00197441-07_UM_Glue_Feeder_ZH.pdf - 第23页
2 总则 2.2 模块说明 用户手册 SIPLACE Glue Feeder 05/2020 23 2.2.8 设置表 以下表格可以帮助您找到最合适您要求的胶液供料器设置。由于粘结剂的种类较多,该表格仅是在 多年经验积累基础上制作的概览数据,请勿将其作为全面描述的依据。 喷射阀 的压力 胶液盒的压力 阀门推杆设置 (单位:mm) 温度 (加热) 喷嘴 直径 较小的 胶液点 >0.6 较大的 胶液点 <0.6 避免出现 “…

2 总则
2.2 模块说明
22 用户手册 SIPLACE Glue Feeder 05/2020
2.2.7 系统要求和一般限制
先决条件
胶液供料器只能在使用 SW 706.1 及以上版本、SIPLACE Pro 10.1 及以上版本贴片机软件,并且具
备 X 供料器接口的 SIPLACE 贴片机上使用。
另外,贴片机上必须安装有安全电路接口和压缩空气供给系统接口。以下的改装套件可用于安装所
要求的部件:
●
SX12 / DX12 胶液供料器改装套件,部件号 03091006-xx
●
SX4 / DX4 胶液供料器改装套件,部件号 03091007-xx
●
X 系列胶液供料器改装套件,部件号 03091008-xx
限制
一个悬臂只能和一个胶液供料器配合使用。
胶液供料器的设计不适用于
●
焊膏
●
厌氧固化胶液(例如强力胶)
●
紫外线固化胶粘剂
在使用紫外线固化胶粘剂时,使用者将负责确保胶液喷嘴的开口处不会暴露在紫外线光照下。
紫外线照射会造成喷嘴内胶液的意外固化。
●
透明的胶粘剂
在某些情况下,可能无法使用视像控制系统对透明(清澈)的胶粘剂进行检测。
其他限制
●
喷射阀一定不能变干,即不能在没有胶粘剂的情况下工作。
●
严禁对安全电路进行桥接
●
清洁胶液供料器时,仅限使用由胶液制造商或 ASMAS 指定的清洁剂。
●
严禁设置出直径在任何位置超出元件大小的胶液点(有污染的危险!)
●
在将胶液涂在较窄的边缘上时——即使它们依然位于元件体上——也仅能分注根据它们的尺寸
进行过调整的胶液点,否则将存在胶液点分散和侧边发生胶液失控喷离的危险。
●
MELF 和 SOD (玻璃二极管)元件
由于元件体是圆形的,所以原则上来说在 MELF 和 SOD (玻璃二极管)元件上不适合使用胶
液。圆形的元件体增加了污染贴片头的危险。因此我们建议不要粘贴这些元件,或者仅在对危
险进行了全面评估后再粘贴这些元件。
2 总则
2.2 模块说明
用户手册 SIPLACE Glue Feeder 05/2020 23
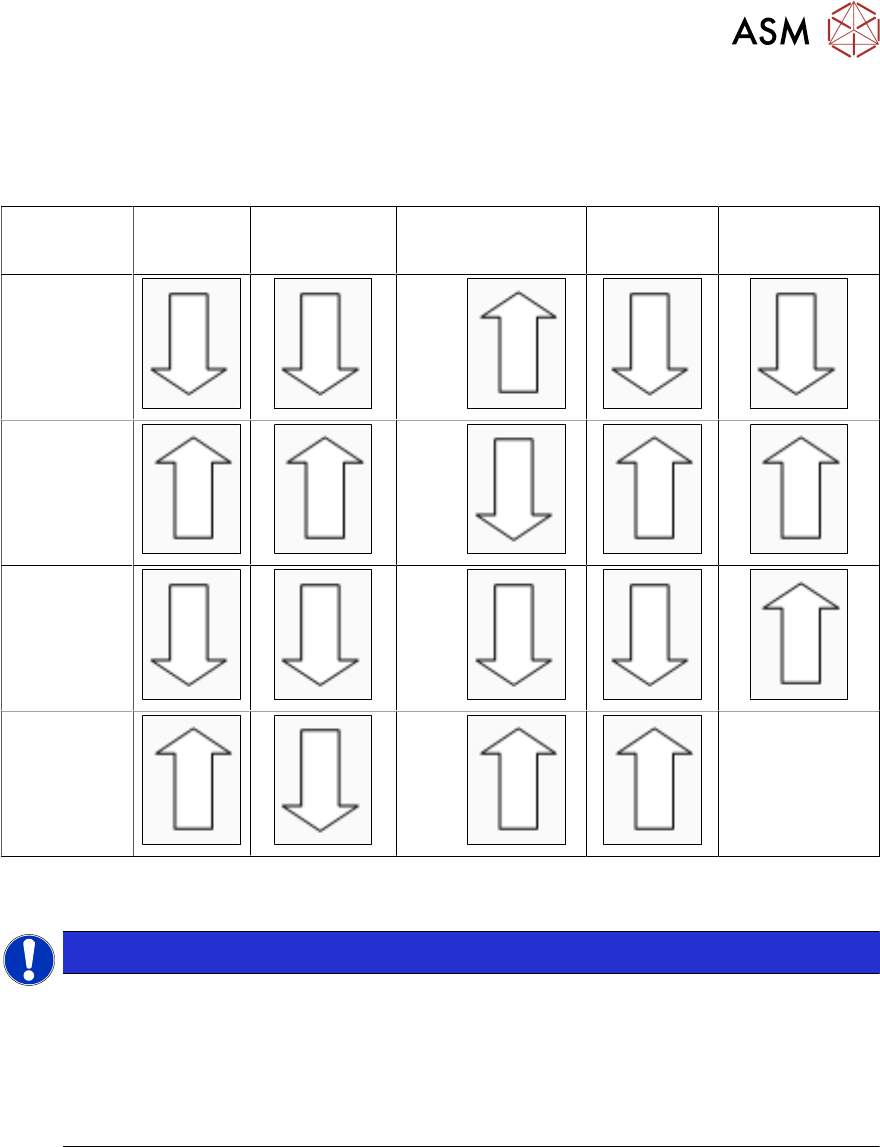
2.2.8 设置表
以下表格可以帮助您找到最合适您要求的胶液供料器设置。由于粘结剂的种类较多,该表格仅是在
多年经验积累基础上制作的概览数据,请勿将其作为全面描述的依据。
喷射阀
的压力
胶液盒的压力 阀门推杆设置
(单位:mm)
温度
(加热)
喷嘴
直径
较小的
胶液点
>0.6
较大的
胶液点
<0.6
避免出现
“卫星图案”
<0.6
避免
喷嘴上残留胶
液
>0.6
--
2.2.9 设置喷射阀门推杆
提示
压力更高时,磨损会增加
喷射阀门推杆的出厂设置为 60N(对应于 0.6mm 的阀门推杆设置)。此设置允许 SIPLACE
胶液供料器以可靠且高品质的方式处理常见的基于环氧树脂的 SMD 胶液。
更改此设置后,您可能需要在贴片机上调节特性。
请注意,更高的设置 (>60N) 将导致喷射阀门推杆,尤其是分注喷嘴的磨损加深。
我们建议您在下列几个例子中检查阀门推杆的设置:
●
出厂设置为 0.6mm 的全面检查
●
在您所在的场所使用多胶液供料器的相同设置
●
胶液点质量的优化

2 总则
2.2 模块说明
24 用户手册 SIPLACE Glue Feeder 05/2020
出厂设置为 0.6mm 的全面检查
如胶液点的品质在经过定期维护后仍旧退化,并且如果这一情况无法通过温度与压力的设置而得以
纠正,那么就要使用阀门推杆测量系统(“测量系统 - 阀门推杆调整”,部件号 03126592-01)对阀门
推杆设置进行检查。
可在胶液供料器(部件号 00197278-xx)的保养手册中找到有关喷射阀门推杆的检查与设置的说
明,具体位置为“喷射阀 P-点”一节中的“更换备件”章节。
在一个站点内使用多胶液供料器时相同的设置
为避免不同的供料器之间出现尺寸及胶液点品质上的区别,可用阀门推杆测量系统检查胶液供料器
并在需要时进行调整。
胶液点质量的优化
如您将阀门推杆的设置提高至 >0.6mm (>60N),这也将会使喷射阀中的弹簧预张力提高。这样做的
后果便是胶液点将以更大的力量分注。而这将会对使用粘性更高的胶液时的情况带来改善。
如您提高阀门推杆的设置,那么在两次“喷射”之间流入分注喷嘴的胶液就会变少。这就意味着虽然喷
射的数量保持不变,但涂抹至元件上的胶液数量却在下降。由于胶液的粘性以及元件表面的类型可
能有所不同,因此这种情况将导致胶液点的直径更宽。造成这一情况的原因是胶液的分注力量更
大,因此速度也更快。必须在设置与胶液点检查(由视觉系统开展)相关的特征线时考虑这一变
化。
此外,如果喷射次数保持不变,那么当阀门推杆设置的越高,胶液点就越平。检查胶液点与印制板
之间是否存在接触,并在必要的地方增加喷射次数。
建议如非真正需要,请不要提高阀门推杆的设置。如您所使用的胶液并非我们所推荐的类型,那么
有关阀门推杆设置上的变更就只能供您参考。应特别遵循与喷射阀门推杆及分注喷嘴处磨损增加有
关的信息。
如果您将阀门推杆的设置降为 <0.6mm (<60N),那么这几样特征将按照与上文所述相反的顺序进行
变化。为确保您的胶液点形状处在可接受范围内,请勿将喷射阀门推杆设置为 <0.2mm (<20N)。
喷射阀门推杆的设置范围介于 0.2mm 与 1.5mm(20N 至 150N)之间。