XPM2_XPM3 Technical Ref Manual Conveyor1.pdf - 第48页
VI TRO NICS-SOLTEC REFLO W SOLDERING SYSTEMS Oc tober 10, 2008 48 XPM 2 / XPM 3 Technical Reference M anual C onv ey or Sy stem s T ROUBLESHOOTIN G: The quadra ture encode r us ed on the rail width adjus t i s not s ubje…
VITRONICS-SOLTEC REFLOW SOLDERING SYSTEMS
October 10, 2008
47
XPM2 / XPM3 Technical Reference Manual Conveyor Systems
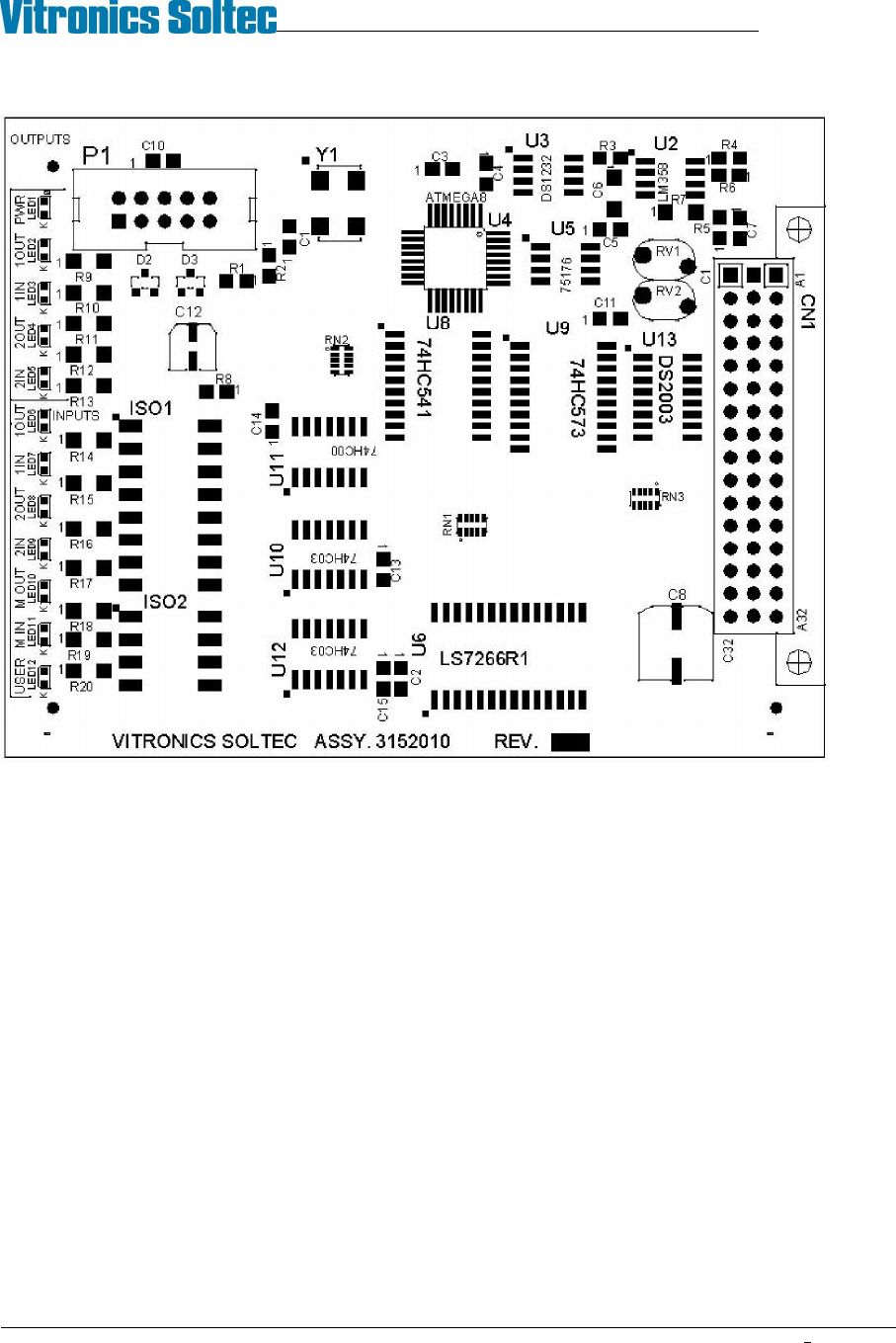
3152010A future two axis controller board.
Each quadrature counter has a digital input filter that is synchronized with the 8 megahertz microcontroller clock on
the two axis rail controller board to filter out noise on the channel A and channel B inputs for each quadrature
encoder.
Each quadrature counter is set up to count on every state transition (count up and count down) from a quadrature
encoder. This is called 4X mode and results in the 250 pulse per revolution encoder used on the rail width adjust
producing an equivalent of 1000 counts per revolution instead of 250.
The quadrature counter used on the two axis rail controller is a 16 bit counter on the 3152001 board and a 24 bit
counter on the 3152010 board. Each quadrature counter counts independently of the microcontroller and does not
lose counts as long as power is not shut off to the oven.
Channel A leading channel B results in counting up. Channel B leading channel A results in counting down.
VITRONICS-SOLTEC REFLOW SOLDERING SYSTEMS
October 10, 2008
48
XPM2 / XPM3 Technical Reference Manual Conveyor Systems
TROUBLESHOOTING:
The quadrature encoder used on the rail width adjust is not subjected to much mechanical stress because of the
slow rotating speed of the rail adjust lead screw and also due to the intermittent operation of the rail width adjust
hardware. A properly aligned quadrature encoder shouldn t wear out or need to be replaced.
If an auto rail position fails to count or update verify the following:
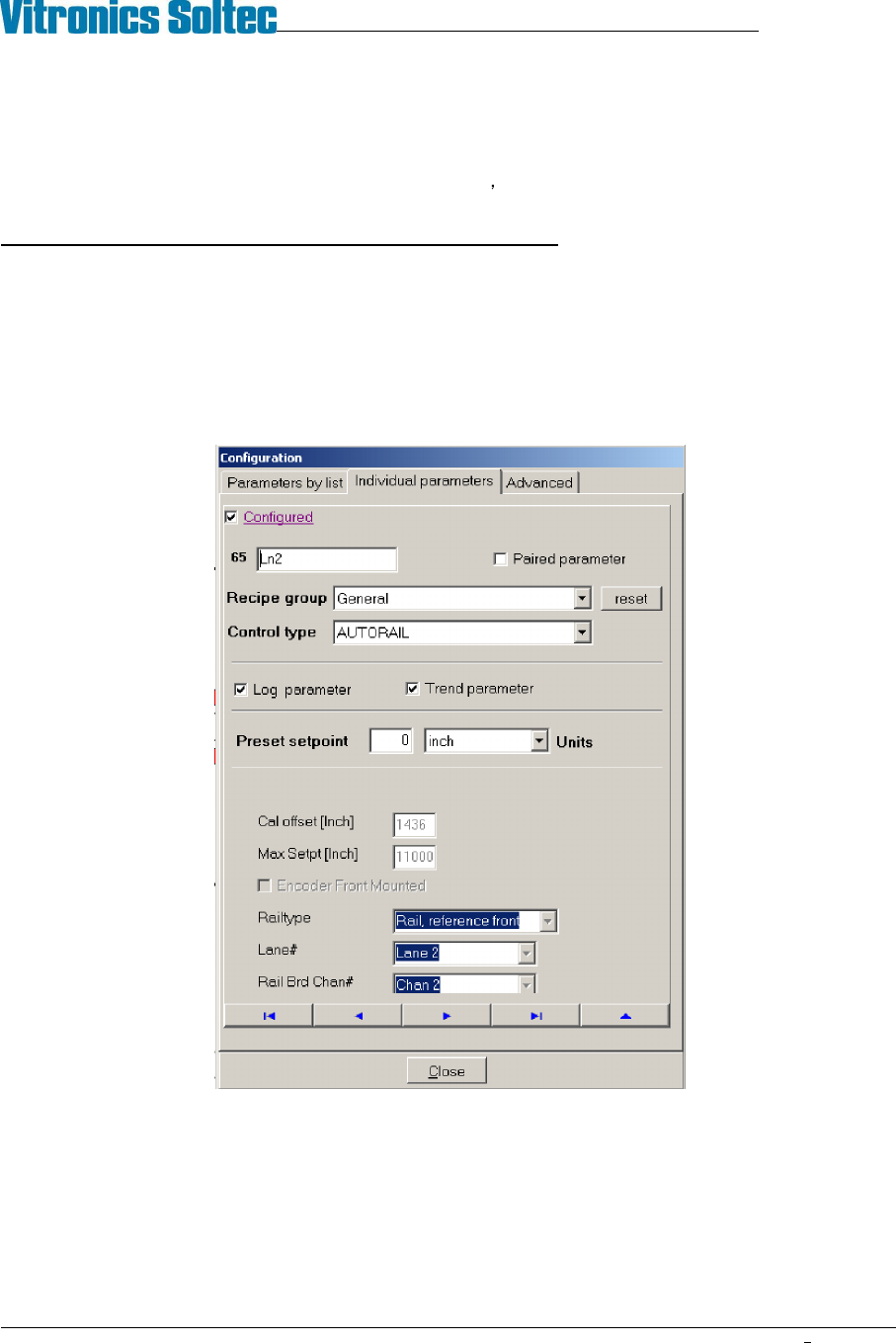
1. The PC oven software is configured correctly. The correct lane number, and axis type is specified for an axis.
The valid choices for lane number are 1 or 2. The axis type determines how and what direction the oven
controller moves and axis. The valid selection choices for axis type are moveable rail reference front,
moveable rail reference rear, board support 1 or board support 2. To view this configuration will require the
highest level of password. The configuration can be viewed under the Vitronics Soltec menu. Go to
Configuration, Parameters, Individual Parameters. Click on the button with the blue arrow pointing to the right
until you come to the parameter you wish to view.
An axis will always reference at its fixed rail location by moving towards the fixed rail until the in limit switch
input is encountered and then moving away from the fixed rail in the opposite direction until the in limit switch
input is present again. Each quadrature counter is cleared or reset to zero when a rail axis is set to its in limit
switch and then moved away from the in limit switch until the in limit switch signal is present again. This is
considered the true reference position for an axis. Because the make contact distance for a limit switch can
vary due to the large amount of over travel built into the switch mechanism, but the break contact distance is
relatively constant and therefore more accurate to use as a reference.
VITRONICS-SOLTEC REFLOW SOLDERING SYSTEMS
October 10, 2008
49
XPM2 / XPM3 Technical Reference Manual Conveyor Systems
2. The cable assembly (3156025) to the rotary encode is securely connected. Each rotary encoder has a finger
release on the connector to disconnect the 5pin cable assembly from the encoder.
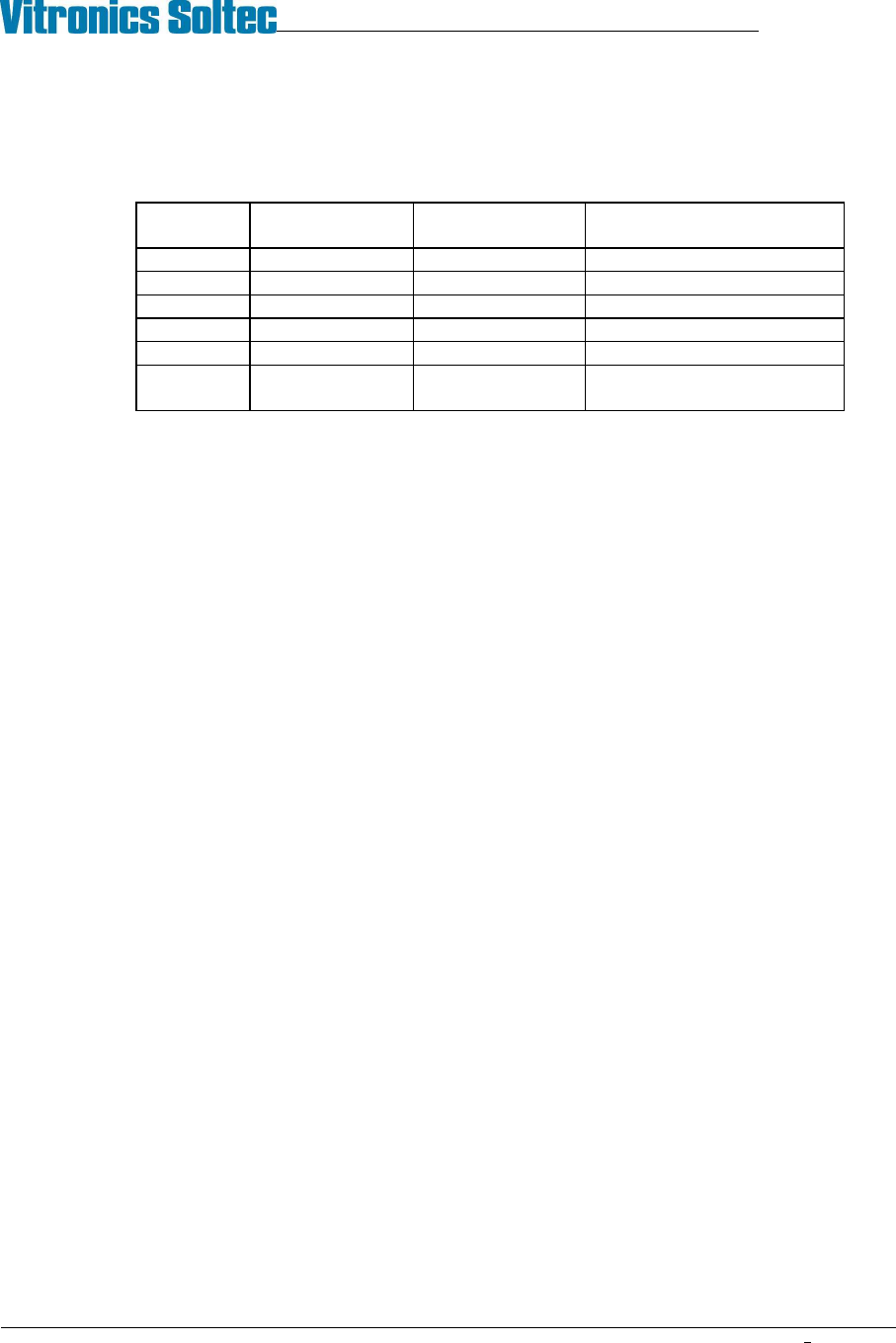
3. Verify the continuity of the encoder cable assembly 3156025.
Wire Color A1-P46 or
A1-P47 Pin #
5 Pin Connector
on Encoder Pin #
Description
Red 1 4 5 VDC
Green 2 3 A channel output signal
White 3 5 B channel output signal
Black 4 1 0V dc common
Shield 5 No connection Shield
- - 2 Index output signal (not
used)
4. Monitor the output signals on the 5pin connector on the A1 board for each encoder in question.
5. The channel A and channel B outputs should transition from 0v to 5v while a lead screw is rotating and 5v
power should be present between pin 1(-) and pin 4(+) on the 5 pin connector on each encoder.
6. Verify that the plastic encoder disk is secured firmly on the lead screw by the set screw in the mounting collar.
7. Refer to the attached encoder manufactures instructions to verify the alignment of the encoder using the
alignment tool supplied by the manufacturer to properly align the plastic optical disk with the sensor assembly.
8. Replace the encoder assembly (1480801) if the output signals do not transition correctly or if the plastic optical
disk appears to be damaged.