NPM-W中文说明书.pdf - 第14页
NPM-W 2014.0303 - 8 - ■ 电 子元件暂时接合用粘着剂点胶 通过防止大型元件传送时的偏移以及 回流焊时大型元件的脱落,提高生产品质。 ■ 角 部接合点胶 BGA/ CSP 实装前, 使用本公司专用的锡膏, 是不妨碍自动调整 的接合剂, 锡膏接合后, 基板和封装芯片粘着, 可以防止由于弯曲造成锡膏接合部的 间隙。在实装前点胶,通过整体回流焊,完成锡膏接合和粘 着剂硬化。 ※ 1 角部接合可以通过打点点胶、直线描 绘点胶…
NPM-W 2014.0303
- 7 -
高品质贴装
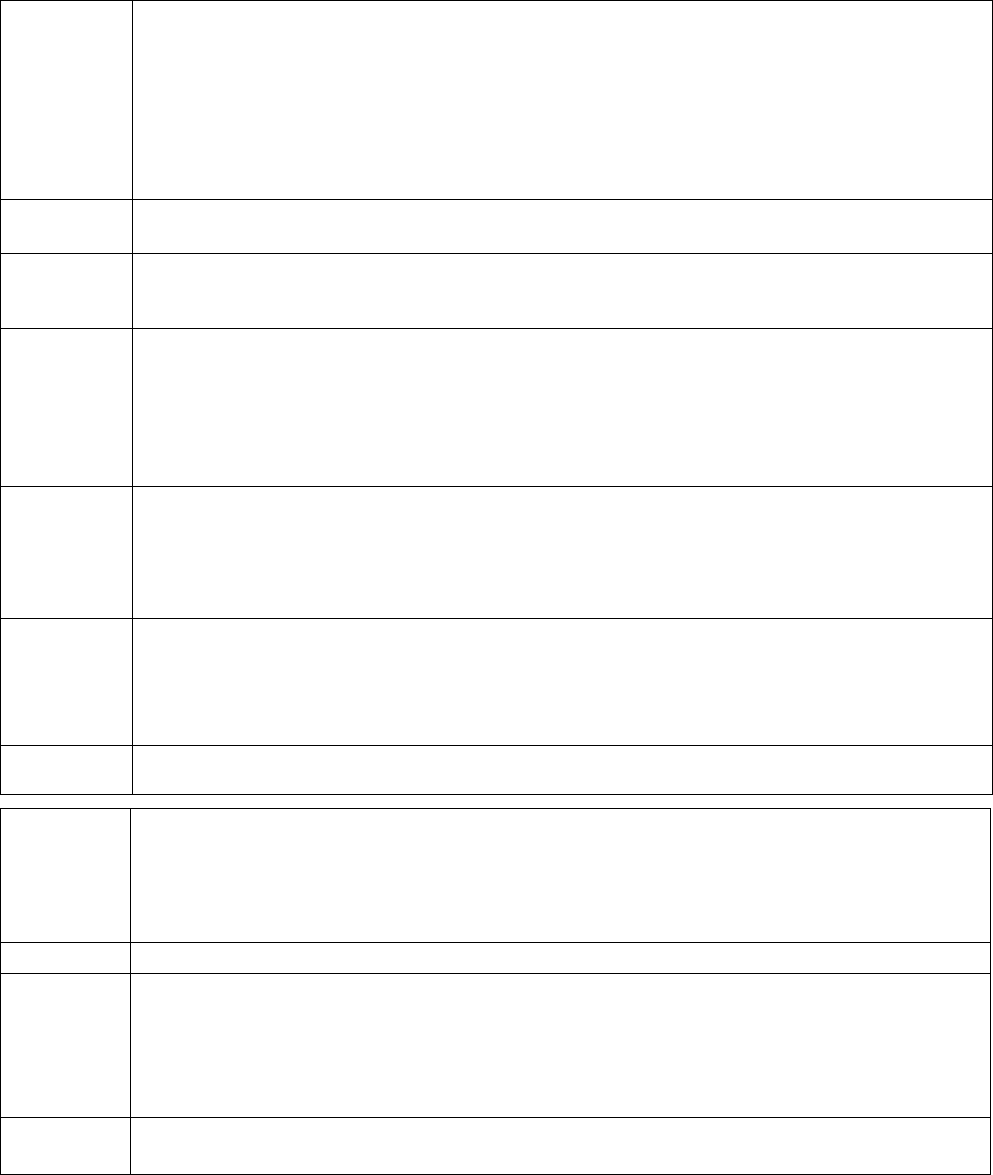
■ 3D 传感器
能够检测 QFP/ SOP 等所有引脚的平坦度、检测 BGA/ CSP 等所有焊锡球的有无和脱落。
采用激光反射整体扫描方式,实现高速和高生产率。
3D 传感器
ボールの高さを正確に検出
イメージ画像
CSP
のボール欠落状態
■ 垂直线性照相机
通过 2 个功能实现高品质贴装。可以对应各贴装头。
・元件厚度测定功能 ···················· 每次,元件切换时进行元件厚度测定,测定结果关系到贴装高度。
所以,更加提高贴装的稳定性。每次测定时,可以同时测定
微小元件是否有竖起和倾斜立吸的现象。
・吸嘴尖端检测功能 ···················· 定期检查吸嘴高度,可以提高贴装品质。
■ 高分辨率照相机
使用广视野,高分辨率线性照相机,能够高精度识别从 0402 芯片的微细元件到大型连接器。
贴装精度方面,16 吸嘴贴装头、12 吸嘴贴装头规格达到 0402, 1005 ±40 µm (Cpk≧1),
3 吸嘴贴装头规格达到 QFP ±30 µm (Cpk≧1)。从而实现了高水准的窄间距贴装。
■ 校准功能
通过独自的校准程序,实现高精度贴装。
采用自动校准功能,即使在运转中也能维持初期的高精度。
(在运转中,通过定期识别基准点而自动补正各参数。)
■ 高速低振动控制
XY 装置的动作采用高速低振动控制。
■ 2D 检查功能(锡膏检查、元件检查)
使用彩色 CCD 照相机和独特照明,经过颜色处理进行检查。
・锡膏检查项目: 渗锡、少锡、偏位、形状异常、桥接
・元件检查项目: 元件有无、偏位、极性不同、正反面颠倒、异物检查(芯片飞散等)
可以检查 0402 以上的元件尺寸的 9
μm 分辨率和,可以检查 0603 以上的元件尺寸的 18 μm 分辨率两种类型。
■ APC (Advanced Process Control)系统
在锡膏检查所得锡膏位置数据,把贴装位置的补正量前馈到贴装头,是本公司改善实装品质的独特的一条龙工
程控制系统。
正确检测出焊锡球高度
示意图
CSP 的焊锡球脱落状态

NPM-W 2014.0303
- 8 -
■ 电子元件暂时接合用粘着剂点胶
通过防止大型元件传送时的偏移以及回流焊时大型元件的脱落,提高生产品质。
■ 角部接合点胶
BGA/ CSP 实装前,使用本公司专用的锡膏,是不妨碍自动调整的接合剂,锡膏接合后,基板和封装芯片粘着,
可以防止由于弯曲造成锡膏接合部的间隙。在实装前点胶,通过整体回流焊,完成锡膏接合和粘着剂硬化。
※1
角部接合可以通过打点点胶、直线描绘点胶对应。
※2
※1 填充剂回流焊后,填充剂从点胶到硬化经过 2 次热冲击,本公司提供角部接合的工艺方案。
※2 必须事先进行验证。
■ 高度传感器
通过测定基板高度(弯曲),控制贴装、点胶时的吸嘴高度。
测定结果超过容许值时,在贴装和点胶开始前发出警告,防止发生品质不良的情况。
独立的 2 个功能有,基板弯曲补正(贴装头)和基板局部范围的高度补正(点胶头)。
・ 基板弯曲补正(贴装头)
测定基板全体的高度(弯曲),控制贴装高度。
・ 基板局部范围的高度补正(点胶头)
对描绘点胶(非接触点胶)位置附近的基板测定复数点的高度(弯曲),补正为最佳的吸嘴高度。
NPM-W 2014.0303
- 9 -
3.
规格
3.1
基本规格
电源
・ 额定电源
3
相
, AC 200/
220 V ±10 V, AC 380/
400/
420/
480 V ±20 V
・ 频率
50/ 60 Hz
・ 额定容量
2.5 kVA
・ 供电规格
AC 290 V
以上
(380 V
以上的分接头
)
的供电时,供电侧需为星状
(Y)
接线,与
PE(
防护接地
)
端子之间各相,需在
AC 290 V
以下。
・ 运转中的峰值电流值
38 A
(
额定电压
AC 200 V)
※ 在选定
1
次电源
AVR(
稳定性电源
)
等的容量时,请加以考虑。
※ 请注意由于
1
次电源电缆长度以及电缆直径引起的电压下降。
空压源
・ 供给气压
0.5 MPa ~ 0.8 MPa (
运转气压
: 0.5 MPa ~ 0.505 MPa)
・ 供给空气量
200 L/min (A.N.R.)
设备尺寸
・ 交换台车连接时
: W 1 280 × D 2 465 × H 1 444 mm
・ 托盘供料器连接时
: W 1 280 × D 2 570 × H 1 444 mm
上述尺寸不包括信号塔、触摸屏。
重量
・ 主体
2 250 k
g
・ 交换台车
190 k
g
・ 单式托盘供料器
200 k
g
・ 双式托盘供料器
360 k
g
・ 检查
BOX 70 k
g
・ 标准构成重量
2 630 k
g
(
主体,交换台车
2
台
)
环境条件
・ 温度
10 °C ~ 35 °C
(
贴装头
)
22 °C ~ 28 °C
(
点胶头
)
10 °C ~ 28 °C
(
检查头
)
・ 湿度
25 %RH ~ 75 %RH (
但是无结露
)
・ 高度
海拔
1 000 m
以下
操作部
・
LCD
彩色触摸屏的对话式操作
(
标准配备
)
中文/英文/日文的单击切换
识别画面显示
(
叠加画面
※
显示芯片/基板识别画面
)
分阶层操作
(
操作员/工程师
)
※ 在操作画面上显示识别画面。
涂饰颜色
・ 标准颜色
白色
: W-13 (G50)
※
不可指定涂饰颜色。
控制方式
微机方式
(VxWORKS)
全闭环回路方式
(
直线伺服马达
)
[X,Y
轴,
Z
轴
(16 / 12
吸嘴贴装头
)]
半闭环回路方式
(AC
伺服马达
)
[Z
轴
(8
吸嘴贴装头
, 3
吸嘴贴装头
,
点胶头
)
,
θ
轴
,
SC
轴
(
螺旋轴
)]
指令方式
・
X, Y, Z, θ
坐标指定
生产数据
・ 实装点数
Max. 10 000
点/设备、
Max. 10 000
点/生产线
※
1
(
包括实装坐标、识别标记坐标、不良标记坐标、基板弯曲计测点。
)
・ 图案
(
区块
)
数
Max. 1 000
图案/设备、
Max. 1 000
图案/生产线
(
包括基板弯曲计测点时,为
Max. 100
图案
/
设备。
)
・ 标记设定数
※
Max. 1 000
点/设备、
Max. 1 000
点/生产线
※ 代表性不良标记、不良组标记除外。
其他
・ 程序功能
请参照「
6.
其他的标准规格」。
・ 数据编制
请参照「
NPM-DGS
规格说明书」。
※
1
双轨模式进行生产时,前后轨道合计的实装点数。
实装点数超过
10 000
点
/
生产线时,请另行商洽。
与
CM
系列组成混合生产线时,请另行商洽。