3OM-1842-002_G5S_Vol3.pdf - 第225页
3OM-1842 2-57 1303-001 2.7 Schermata "Nozzle Stocker" [3] [2] [1] F3B56 [1] T asto compensazione Quando è premuto questo tasto, sono visualizzati i dati di compensazione della scheda selezionata. Note Quando è …
3OM-1842
2-561303-001
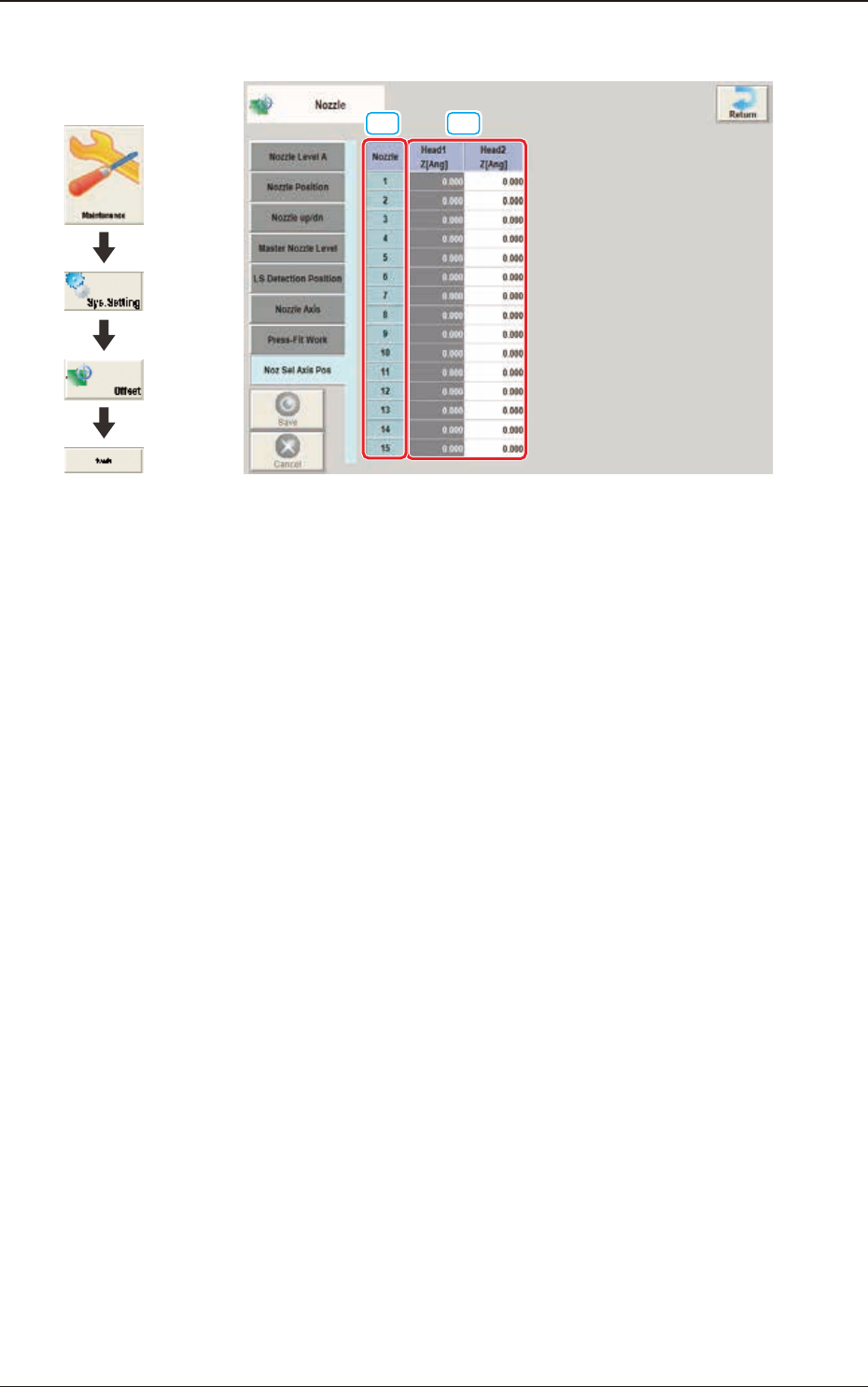
2.6.8 Scheda "Noz Sel Axis Pos"
[2][1]
F3B55
[1] Nozzle
In queste caselle è visualizzato ciascun numero di ugello.
[2] Head1, Head2
Z [Ang]
Questi parametri di compensazione sono utilizzati per correggere la relazione
di posizione tra l'asse di selezione degli ugelli e l'ugello.
2.6 Schermata "Nozzle"
Grafica dello
svolgimento
3OM-1842
2-571303-001
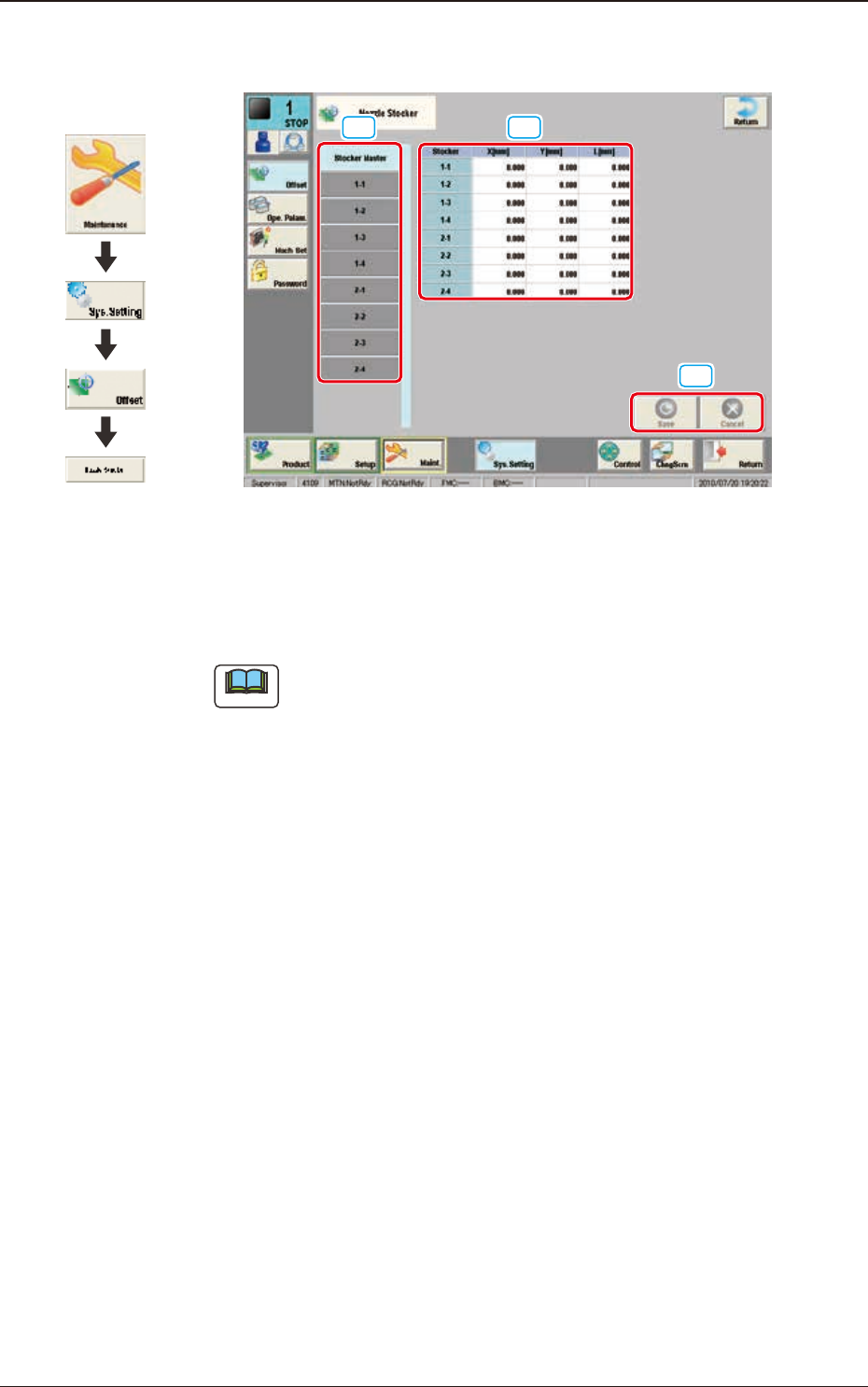
2.7 Schermata "Nozzle Stocker"
[3]
[2] [1]
F3B56
[1] Tasto compensazione
Quando è premuto questo tasto, sono visualizzati i dati di compensazione
della scheda selezionata.
Note
Quando è premuto il tasto
[Stocker Master]
, sono visualizzati i valori
impostati da 1-1 a 1-4 e da 2-1 a 2-4.
[2] Sezione visualizzazione dati di compensazione
In questa sezione sono visualizzati i dati di compensazione selezionati al
punto [1].
[3] Tasto [Save]
Quando è premuto questo tasto, i dati inseriti sono salvati.
Tasto [Cancel]
Quando è premuto questo tasto, i dati inseriti sono annullati e si torna ai dati
salvati.
2.7 Schermata "Nozzle Stocker"
Grafica dello
svolgimento
3OM-1842
2-581303-001
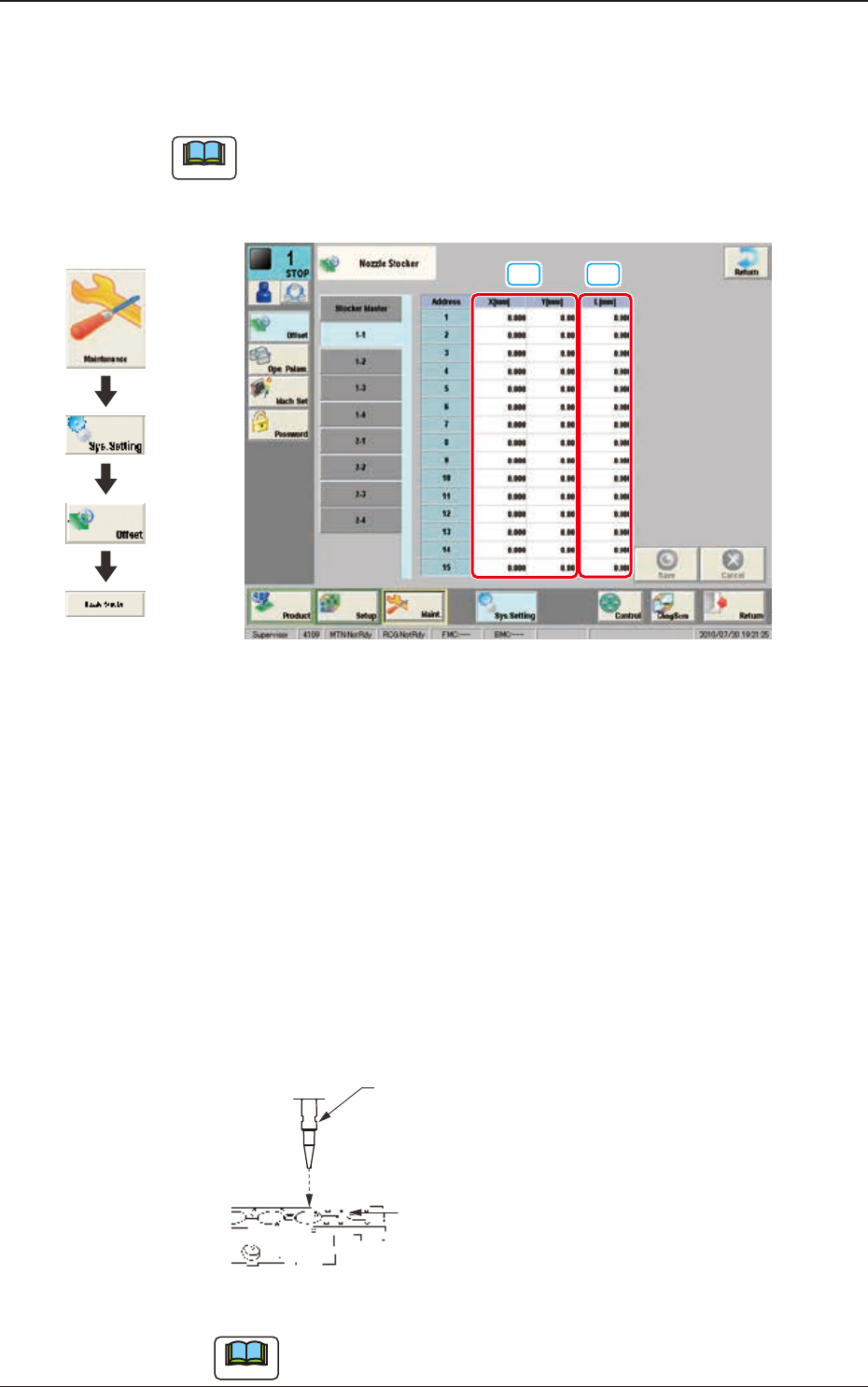
2.7.1 Da 1-1 a 1-4, da 2-1 a 2-4
Quando nella scheda "Offset Data" è premuta la scheda [Nozzle Stocker], ed è
premuta la scheda [1-1], è visualizzata la scheda che segue.
Note
(a) La stessa scheda è visualizzata da [1-2] a [2-4].
(b) La scheda visualizzata potrebbe avere un aspetto diverso, in base
all’opzione selezionata.
[1]
[2]
F3B57
[1] X (Orizzontale) e Y (Verticale) [mm]
Questi dati di compensazione sono utilizzati per regolare la deviazione dal
valore designato per la posizione dell’alloggio ugelli in base alle coordinate
di base XY di individuazione PCB (coordinate XY di riferimento macchina:
origine P0).
Le coordinate XL di riferimento macchina sono impostate sui valori di
riferimento.
Quando è impostato il valore positivo (+) per il valore di compensazione, la
posizione di cambio ugello è cambiata in direzione X (+) e Y (+).
[2] L (Altezza) [mm]
Quando è inserito un valore con un segno più (+), la posizione di cambio
ugello (altezza) è modicata in direzione L (+) e, di conseguenza, la corsa
discendente è aumentata.
Ugello
Livello montaggio ugello
(superficie superiore del blocco alloggio ugelli)
L(+)
F3B58
Note
Il precedente parametro "L" è effettivo solo nell'ugello master.
2.7 Schermata "Nozzle Stocker"
Grafica dello
svolgimento