深度解析JUKI设备调试.pdf - 第53页
8 ) 检 查 I 亓 ft 教掮 貼片教掮 基板教捃 吸取教捃 元件名 : 1135956 I 卜心 | I 元件娜 : | 插入元件 ] * 包 装 * 贴片汆件 : 检 f * 迭 顷 图 笸 • 0 B 取汆件 枪置 2 包装 麵查 - 猫 — — r 是 G — [ | Tr ^ ] i 卜形尺寸 5 度 W ) : | 26.63 长度 ool " " ^ it ; 度 oofir ^ , 心方式…
7
)
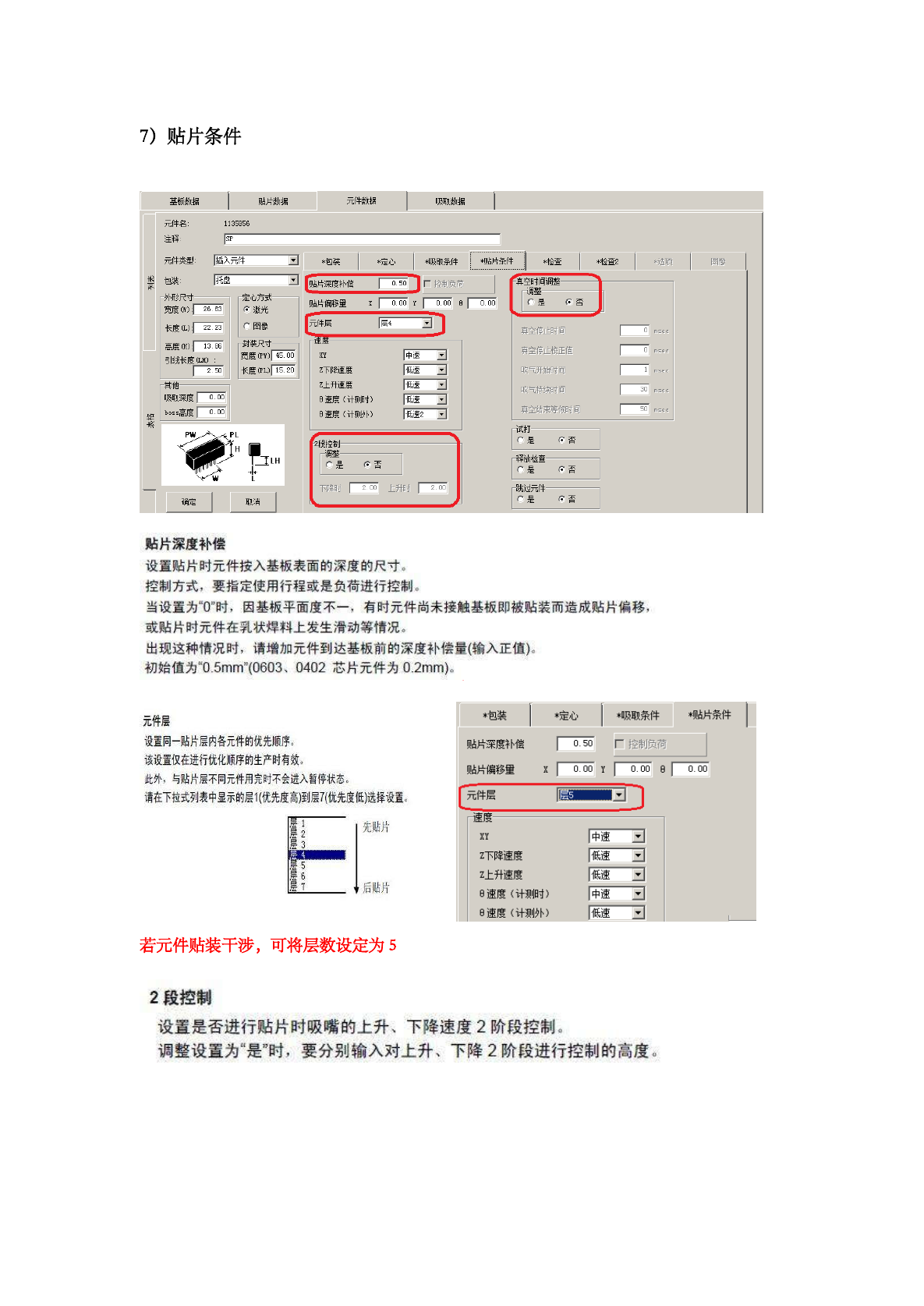
贴片条件
元件数掮
基板教掮
贴片數掮
吸取教掮
元件名
:
1135956
[
sT
m
:
元件类型
:
|
插入元件
i
包装
:
Rti
-
W
'
卩卜形尺寸
-
宽度
《
)
:
「
长度
CL
)
f
高度
oof
引线长度
CLH
)
:
"
Z
1
*
包装
*
吸取条件
I
*
贴片条件
*
定心
*
检查
*
检査
2
*
迭顷
图像
1
空时间调整
〕
r
控制负荷
[
占片深度补偿
i
周整
-
^
心方式
X
|
~~
0
^
0
Y
「
「
贴片偏移里
0.00
6
0.00
F
激光
26.63
件层
[
IT
p
图像
22.23
真空倡止时间
速度
0
装尺寸一
宽度
㈣
|
45.00
长度
CPL
)
|
15
.
20
13.86
真空倡止校正值
[
+
1
~~
3
|
11
~~
3
I
低速
3
吹气开始时间
Z
下降速度
让升速度
0
速度
(
计
_
时
)
0
速度
(
计
_
外
>
2.50
其他
吹气持续时间
30
^
吸取深度
r
toss
高度
「
0.00
llii
—
3
真空结束等麵间
ri
式打
-
:
吧
5
下降时
|
2.00
上升时
「
挑过元件
确定
取消
貼片深度补偿
设置贴片时元件按入基板表面的深度的尺寸
。
控制方式
,
要指定使用行程或是负荷进行控制
。
当设置为
“
0
W
时
,
因基板平面度不一
,
有时元件尚未接触基板即被贴装而造成贴片偏移
,
或贴片时元件在乳状焊料上发生滑动等情况
。
出现这种情况时
,
请增加元件到达基板前的深度补偿景
(
输入正值卜
初始值为
“
0.5
mm
”
(
0603
、
0402
芯片元件为
0.2
mm
)
。
*
吸取条件
*
贴片条件
*
包装
*
定心
元件层
设置同一貼片层内各元件的优先顺序
。
该设置仅在进行优化顺序的生产时有效
。
此外
.
与貼片层不同元件用完时不会进入暂停状态
。
请在下拉式列表中显示的层
1
(
优先度高
)
到层
7
(
优先度低
)
选择设置
,
.
厂控制负荷
贴片深度补偿
0.50
x
|
~
cToo
Y
「
01
贴片偏移里
0.000.00
[
"
元件层
速麽
宄贴片
f
^
S
3
\
m
~
3
Z
下降速度
Z
上升速度
0
速度
(
计蒯时
)
0
速度
(
计测外
〉
[
11
~
3
后贴片
若元件贴装干涉
,
可将层数设定为
5
2
段控制
设置是否进行贴片时吸嘴的上升
、
下降速度
2
阶段控制
。
调整设置为
“
是
"
时
.
要分别输入对上升
、
下降
2
阶段进行控制的高度
.
8
)
检查
I
亓
ft
教掮
貼片教掮
基板教捃
吸取教捃
元件名
:
1135956
I
卜心
|
I
元件娜
:
|
插入元件
]
*
包 装
*
贴片汆件
:
检
f
*
迭顷
图笸
•
0
B
取汆件
枪置
2
包装
麵查
-
猫
——
r
是
G
—
[
|
Tr
^
]
i
卜形尺寸
5
度
W
)
:
|
26.63
长度
ool
""
^
it
;
度
oofir
^
,
心方式
^
r
B
«
封装尺寸
宽度
(
W
|
45
oo
长
gffufiil
?
其他
吸取深度
fl
boss
^
g
|
~
~
0
00
异元件
检査
■
i
|
■
—
^
ILH
fj
66
Si
m
1
22
25
'
I
~
*
基
tR
寸宽度
珉判定级别
m
纵判定纟
5
别
m
通孔直径
I
2
00
判讀
判断长度上眼
|
~
ilo
上限
I
27
,
3
..
m
I
25
83
«
.
I
23
03
.
»
TU
I
2
L
43
n
»
*
SWI
8
*
W
谨
I
15
i
①
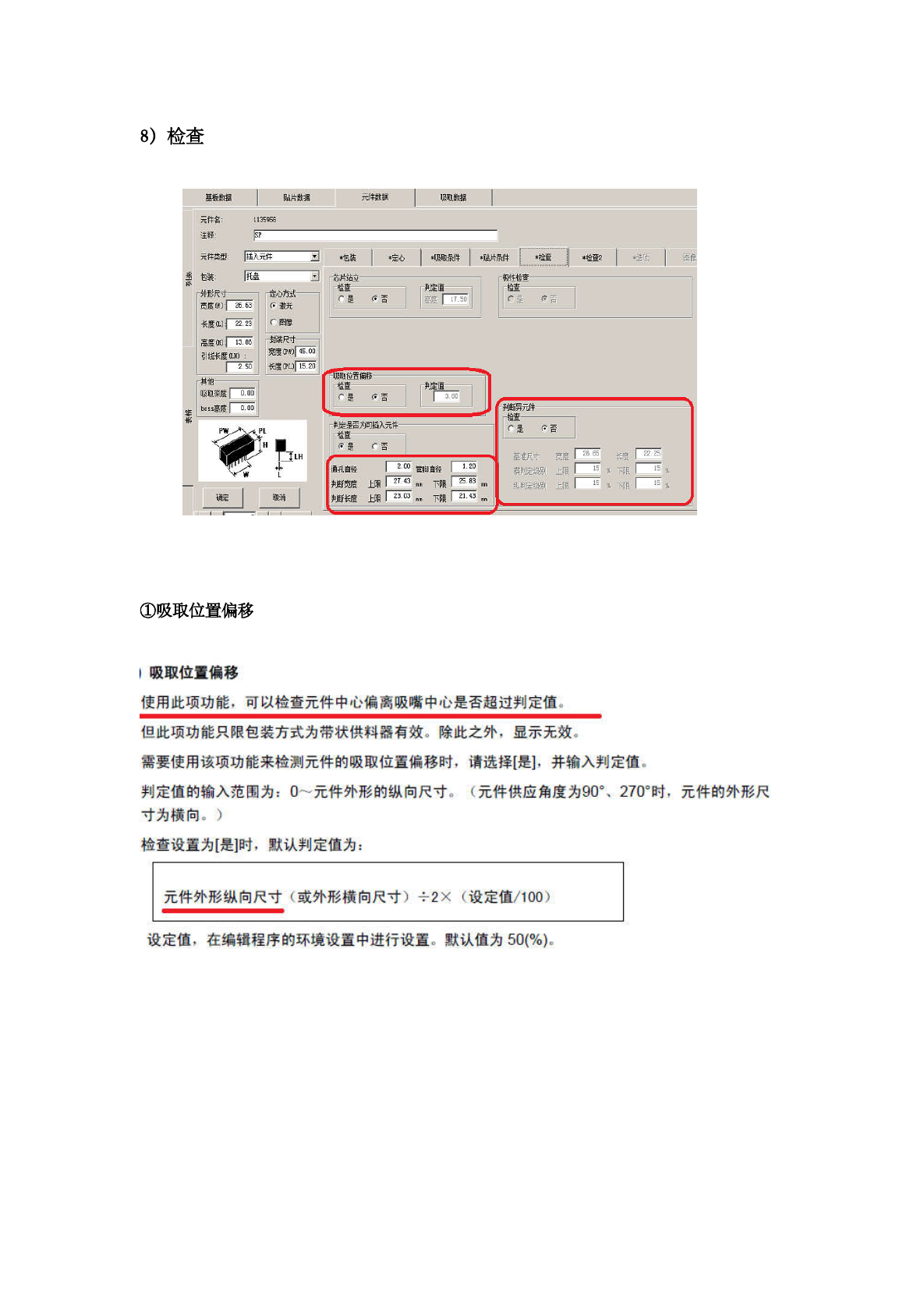
吸取位置偏移
I
吸取位置偏移
使用此项功能
.
可以检查元件中心偏离吸嘴中心是否超过判定值
.
但此项功能只限包装方式为带状供料器有效
。
除此之外
,
显示无效
。
需要使用该项功能来检测元件的吸取位置偏移时
.
请选择丨是
】
.
并输入判定值
判定值的输入范围为
:
0
元件外形的纵向尺寸
.
(
元件供应角度为
90
°
、
270
°
时
,
元件的外形尺
寸为横向
》
)
检查设
S
为
[
是
]
时
.
默认判定值为
:
元件外形纵向尺寸
(
或外形横向尺寸
)
+
2
X
(
设定值
/
100
)
设定值
,
在编辑程序的环境设置中进行设
S
。
默认值为
50
(
%
)
.
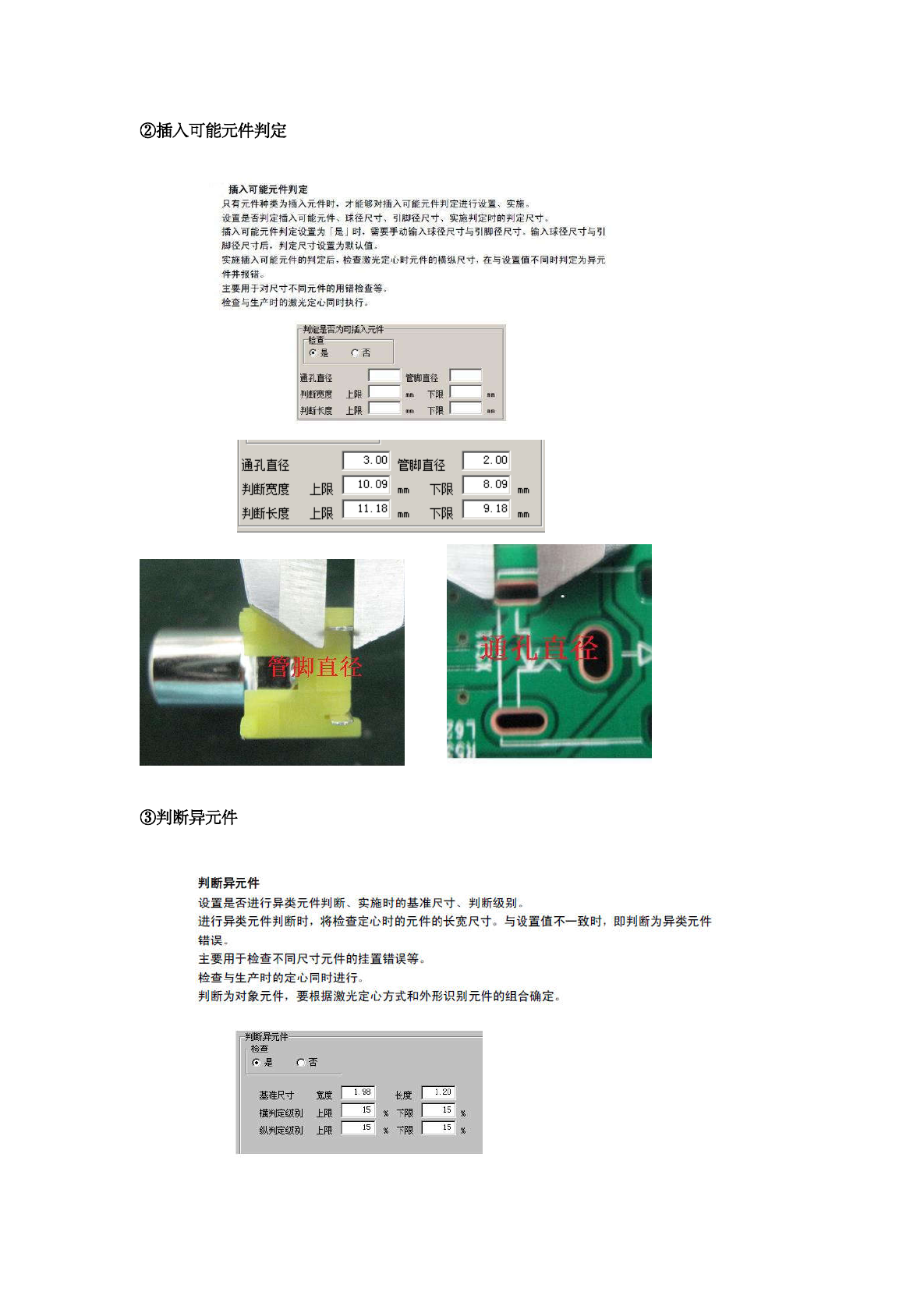
②
插入可能元件判定
插入可能元件判定
只有元件种类为插入元件时
,
才能够对插入可能元件判定进行设置
、
实施
。
设置是否判定插入可能元件
、
球径尺寸
、
引脚径尺寸
、
实施判定时的判定尺寸
。
插入可能元件判定设置为
「
是
」
时
,
需要手动输入球径尺寸与引脚径尺寸
。
输入球径尺寸与引
脚径尺寸后
,
判定尺寸设置为默认值
:
实施插入可能元件的判定后
,
检查激光定心时元件的横纵尺寸
,
在与设置值不同时判定为异元
件并报错
。
主要用于对尺寸不同元件的用错检查等
,
检查与生产时的激光定心同时执行
U
判定是
g
为可插入元件
检查
F
是
通孔直径
判断 宽 度 上 限
r
判断 长 度 上 限
r
管
_
直径
下眼
「
下眼
「
3.00
2.00
通孔直径
判断宽度
判断长度
管
M
直径
上眼
[
下眼
[
10.09
8.09
下限
[
上眼
I
11
.
18
9
.
18
③
判断异元件
判断异元件
设置是否进行异类元件判断
、
实施时的基准尺寸
、
判断级别
。
进行异类元件判断时
,
将检查定心时的元件的长宽尺寸与设置值不一致时
.
即判断为异类元件
错误
u
主要用于检查不同尺寸元件的挂置错误等
。
检查与生产时的定心同时进行
。
判断为对象元件
,
要根据激光定心方式和外形识别元件的组合确定
.
襯麻件
r
否
1.98
1.2
D
基桂尺寸
宽度
横判 定 级 別 上
P
艮
纵判 定 级 别 上
P
艮
长度
下限
\
%
TPS
「
15 15
%
%
15 15
%