DECAN_S2_Admin(Chi_Ver4.5).pdf - 第174页
7-16 Advanced Chip Shooter DECAN S2 Admin i s trator’s Guide 参 考 Fine Pitch 用 QFP 时 为贴装部件高速下降 Z 轴时 , 从物理角度来说可能会与 PCB 进行 碰撞。 另外, 这样 的冲撞可能成为 PCB 微振动和焊 膏 成团 的原因。 在此 情况下贴装部件可能会成为降低贴装程度的因素。 可调节 V a c off 延迟时间防止此类情况发生。 即各 种外部因…
7-15
元件的登记
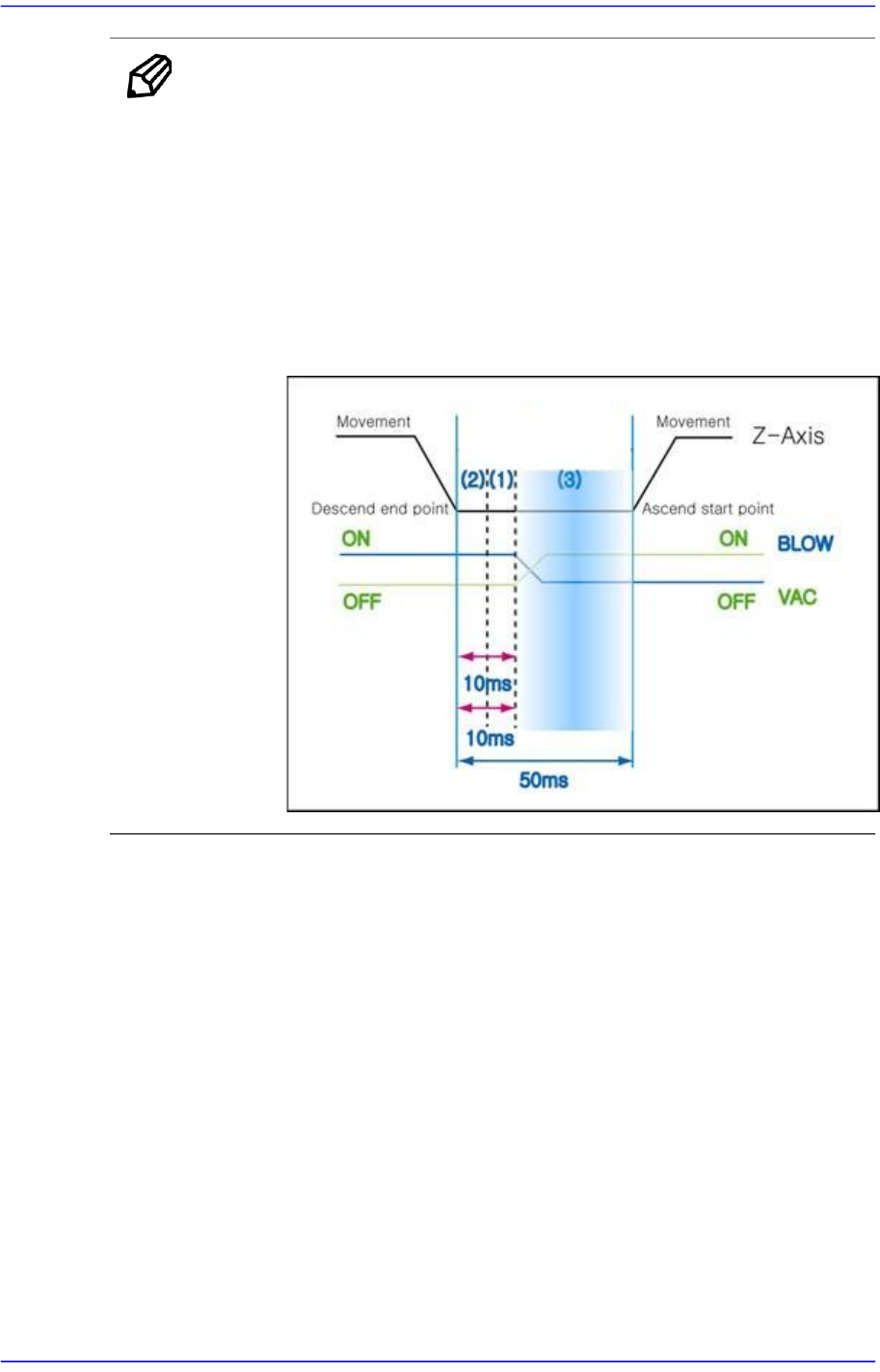
参 考 因部件不同,时间坐标的形状也不同。
例如,一般1608以上的贴片时
普通的贴片部件相当轻。因此如果完全消灭真空压力前Z轴上
升,则导致部件沿着头部(head)上升的途中在真空压力消灭的
时点重新降落到PCB的情况。
再说,下图(3)项目在各普通贴片中起相当重要的作用。
诸多试验及实验结果,(3)项需要少至10ms多至20ms的时间。
重要事项请牢记。.
7-16
Advanced Chip Shooter DECAN S2 Administrator’s Guide
参 考 Fine Pitch用QFP时
为贴装部件高速下降Z轴时,从物理角度来说可能会与PCB进行
碰撞。
另外,这样的冲撞可能成为PCB微振动和焊膏成团的原因。在此
情况下贴装部件可能会成为降低贴装程度的因素。
可调节Vac off延迟时间防止此类情况发生。即各种外部因素稳定
为止利用真空压力控制部件,等到外部因素解除后,释放真空压
力预防问题的发生。
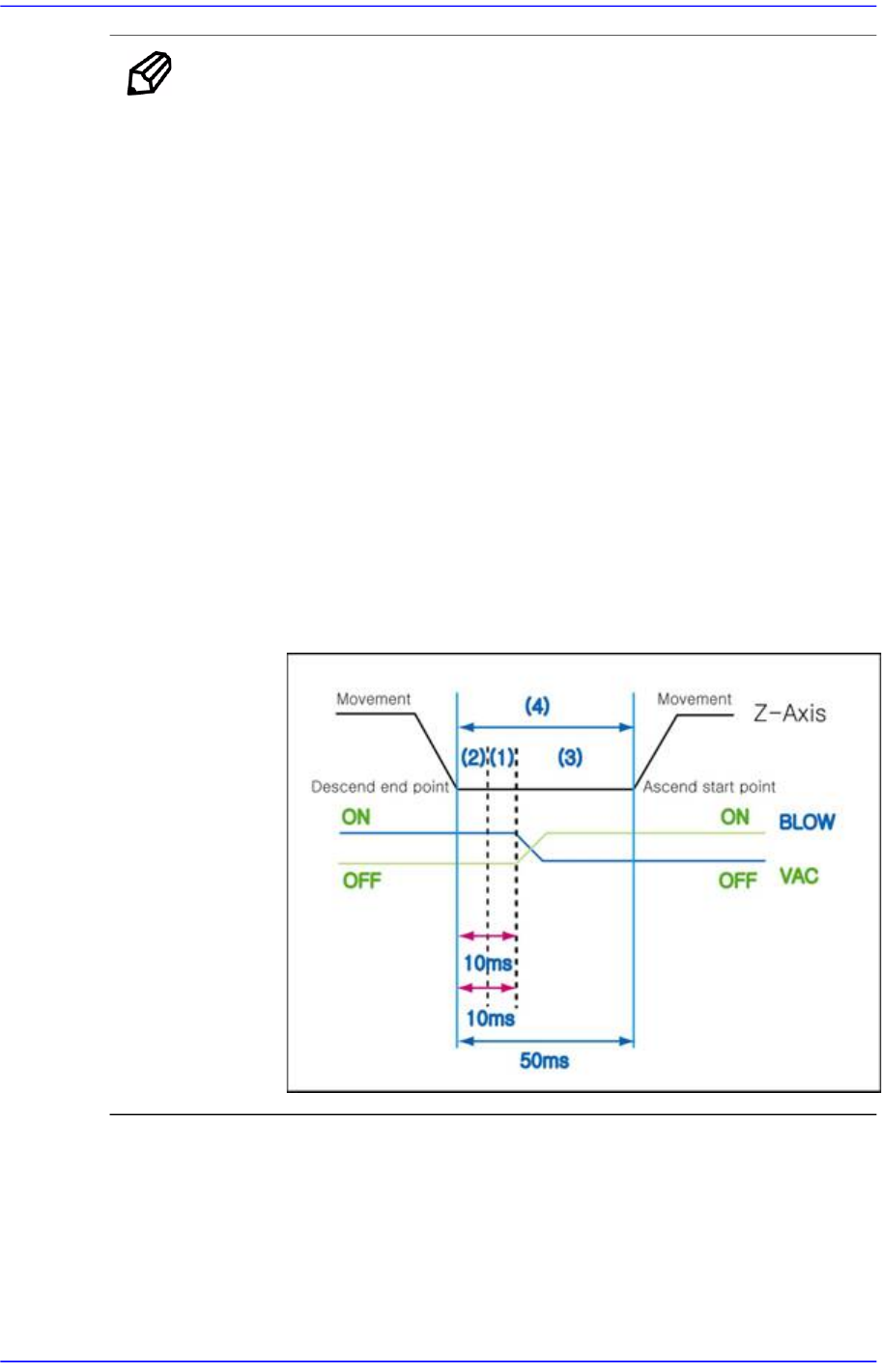
Vac off延迟时间相当于下图的(1)项。
如果是普通的Pitch部件,即使不考虑(1)项时间对贴装程度的
影响也不大。
但如果Fine Pitch部件贴装时或者为可能发生上述问题的部件,
(1)项的时间设置较小反而会取得更好的结果。
项的时间设置较小反而会取得更好的结果。
设置Vac off延迟时间时,一般与全体延迟时间(4)项相比,普遍
设置成大约20~30%程度。 重要事项请牢记。
<废料> 编辑框
废弃部件时,Head的Spinder完成下降处于停止状态后到开始上升时的
时间。
<废料真空关闭> 编辑框
废料部品时,从头结束下降动作后停止到重新上升开始的时间。

7-17
元件的登记
<废料真空打开>编辑框
废料部品时,从头结束下降动作后停止到关闭真空的时间。
单位:msec(可设置成10 msec单位间隔)
<速度> 领域
吸附(Pickup), 贴装(Place), 部件废弃 (Dump)作业时设置驱动电动机的驱动速
度。
应全面考虑吸嘴的种类、部件的重量、部件的吸附面积等因素,适当地设置
速度。
驱动速度如下所示,各驱动速度有关的速度Profile已Setting在系统。
1-最快: 最快的速度。
2-快: 快的速度。
3-中速: 比较快的速度。
4-慢速: 比较慢的速度。
5-最慢: 最慢的速度。
<XY> 组合框
选择XY 轴驱动电动机的驱动速度。
根据不同的部件,如果速度不适当,可能频繁发生无法完成实际贴装的
错误。
<Z 吸料向下> 组合框
为吸附部件磁头下降时选择 Z轴驱动电动机的驱动速度。 根据不同的部
件,如果速度不适当,可能会迸出部件,发生吸附错误
根据需要可同时使用“Soft Touch”功能。
<Z 吸取后上升> 组合框
部件吸附后,磁头上升时选择 Z轴驱动电动机的驱动速度。 根据不同的
部件,如果速度不适当,可能会产生吸附的部件脱离吸嘴,发生吸附错
误。
根据需要可同时使用“Soft Touch”功能。
<R> 组合框
选择R轴驱动电动机的驱动速度。 根据不同的部件,如果速度不适当,
可能频繁发生无法完成实际贴装的错误。