选择后按纽会变为凹状态
.
托盘的吸取顚序
,
分下列两类装
M
分别指定
.
.
托盘
•
DT
S
.
MT
S
托盘元件的吸取颗序共有
8
种
,
可按按钮决定开始位
S
.
吸取方向
开始位董
、
吸取方向的关系如下表所示
-
方向
/
开始位
M
右后
左前
左后
右前
左后
>
右
右 后 ★ 左
左 笛
*
右
右 前
*
左
X
方 向
右 后
>
前
右 前
后
Y
方 向
左 后 身 前
左 前
后
糸 默 认
:
左 后
前
供给
*
霣
【
MTS
.
DTS
、
托遒支架
1
琴
OEHE
3
.
E
3
~
E
)
_
[
]
□
□
□
□□
:
4
个角
.
设
M
其中一个角为
吸取开始点
-
■
ES
:
选择
Y
方向
<
标
《
>
或
X
方
向
,
棊板
传送路线
不使用
MTS
等时
.
也可改变本功能的设
m
.
托盘拉出速度为低速
2
点击按纽进行选择
.
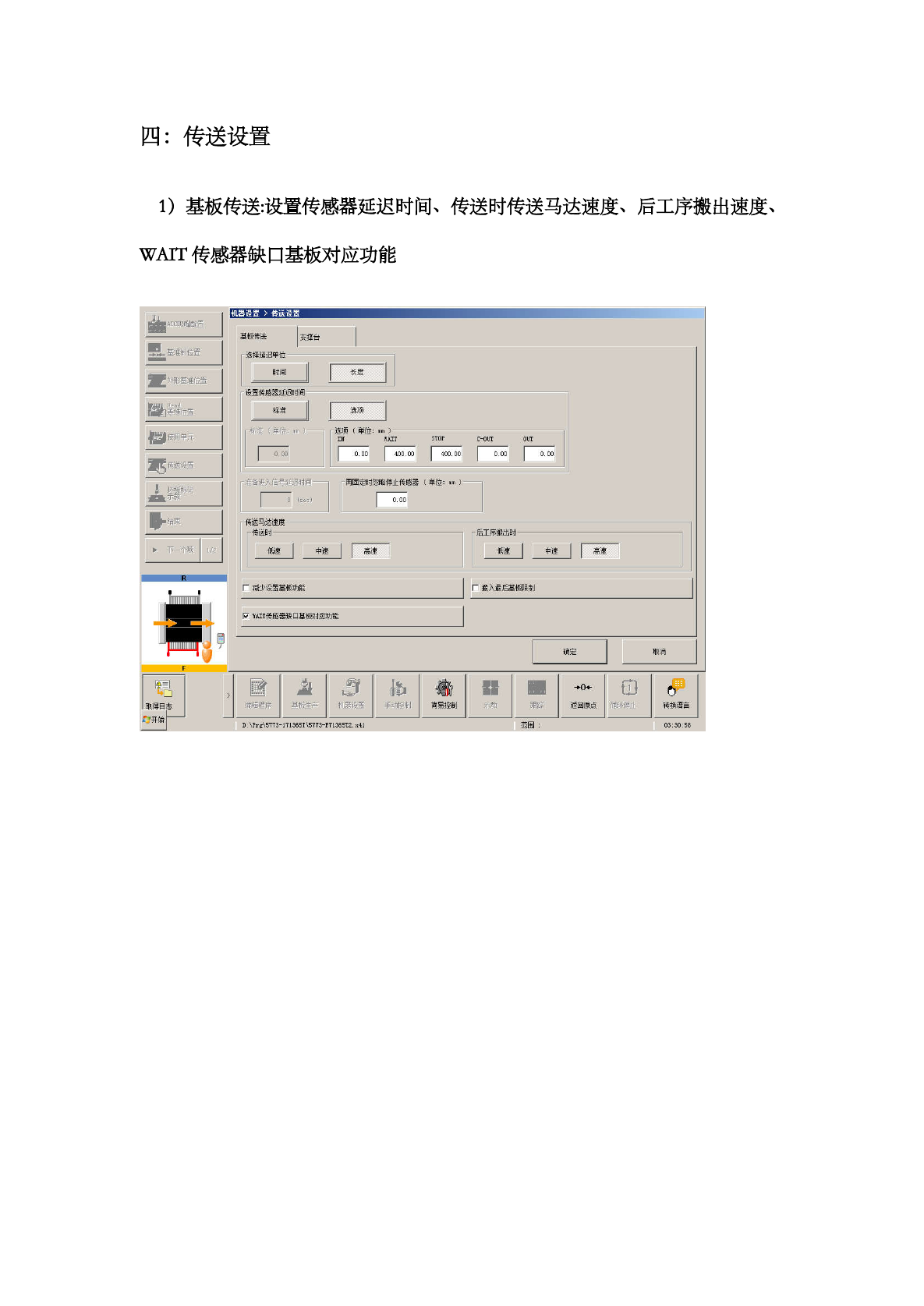
四
:
传送设置
1
)
基板传送
:
设置传感器延迟时间
、
传送时传送马达速度
、
后工序搬出速度
、
WAIT
传感器缺口基板对应功能
机
3
设罟
>
传送设昔
4
s
ATC
吸麵晋
基板传
1
支搭台
基准钎位晋
迭择延迟单位
时间
长度
董外形墓准位
S
设晋传感器延迟时间
标准
迭项
「
标准
(
単
迭项
(
単位
:
關
)
德使用单元
STOP
IN
WAIT
C
-
OTJT
OUT
0.00
0.00
400.00 400.00
0.00 0.00
传送隨
「
准备进入信号酬周
再固定时忽略倡止传感器
(
単位
:
_
)
0
(
sec
]
0.00
结束
传送马达速度
传送时
后工序搬出时
►
7
—
个顷
1
/
2
墓速
低速
中速
低速
中速
高速
r
減少设
s
基板功能
厂搬入最后基板眼制
BjPj
*
W
WAIT
传感器缺口基板对应功能
J
9
确定
取消
么 麝
‘
扇 鼉
■
O
㈣
>
机器设晋
手动控制
编辑程序
基板生产
薄離制
S
艇
遐回原点
循环信止
转换语言
取得曰
^
开始
P
范困
:
D
:
\
Prg
\
5773
-
171365
T
\
5773
-
F
71365
T
2
.
x
41
03
:
30
:
58