00193328-01.pdf - 第217页
Betriebsanleitung Linienrechner UNIX 6 Produ kt / Gehäuseform Softwareversion 503.xx Ausgabe 02/2002 6.1 Gehäuseform-Ed itor (GF-Editor) 215 I t I I Die nachfolgende T abelle zeigt die Umsetzung des eingegebenen W ertes …
6 Produkt / Gehäuseform Betriebsanleitung Linienrechner UNIX
6.1 Gehäuseform-Editor (GF-Editor) Softwareversion 503.xx Ausgabe 02/2002
214
I
t I I
Vorgehensweise beim Editieren:
(gilt auch für den Editiervorgang in den nachfolgend beschriebenen Auswahlfeldern)
● Editierfeld anklicken, die entsprechende Zahl eingeben und die Eingabe mit der RETURN-Taste
bestätigen.
HINWEIS
Wurden nicht erlaubte Zahlen (z.B. eine zu hohe oder keine Zahl für die Dosierstufe) oder Zeichen
und Buchstaben eingegeben, werden die fehlerhaften Felder rot umrandet dargestellt und müssen
richtiggestellt werden.
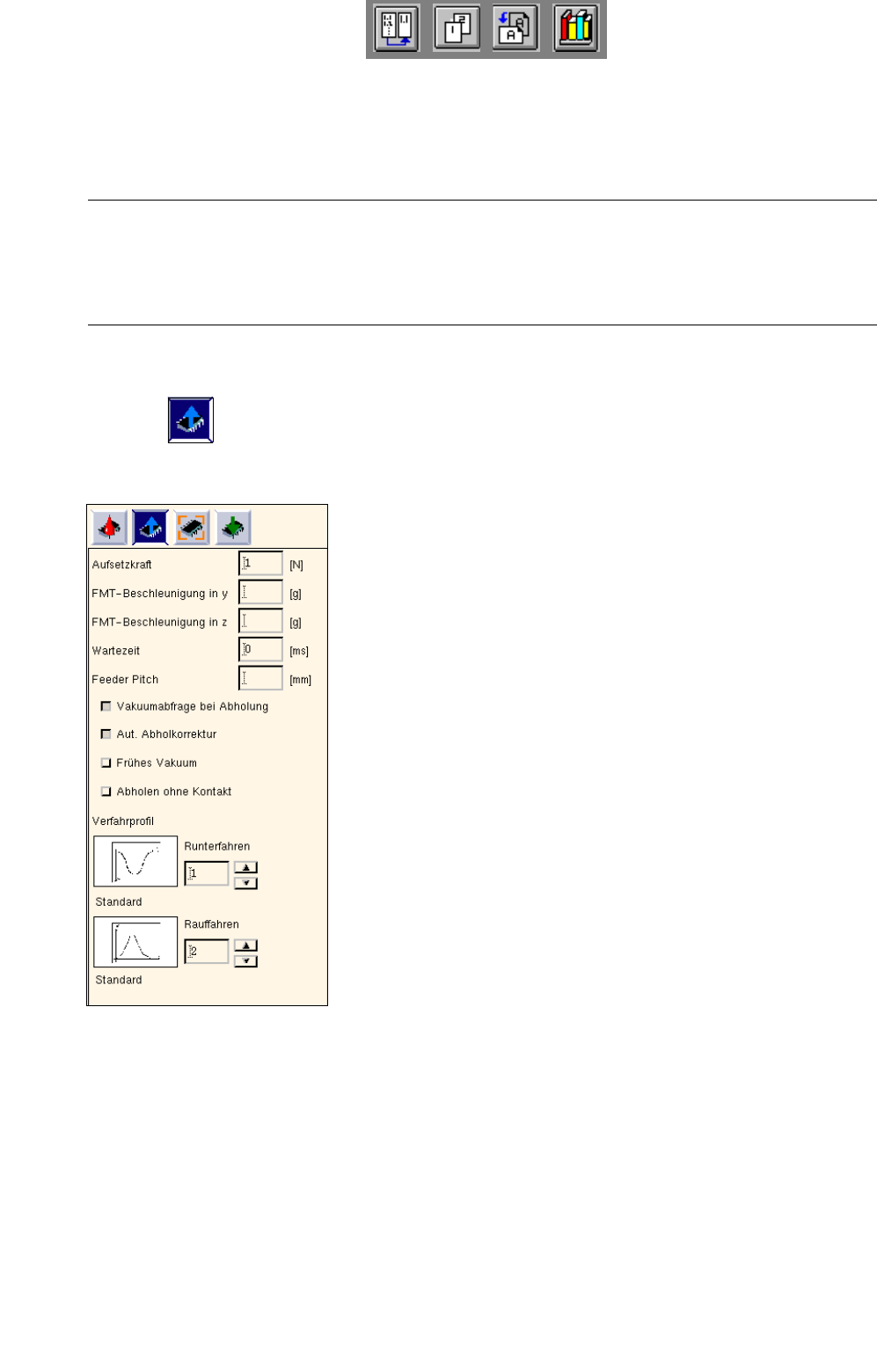
Auswahlfeld für den Abholvorgang
● Die Ikone anklicken.
Das Auswahlfeld zur Festlegung des Handlings beim Abholvorgang wird angezeigt.
- Aufsetzkraft [N] Hier wird als Vorgabe für die Kraft ein Wert von 1 bis 10 einge-
tragen, der dann in die tatsächliche Aufsetzkraft umgesetzt wird
(siehe nachfolgende Tabelle).
Die Einstellung der Kraft, mit welcher die Pipette auf das BE
bzw. das BE auf die Leiterplatte aufgesetzt wird, ist von folgen-
den Parametern abhängig:
Material des BE-Gehäuses
Größe des BE’s
Pipettenmaterial
Zusammensetzung (Konsistenz) des Klebstoffes oder
der Lotpaste
Betriebsanleitung Linienrechner UNIX 6 Produkt / Gehäuseform
Softwareversion 503.xx Ausgabe 02/2002 6.1 Gehäuseform-Editor (GF-Editor)
215
I
t I I
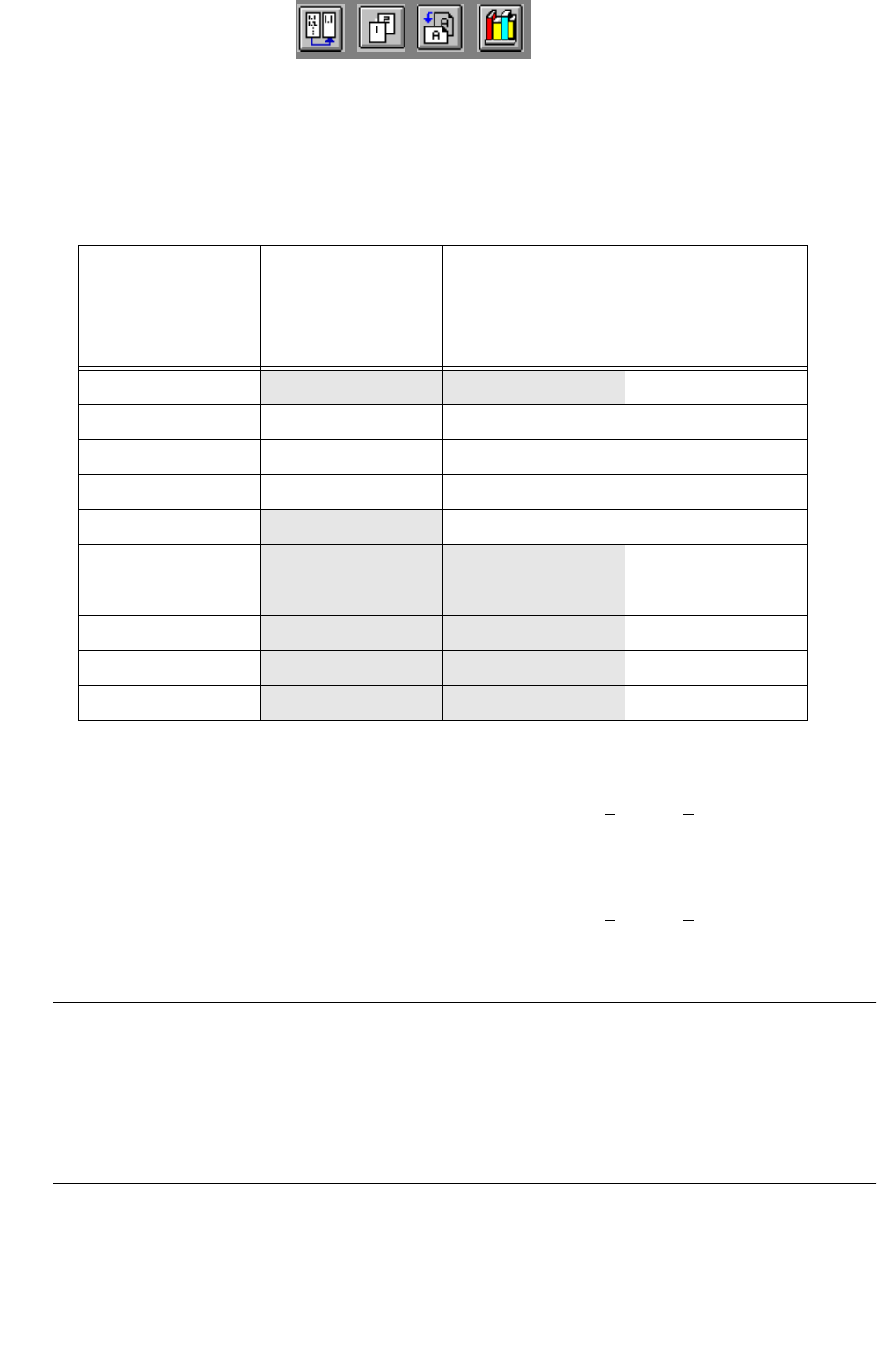
Die nachfolgende Tabelle zeigt die Umsetzung des eingegebenen Wertes (Kraftvorgabe) in den Wert
der tatsächlichen Aufsetzkraft für den jeweiligen Bestückkopftyp und die verwendeten Pipetten.
Liegt der eingegebene Wert unter- oder oberhalb des möglichen Kraftbereiches, wird die minimale
bzw. maximale Aufsetzkraft für den jeweiligen Kopftyp eingestellt (siehe schattierte Zellen).
- FMT-Beschleunigung in y [g] Hier kann ein Wert zwischen > 0.1 und < 1.2 für die
Beschleunigung der Y-Achse (Zuführachse) des MTC’s
eingegeben werden.
- FMT-Beschleunigung in z [g] Hier kann ein Wert zwischen > 0.1 und < 0.8 für die
Beschleunigung der Z-Achse (Hubachse) des MTC’s
eingegeben werden.
HINWEIS
Wird im Feld "FMT-Beschleunigung in y [g]" bzw. "FMT-Beschleunigung in z [g]" kein Wert eingegeben,
verfährt die jeweilige Achse des MTC’s mit maximaler Beschleunigung.
Eine Reduzierung der Beschleunigung ist aber häufig erforderlich, da es Bauelemente gibt, die beim Ein-
fahren des Flächemmagazin-Trägers in die Bestückstation bzw. beim Verfahren des Liftes nach unten
oder oben bei maximaler Beschleunigung der Achsen aus den Flächenmagazinen fallen würden.
- Wartezeit [ms] Hier kann ein Wert für die Wartezeit in ms beim Abholen des
Bauelements eingetragen werden.
eingegebener Wert
[N]
(Kraftvorgabe)
Tatsächliche
Aufsetzkraft [N]
für
Revolverkopf
mit Pipetten 3xx
oder 6xx
Tatsächliche
Aufsetzkraft [N]
für
Revolverkopf
mit Pipetten 7xx,
8xx oder 9xx
Tatsächliche
Aufsetzkraft [N]
für
IC-Kopf
mit Pipette 4xx
1
2,4 2,4 1,3
22,42,42
3333
4444
5
455
6
4 56
7
4 57
8
4 58
9
4 59
10
4 510
Tab. 6.1 - 1 Aufsetzkräfte
6 Produkt / Gehäuseform Betriebsanleitung Linienrechner UNIX
6.1 Gehäuseform-Editor (GF-Editor) Softwareversion 503.xx Ausgabe 02/2002
216
I
t I I
- Feeder Pitch [mm] Hier kann der Abstand in mm zwischen zwei Bauelementen in
der Verpackung (z.B. im Gurt) angegeben werden.
- Vakuumabfrage bei Abholung Bei der Abholung des Bauelement wird mittels Sensoren
abgefragt, ob das Bauelement aufgenommen wurde.
(Prüfung des Vakkuums an der Saugpipette)
- Aut. Abholkorrektur Ist diese Option aktiviert, wird an der Station der ermittelte
Abholoffset automatisch korrigiert, so dass das Bauelement
mittig abgeholt wird.
HINWEIS
Für Bauelemente, die nicht mittig abgeholt werden können, muss die Option "Aut. Abholkorrektur" deakti-
viert werden.
- Frühes Vakuum Ist diese Option aktiviert, wird das Vakuum früher eingeschaltet,
als es standardmäßig festgelegt ist.
- Abholen ohne Kontakt Ist diese Option aktiviert, wird das Bauelement ohne Aufsetzen
der Pipette auf das Bauelement (d.h. kontaktlos) abgeholt.
Verfahrprofil
In diesem Bereich kann das Verfahrprofil der z-Achse beim Runterfahren und Rauffahren während des
Abholvorgangs mit Hilfe der Pfeilbuttons eingestellt werden.
- Runterfahren Hier können folgende Parameter eingestellt werden:
1 Standard
17 Kontaktlos
(Dieser Parameter ist automatisch eingestellt, wenn die
Option "Abholen ohne Kontakt" aktiviert wurde.)
- Rauffahren Hier können folgende Parameter eingestellt werden:
2 Standard
3 Langsam anfahren
4 Schleichend anfahren
HINWEIS
Wurde kein Verfahrprofil eingestellt, ist in dem entsprechenden Editierfeld nur eine gestrichelte Linie
(----) eingetragen.