XPM2_XPM3 Technical Ref Manual Conveyor1.pdf - 第35页
VI TRO NICS-SOLTEC REFLO W SOLDERING SYSTEMS Oc tober 10, 2008 35 XPM 2 / XPM 3 Technical Reference M anual C onv ey or Sy stem s 12. Decouple the lane 1 mov eable rail Acm e nuts : Loos en the set screw s in the onload …
VITRONICS-SOLTEC REFLOW SOLDERING SYSTEMS
October 10, 2008
34
XPM2 / XPM3 Technical Reference Manual Conveyor Systems
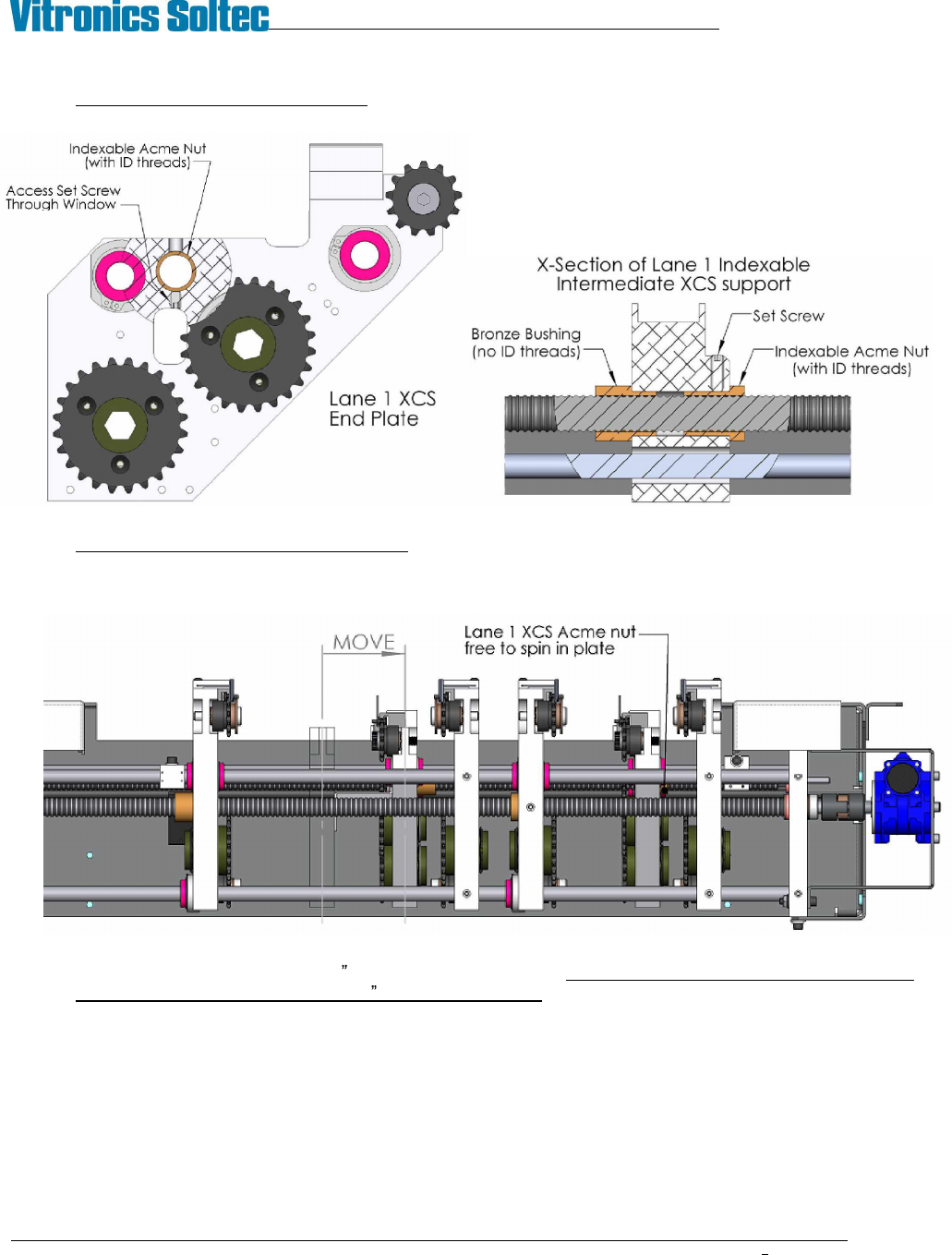
9. Decouple the lane 1 XCS Acme nuts by loosening the set screws in the onload and offload XCS end plates
and intermediate support nest(s).
10. Move the lane 2 XCS toward the fixed rail by operating the XCS width adjust system. Make the move in
small increments, stopping to rotate the indexable XCS Acme nuts in lane 1 so that the rail stays straight
and the XCS chain does not run into the fixed rail. It may be necessary to temporarily remove the XCS
chain and rail from lane 1 while performing this step.
11. Once the XCS is approximately 1 (25mm) from the fixed rail adjust each of the lane 1 XCS Acme nuts to
achieve the target dimensions (±.005 ) calculated in step 6. Be very careful to not over tighten the set
screws when locking the adjustable Acme nuts in position. It is very easy to distort the Acme threads
enough to bind the nut on the feedscrew.
VITRONICS-SOLTEC REFLOW SOLDERING SYSTEMS
October 10, 2008
35
XPM2 / XPM3 Technical Reference Manual Conveyor Systems
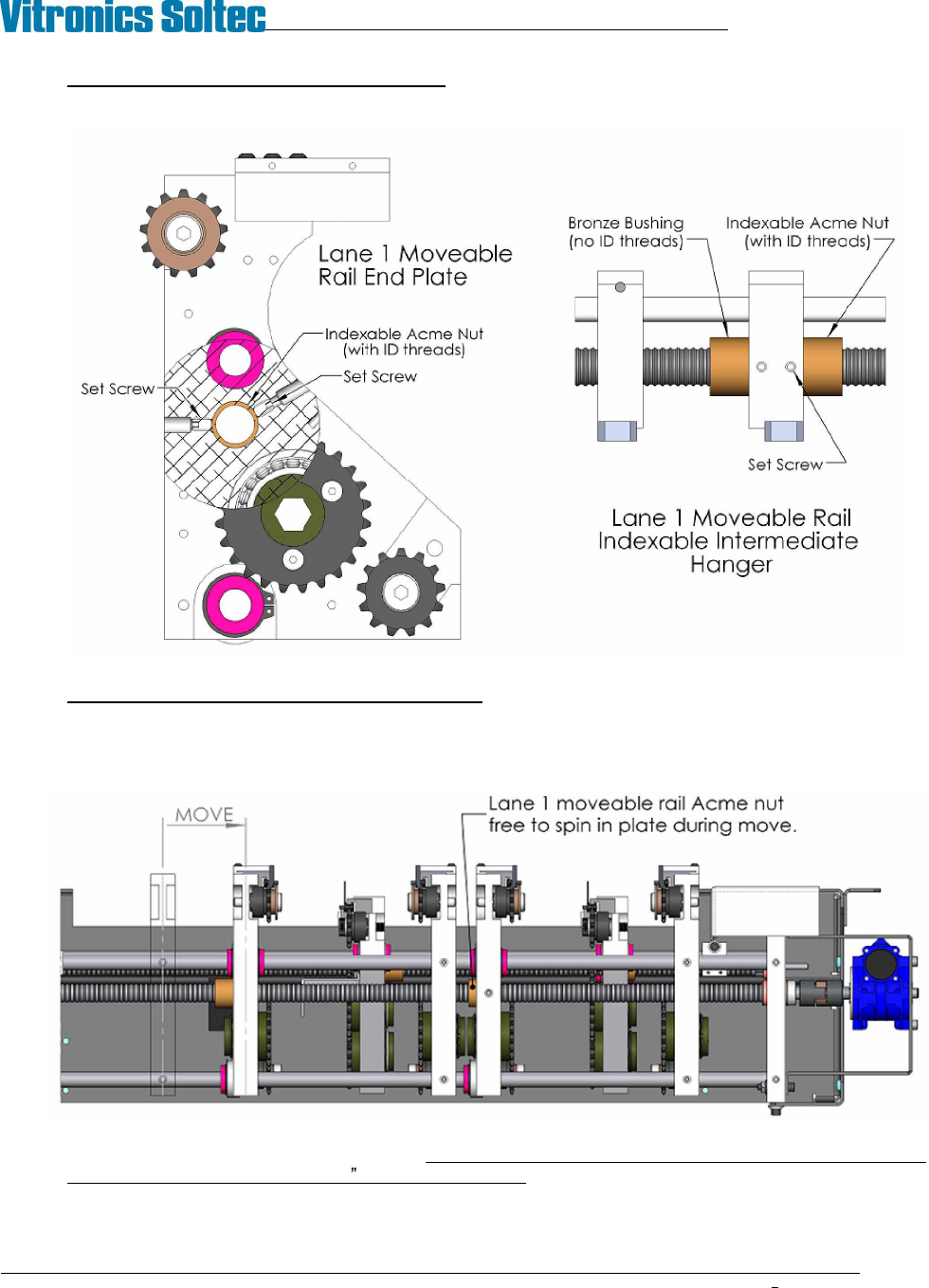
12. Decouple the lane 1 moveable rail Acme nuts: Loosen the set screws in the onload and offload end plates
and intermediate rail hanger(s). Note that there are two set screws acting on the Acme nut in each of the
end plates.
13. Move the lane 2 moveable rail toward the fixed rail by operating the edge rail width adjust system. Make
the move in small increments, stopping to rotate the indexable Acme nuts in lane 1 so that the rail stays
straight and does not run into the XCS. It may be necessary to temporarily remove the moveable rail and
chain from lane 1 while performing this step.
14. When the moveable rail is close to position adjust each of the lane 1 moveable rail Acme nuts to achieve
the exact target dimensions (±.005 ) calculated in step 6. Be very careful to not over tighten the set
screws when locking down the adjustable Acme nuts. It is very easy to distort the Acme threads and
cause the nut to bind on the feedscrew.
VITRONICS-SOLTEC REFLOW SOLDERING SYSTEMS
October 10, 2008
36
XPM2 / XPM3 Technical Reference Manual Conveyor Systems
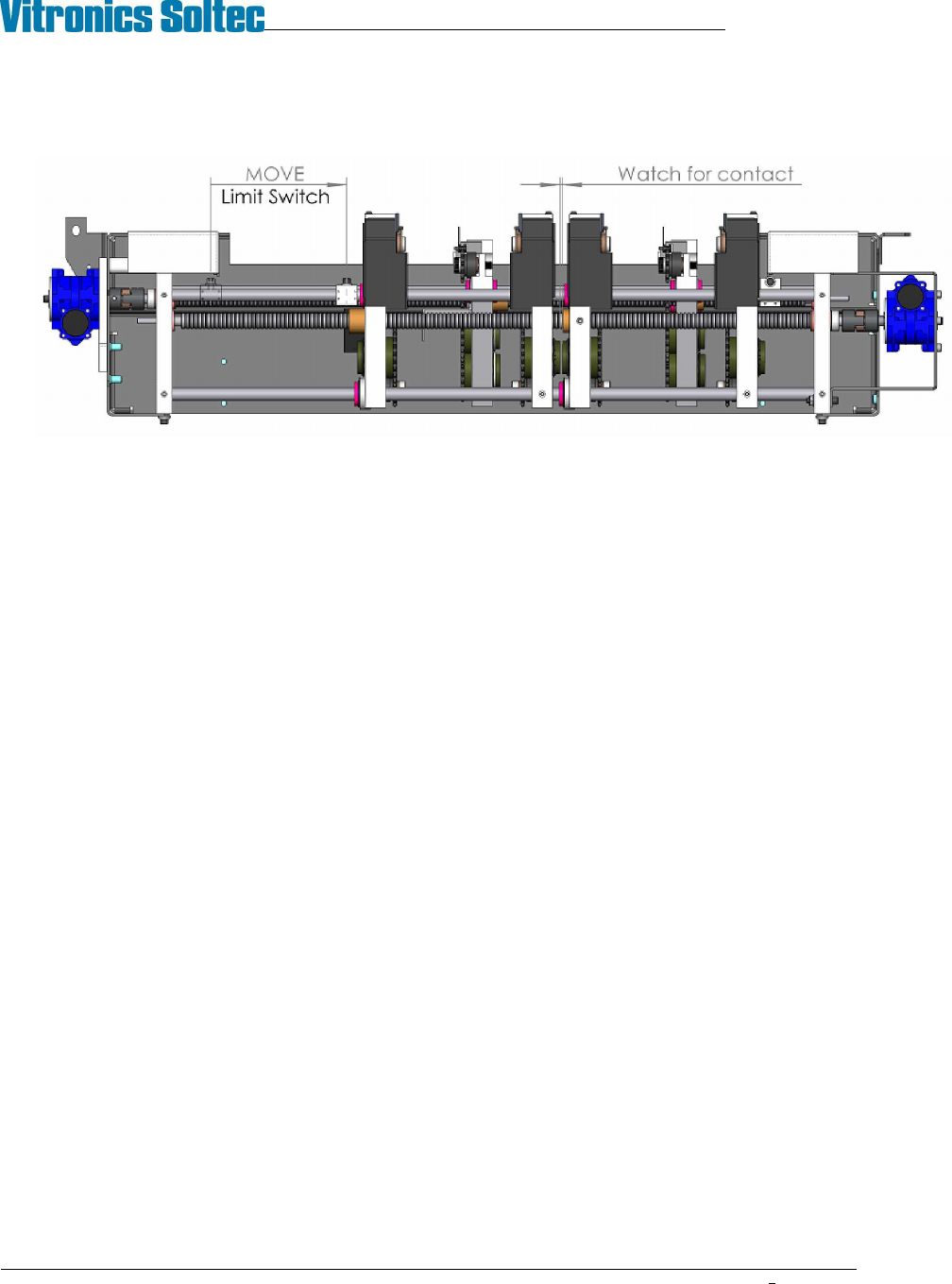
15. Reset the location of the end of travel limit switch block so that it stops the moveable rail before the lane 1
moveable end plate contacts the lane 2 fixed endplate.
16. Verify all lane parallel and XCS height measurements before returning machine to service.