00197441-07_UM_Glue_Feeder_ZH.pdf - 第14页
2 总则 2.1 工作流程 - 典型情境 14 用户手册 SIPLACE Glue Feeder 05/2020 示例 以下是一组描述一个 1206 芯片元件元件形状的数据: ● 胶液点的位置在元件体的正中间 ● 胶液点的尺寸(直径以 mm 为单位) ● 您还需要设定是否要用视像检测系统对胶液点进行检查。如果是的话,您还将需要使用示教功 能对视像系统进行设置(照明等)。 ● 然而,由于通常不是所有的 1206 型元件都需要被粘贴,因此您…

2 总则
2.1 工作流程 - 典型情境
用户手册 SIPLACE Glue Feeder 05/2020 13
2 总则
SIPLACE 胶液供料器可以让您在 SMD 元件上涂上预先定义尺寸大小的胶液点。使用高粘性胶液
时,提前对其稍微进行加热即可减低它的粘稠度。我们的胶液供料器为这一目的专门配备了一个特
殊的喷嘴加热器。
通过胶液在所要求元件下方的方向应用,SIPLACE 胶液供料器使涂胶过程变得极其高效,从而将其
对贴片处理速度的影响降到了最低。由于将胶液供料器集成在了设置上,带来了超乎寻常的处理灵
活性并大量节省了装配线上的空间。之前,分注装置被分配到固定贴片机并且无法从生产线之间移
动。而相比之下,胶液供料器和供料器模块一样灵活,并且在有需要时可以使用在不同的生产线
上。重新配置和安装仅需要短短的几分钟时间。
胶液供料器的另一个优势在于,分注后的胶液点将位于元件的下方,因此可以通过“SIPLACE 视
像”元件检查系统对其进行检查(只要所使用的胶液能产生一个足够大的对比即可)。如果胶液点没
有达到要求的大小或不在所选定的位置上,那么此元件就会立即被弃用,然后可以轻松地将胶液涂
抹在一个新的元件上。
胶液供料器的结构与 X 供料器模块相类似,所以可以轻易地被拆卸。这使得胶液供料器的添料、清
洁和维护变得十分简便。
2.1 工作流程 - 典型情境
一般而言为 SMD 元件上胶的原因如下:
●
此类元件被贴放在印制板首先被贴片和焊接的一面,并且该印制板的两面都已被贴片。在第二
面上焊接前这些元件需要首先被固定住,因为在输送时元件处于一个头朝下的位置,这样做可
以防止当焊接介质熔化在其上时元件发生掉落的情况。
●
元件被安放在单面或双面印制板上已被波峰焊接或被部分/选择性波峰焊接过的一面。因为受到
温度的严重影响,元件会出现再次熔化或掉落的情况。
●
在焊接前元件需要用额外的胶液固定住,以免偏移原本的位置。
●
元件(一般为重载连接器)需要通过上胶来实现机械固定,这样焊接点就不会因为机械应力而
断开。
对以上所有情境来说,工作流程都是一样的。
在发展阶段,电子装配期间需要上胶的元件将和需要使用的胶液类型一同被定义。为此装配组创建
的贴片程序将在元件库(元件形状)中定义所有胶液点的位置、数量和直径。所有需要被粘贴的元
件都会经过这个程序。创键胶液点描述并不意味着此元件始终需要被粘贴,之所以对其进行保存只
是为了方便将来出现具备相同元件形状的某一元件需要被粘贴的情况。此外,您还需要在元件编号
表中指明具体哪个元件编号可以粘贴并且将要被粘贴。

2 总则
2.1 工作流程 - 典型情境
14 用户手册 SIPLACE Glue Feeder 05/2020
示例
以下是一组描述一个 1206 芯片元件元件形状的数据:
●
胶液点的位置在元件体的正中间
●
胶液点的尺寸(直径以 mm 为单位)
●
您还需要设定是否要用视像检测系统对胶液点进行检查。如果是的话,您还将需要使用示教功
能对视像系统进行设置(照明等)。
●
然而,由于通常不是所有的 1206 型元件都需要被粘贴,因此您需要设定此类元件中需要被粘
贴元件的具体编号。例如,元件编号为 123456 的 1206 100 Ohm 电阻就应当被粘贴。
●
接下来您可以在贴片列表中定义元件 123456 的哪个具体贴装位置需要被粘贴,例如,因为它
们位于一块已被波峰焊接的印制板的底面(情境 b)。
在所有这些定义都被记录下来从而满足了全部的条件后,一个胶液点将被涂在此元件设定的贴装位
置上。这个胶液点,根据其直径的不同,可由一个或多个单独的胶液点组成。按照喷射分注法,每
一次从喷嘴喷射到目标介质的胶液量几乎完全一致。
设置
在贴片程序中一旦定义了最少一个需要胶液点的元件时,生产设置就会要求使用一个胶液供料器。
胶液供料器将被装配在那些需要被上胶的元件所在的转换料台上。如果您需要粘贴的元件超出了一
个转换料台上您所拥有的位置或者您需要在其他贴片机需要不同贴片头的元件上进行上胶,那么您
将需要在不同转换料台上设置多台胶液供料器。每个贴片头仅能配置一台胶液供料器。
在同一台贴片机上只能使用一台胶液类型相同的胶液供料器。
在配置胶液供料器时,我们建议您将它安装在料台中心的一个固定位置上。这样,在需要粘贴几种
不同的元件时,贴片头的行程路径就会被缩减到最短。中心位置同时也给了特别是大型元件最大的
自由,例如,当一个长连接器在末端和中部都需要胶液点时。如果您只需要粘贴少量的几个元件,
那么这些元件的供料器模块就应当被安放在尽量靠近胶液供料器的位置。
设置胶液供料器
在配置胶液供料器前,请确保所有与胶液接触的部件都已被正确清洁,而且,这些部件在清洁后已
被正确安放就位。胶液供料器上已拧入一个合适的胶液盒(没有超过其使用期限)。接着,请确保
此胶液供料器已被安放在生产设置中描述的交换料台轨道上,而且被固定就位(已登入)。在这之
后,请将胶液供料器连接到贴片机压缩空气供给系统和贴片机的安全电路上。
如何启用胶液供料器的详细说明请参见 3 "初始操作" [}27] 部分。
2 总则
2.2 模块说明
用户手册 SIPLACE Glue Feeder 05/2020 15
2.2 模块说明
2.2.1 总览
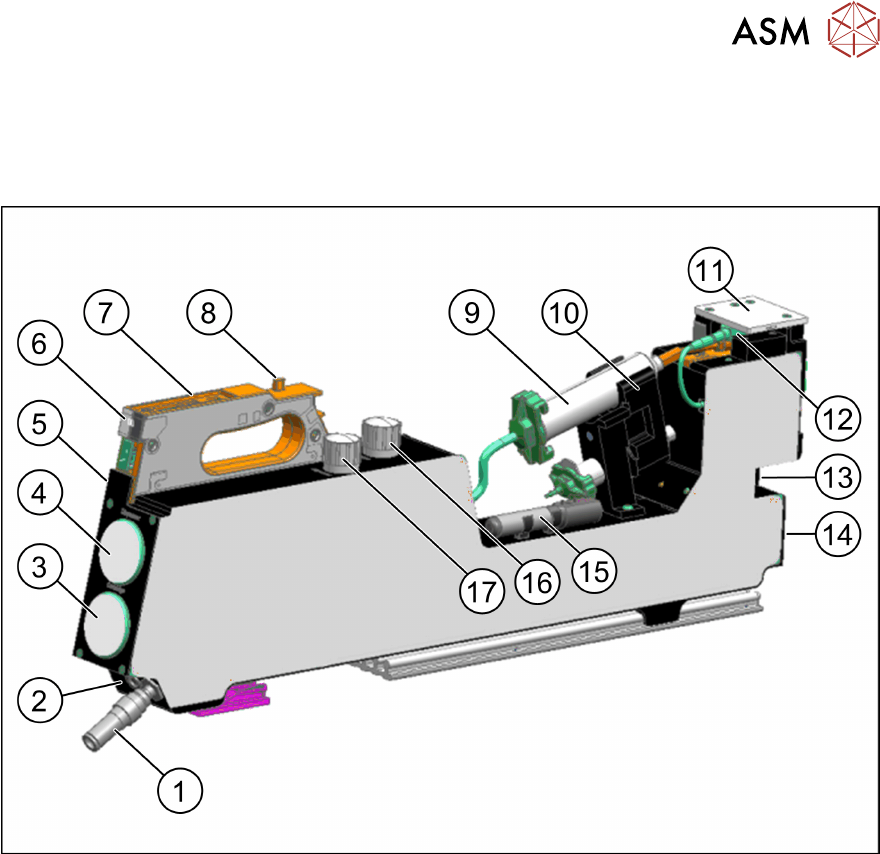
图2: 胶液供料器总览
1. 外部压缩空气供给系统接口 10. 10 ml / 30 ml 胶液盒的固定器
2. 贴片机安全电路接口
3. 测量胶液盒实时压力的压力计 11. 吸嘴
12. 喷嘴加热装置
4. 测量喷射阀处实时压力的压力计 13. 喷射阀处调整弹簧预张力的设置螺丝
5. 移除握柄
6. 状态显示 LED 14. EDIF(能量和数据接口)
7. 控制面板 15. 特殊工具
8. 后对中销 16. 释放分注喷嘴喷射阀压力的减压器
9. 胶液盒
17. 释放胶液盒压力的减压器
部件号 03088129-xx