深度解析JUKI设备调试.pdf - 第167页
先示教 Mark 点,再“把 示教位置作为识别 结果” Mark 点 偏 位 时 更 改 “ 原 点 偏 移 量 ” , 更 改 合 适 的 尺 寸 后 , Mark 点识别 OK ,生产, 注意: 1 、 更改原点 偏移量, 不影 响贴装 坐标 2 、勿更改 MARK 点坐标,更改 后将会道州贴 装坐标发生变化 ◊ c 卿 爱 孩 描 iS * ) 十八 : BOC 标记识别错误 1 ) 、 Mark 不良 Au < > …
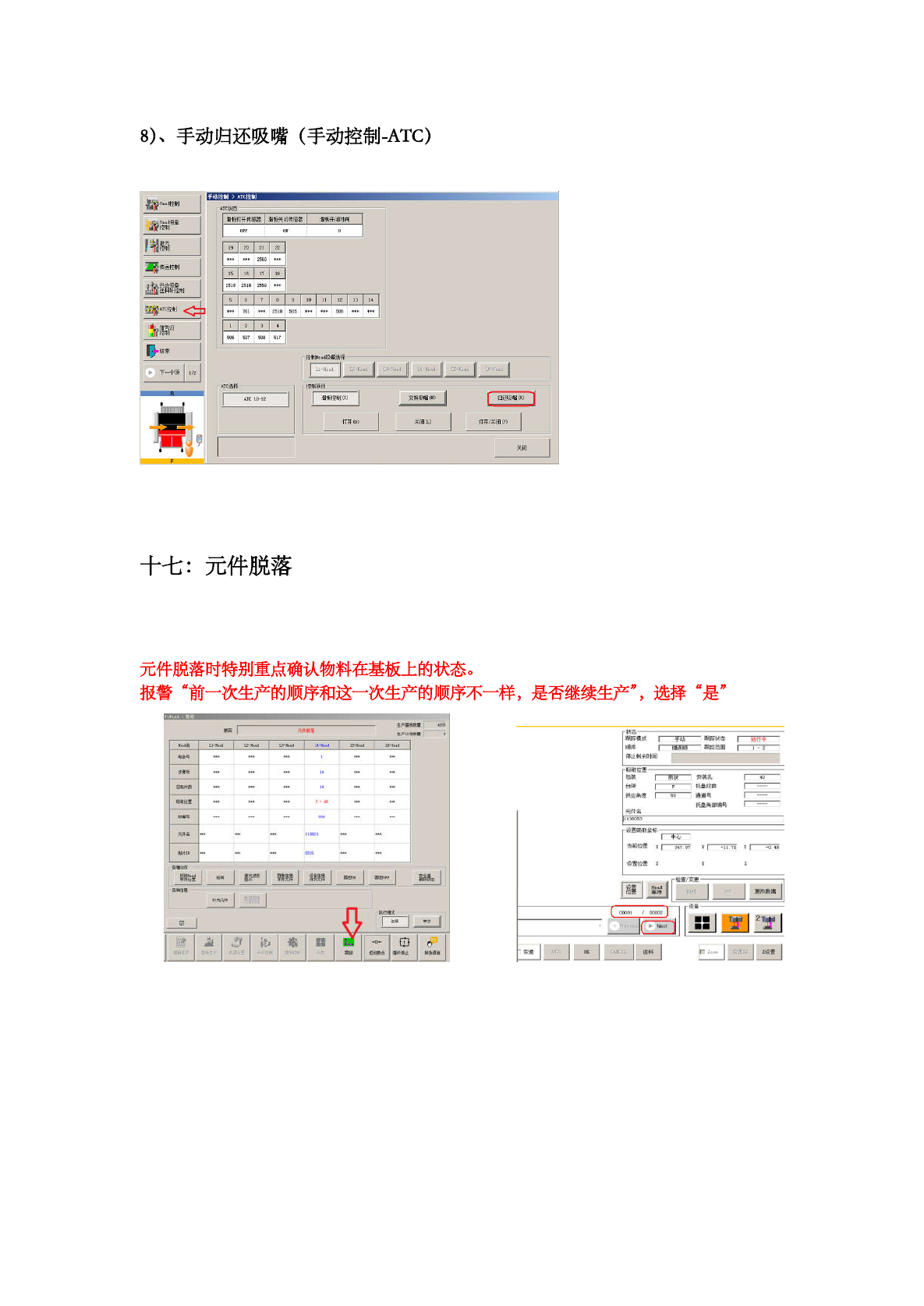
若吸嘴在贴装头上时,可使用手动控制-ATC,可以单独选择头,使取下吸嘴。
使用“跟踪功能”示教吸取位置,并选择“是”,继续生产
示教吸取位置,只会体现元件脱落的异常料站(如图 00001、00002),点击 Next,逐个教示。
8
)
、
手动归还吸嘴
(
手动控制
-
ATC
)
挪
1
*
咖
|
e
梅打开
ftssa
:
■
§
板关闭
ftis
器
§
板开闭日
1
阉
pi
;
!
.
』
A
»
]
I
颂邮
M
<
^
-
|
n
|
5
I
6
I
7
I
8
I
9
I
10
I
11
I
12
I
13
I
»
~
1
?
騎
0
u
»
»
*
IT
-
'
!
'
.
■
'
:
K
;
:
K
I
U
H
-
d
I
—
l
1
m
-
1
^
I
^
-
H
»
d
|
,
,
’
Ts
-
^
IS
I
1
/
2
HCjJ
择
S
拆
l
$
ws
)
iQ
挪
《
8
®
)
打开
®
>
关闭
aj
打开
/
关
ffloo
关闭
十七
:
元件脱落
元件脱落时特别重点确认物料在基
$
报警
“
前一次生产的顺序和这一次
‘
1
顺序不一样
,
是否继续生产
'
选择
“
是
'
riil
«
和
&
吠态
I
~
ma
-
坩跬范囤
ffih
刺余时
S
I
-
ronteH
-
B
*
I
~
mw
-
孔
Ufi
«
aRN
«
元件名
-
设
1
吸
》
坐标
-
I
~
^
~
当
WteH
X
|
34
T
97
*
|
-
II
71
Z
|
:
048
tfHIfll
x
m
|
_
J
tr
丨
ns
|
槲
|
•
|
_
|
—
败
|
f
00001
/
00002
1
|
Ir
^
i
:
:
l
'
T
12
ls
I
t
^
I
^
it
«
II
Q
二
■
|
Mp
|
«
j
|
[
nu
^
|
^
1
nz
»
,
丨獅
|
,
鄉
I
'
sa
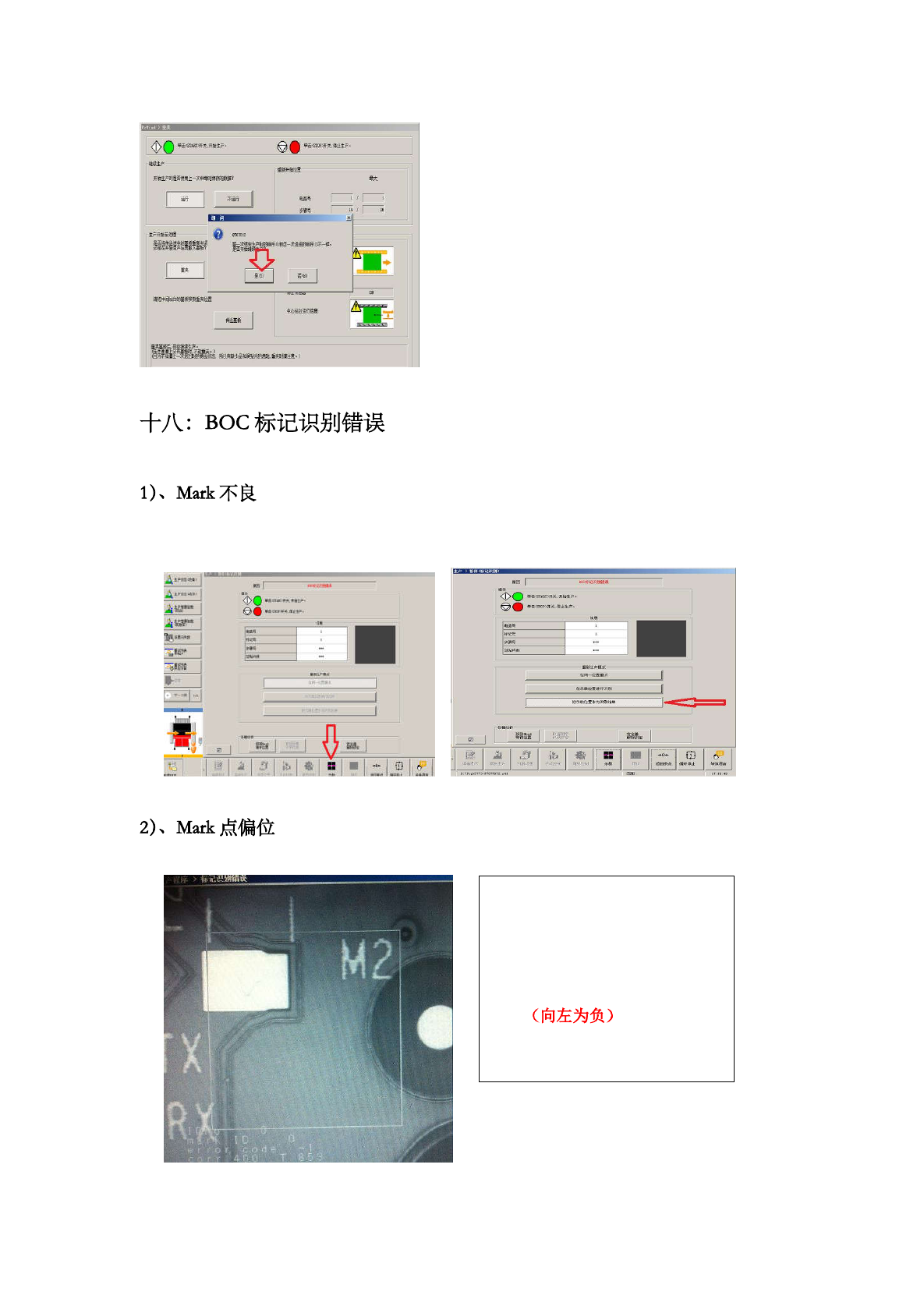
先示教 Mark 点,再“把示教位置作为识别结果”
Mark 点偏位时更改“原点偏移
量”,更改合适的尺寸后,Mark
点识别 OK,生产,
注意:
1、更改原点偏移量,不影响贴装
坐标
2、勿更改 MARK 点坐标,更改
后将会道州贴装坐标发生变化
◊
c
卿 爱 孩 描
iS
*
)
十八
:
BOC
标记识别错误
1
)
、
Mark
不良
Au
<
>
©
©
•
©
#
»
■
4
ivar
'
r
*
t
s
%
-
«
w
辟謎
I
■
I
—
8
«
U
」
m
,
rn
^
S
\
b
zz
m
Q
o
:
8
■
j
-
Q
r
»
ia
I I
mm
*
I
ana
i
I
2
)
、
Mark
点偏位
(
向左为负
)
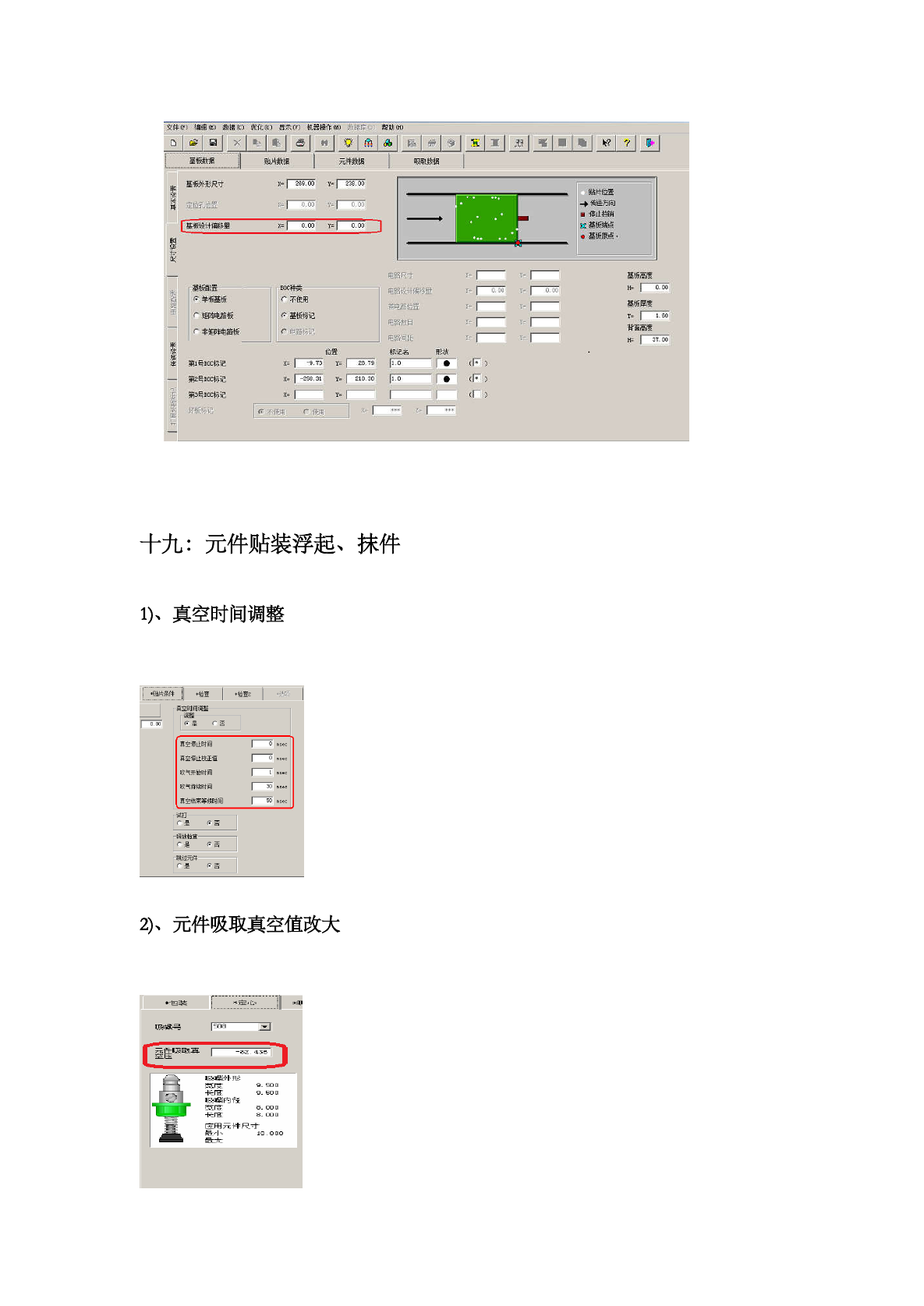
将元件库中“贴片条件”中的“真空时间调整”功能打开。
将元件吸取真空值改大,例:-99,增大吸取力度。
S
柝妫榍
元伴教
!
*
吸取
18
外形尺寸
X
=
沈
9 . 0 0
238.00
mm
-
■
侃档销
K
S
板
点
•
a
板屎卣
•
x
=
「
豆柝设计厢移里
Y
=
『
0.00 0.00
电路尺寸
m
.
s
,
m
s
糊
f
?
单板
EOC
»
*
r
不使用
0
00
H
=
0.00
:
I
0.00
电路设讯剧播
x
=
S
拆厚
fg
苒电路位
S
x
=
r
担冷电海板
f f
S
板标记
i
eo
r
=
黾路敎目
背
ffialS
r
羊 矩 路 板
r
电路标记
电路商
?
§
x
=
37
00
(
Sfi
际 记 名
m
nr
cF
)
F
¥
~
(
F
)
f
~
C
「
)
x
:
\
仁
I
第
1
号
BOC
#
记
-
9
.
T
3
28
.
T
9
第
2
号
BOC
#
记
X
=
f
Y
=
|
210.30
[
lO
X
:
|
第缉崎记
1
=
r
m
文件
CF
)
fS
!
S
(
E
)
StlgiE
)
优化
(
0
)
s
示
cv
)
仉器掛作
•
》
)
'
jc
.
:
f
'
i
助
00
D
|
这
|
@
|
9
丨
J
?
!
I
(
ft
I
R
如卜
I
X
I
I
,
丨
_
l
_
l
咕
I
x
十九
:
元件贴装浮起
、
抹件
1
)
、
真空时间调整
*
贴片条件
啪查
*
检查
2
*
m
真空时间调整
调整
P
是
r
S
真空傳止时间
真空倡止校正值
吹气开始时间
吹气持续时间
真空结束等傾时间
P
放检查
广是
件
2
)
、
元件吸取真空值改大
[
•
]
:
[
]
■
句装
-
I I
外形
IS
i
.
_
8
i
内往
IS
应闲亓件尺寸
SJ
;
9
.
TOO
SOD
O
.
COO
S
.
COD
ss