00197441-07_UM_Glue_Feeder_ZH.pdf - 第18页
2 总则 2.2 模块说明 18 用户手册 SIPLACE Glue Feeder 05/2020 2.2.4 喷嘴概述 本节对当前可用的分注喷嘴进行了概述。 部件号 说明 分注喷嘴的形状 03094220- xx 扁平喷嘴 FD6100(100 微米) 1014 03094182- xx 针状喷嘴 ND6150(150 微米) 1016 03120082- xx 针状喷嘴 ND6250(250 微米) 1019 2.2.5 胶液总览 …

2 总则
2.2 模块说明
用户手册 SIPLACE Glue Feeder 05/2020 17
2.2.3 技术数据
胶液供料器的操作压力
与贴片机的连接:
外部连接:
最大 5.6 bar
最大 7.5 bar
制造商所提供的关于操作介质的信息同样适用。
请注意贴片机的压缩空气规范。
长度 584.9 mm
高度 199.5 mm
宽度 57.6 mm,相当于 5 条轨道,每条 8mm
重量 4.6 kg
直径
可能的最小胶液点*
0.7 - 0.8 mm (+/- 0.1mm)
直径
5 次喷胶后形成的胶液点*
1.0 mm (+/- 0.2 mm)
高度
单个胶液点*
0.15 mm (+/- 0.02 mm)
高度
5 次喷胶后形成的胶液点*
0.2–0.3mm
*使用 100 µm 的喷嘴直径和 Heraeus PD205A-Jet胶液(温度为53°C) 或 Loctite3621胶液(温
度为 53°C)
制造商所提供的关于喷射阀的数据(并非针对整体系统)
阀门类型 16 NC
剂量 每次循环 10 – 200 nl
粘度范围 50 - 200,000 mPas (触变胶)
剂量准确度 > 99 % (剂量公差 < 1 %)
剂量频率 一般 15 - 20 ms 或 50 - 67 Hz,最大 150 Hz
接触胶液的材质 不锈钢,非腐蚀性 1.4305,硬质金属 K10 (WC+Co); NBR
操作介质 经过滤压缩空气,无油,过滤细度 40µm
工作压力 2 ..... 8bar
转换时间 < 1 ms
控制 24 V, SPS 兼容
使用寿命 >10
8
转换循环
重量 270 g
环境温度 -5 ..... +40°C
最高加热温度 70°C
2 总则
2.2 模块说明
18 用户手册 SIPLACE Glue Feeder 05/2020
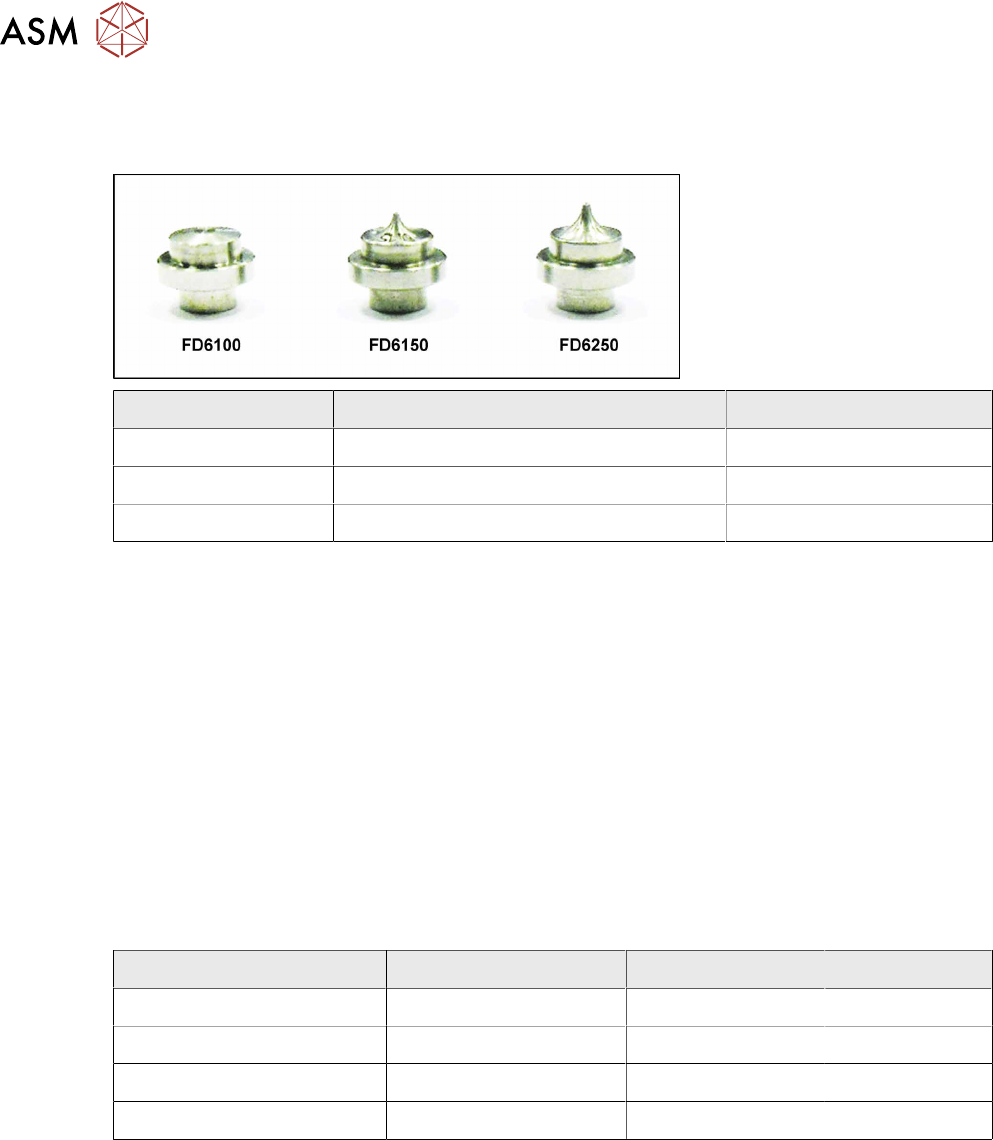
2.2.4 喷嘴概述
本节对当前可用的分注喷嘴进行了概述。
部件号 说明 分注喷嘴的形状
03094220- xx 扁平喷嘴 FD6100(100 微米) 1014
03094182- xx 针状喷嘴 ND6150(150 微米) 1016
03120082- xx 针状喷嘴 ND6250(250 微米) 1019
2.2.5 胶液总览
胶液供料器目前支持使用以下粘结剂:
●
Heraeus PD-205A
●
Loctite 3621
●
Loctite D125F
●
Delo Monopox MK096
由于不同胶液具有不同的特性,因此您需要根据胶液的不同类型调整胶液盒、喷射阀的压力以及胶
液的温度。温度可通过贴片机软件进行设定,也可在需要时直接在胶液供料器内设置。
以下表格列出了每种胶液的最佳数值。
胶液 胶液盒的压力 喷射阀的压力 标称温度
Heraeus PD-205A 1.5bar 3.0bar 53°C
Loctite 3621 / 3609 / 3619 1.5bar 3.0bar 53°C
Loctite D125F 3bar 4.5bar 53°C
Delo Monopox MK096 1.5bar 3.0bar 40°C
关于温度的一般注意事项
喷射块处胶液的温度将通过一个传感器读取,然后再调整到目标值。如果还没有设定目标值,那么
胶液温度将被设定为默认的
40°C
。这一温度可以从
40°C
设置到最高的
70°C
。
分注时所允许的公差范围是目标值的
±3°C
。在超出或回到了这个范围时,胶液供料器就会向贴片机
发送一个信号。超出公差范围时将无法进行分注。
温度的提升通过喷射块的喷嘴加热功能实现。温度的降低则仅能通过环境温度被动冷却。如果胶液
供料器的加工过程被中断超过 10 分钟,为节省胶液,喷嘴加热装置将被自动开启。
关于压力的一般注意事项
如果胶液供料器并非通过外部设备而是通过贴片机压缩空气接头供给压缩空气,建议将喷射阀的减压
器压力设置为最大 4.5bar。通常,2 至 4.5 bar(最大值)的气压对于所有常规 SMT 粘合剂已足够。
2 总则
2.2 模块说明
用户手册 SIPLACE Glue Feeder 05/2020 19
如果要在生产时使用大于 4.5 bar 分注压力的特定粘合剂,应通过(独立于贴片机的)外部压缩空气
接头供给胶液供料器。
例如:如果将分注压力设置为 4.5 以上,启用其他压缩空气设备(如料带切割器)时,压力会瞬时
下降到 4.5。这样会导致生产出大小不一的胶滴。
提示
使用相同的温度设置
为了使相同生产流程中的多个胶液供料器所使用的不同粘结剂温度设置相同,我们建议您使
用胶液供料器调校装置(部件号03214618-xx)调整各台胶液供料器。请参见 4.3.3
"校准温
度调节装置" [}67]。
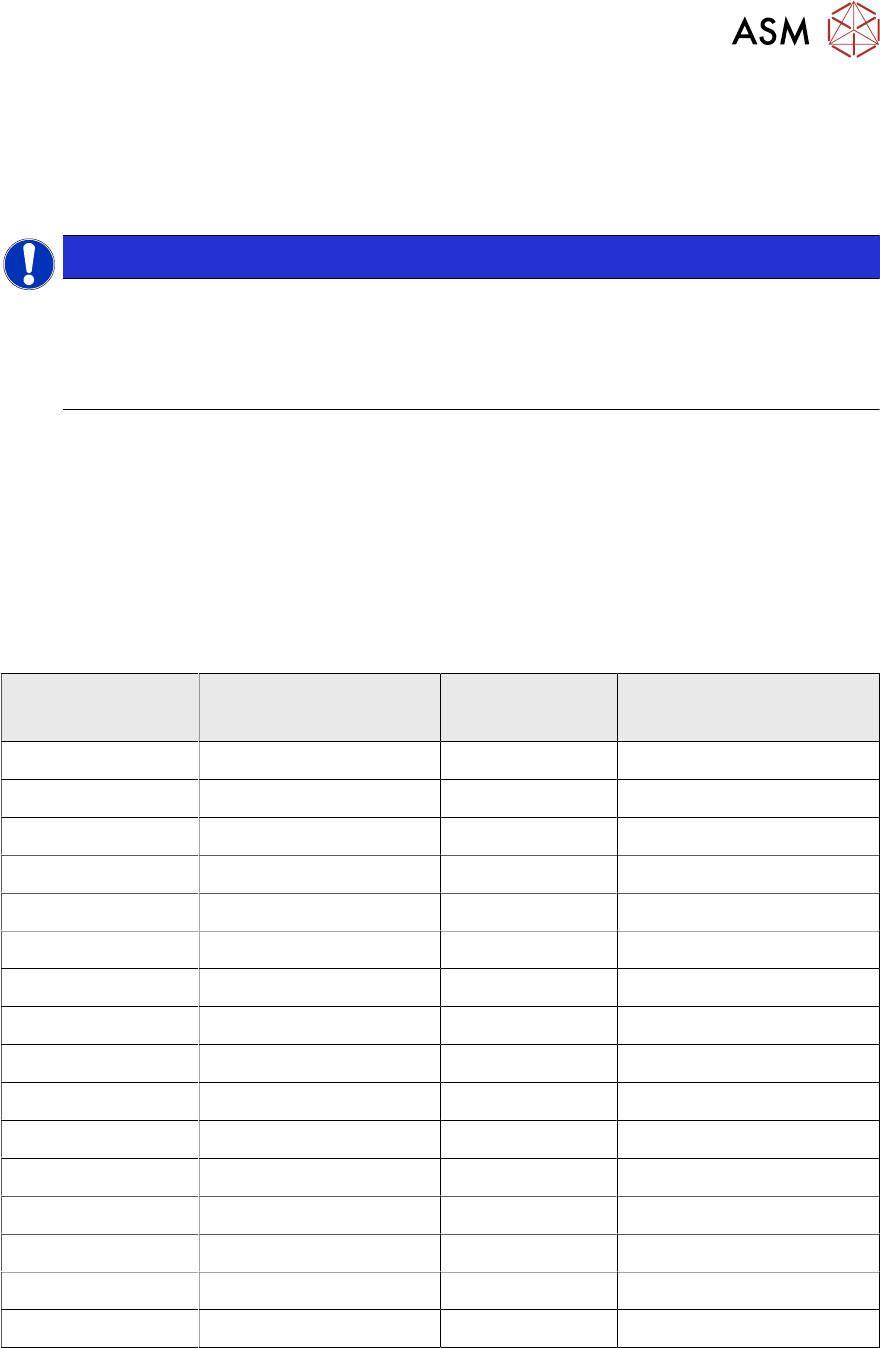
2.2.6 胶液点示例
此部分包含几种可创造出不同直径和高度的胶液点的设置示例。
根据元件表面情况的差异(粗糙或平滑),胶液的表现可能有所不同。
Heraeus PD205A 胶液、 Loctite 3621 / 3609 / 3619 示例
基本数据:温度 53°C,100µm 扁平喷嘴,胶液盒处的压力 1.5bar,喷射阀处的压力 3bar,每次喷
射时间 20ms
喷射次数 直径以 mm 为单位 公差 胶液点的高度,以 mm 为单
位
1 0.6 ±0.2 0.1
2 0.7 ± 0.2 0.15
3 0.8 ± 0.3 0.2
4 0.85 ± 0.3 0.25
5 0.9 ± 0.3 0.3
6 0.95 ± 0.3 0.3
8 1.0 ± 0.3 0.35
12 1.1 ± 0.4 0.4
16 1.2 ± 0.4 0.5
32 1.4 ± 0.4 0.55
48 1.6 ± 0.4 0.6
64 1.8 ± 0.4 0.7
96 2.0 ± 0.5 0.9
128 2.2 ± 0.5 1.0
192 2.4 ± 0.6 1.4
256 2.6 ± 0.6 1.8
如果印制板上存在焊膏,您应当使用直径为 0.9 mm 的胶液点进行粘贴以保证达到要求的胶液高度。