NPM-W中文说明书.pdf - 第60页
NPM-W 2014.0303 - 54 - BGA/ CSP 识别条件 (3D 传感器 ) 能够贴装 BGA/ C SP 的条件如下所示。 ( 但是,基本上,首先在获得样品后,再 经过研讨和实验,才能判断是否能够贴装 BGA/ CSP 。 ) 8 吸嘴贴装头 3 吸嘴贴装头 外形尺寸 2 × 2 mm ~ 32 × 32 mm 2 × 2 mm ~ 90 × 90 mm ※ 厚度 0.3 mm ~ 12 mm 0.3 mm ~ 28 …
NPM-W 2014.0303
- 53 -
■
3D
传感器
・ 采用激光反射扫描方式,能够高速检测
QFP/ SOP
等所有引脚的平坦度和
XY
方向的位置。
・ 可以检测出
BGA/ CSP
等所有焊锡球的有无和脱落。
识别方法
识别速度
对象元件例子
最小引脚
/
最小焊锡球间距
最小引脚宽度
/
最小焊锡球直径
最小焊锡球高度
整体识别
3D
中速
QFP, SOP 0.5 mm 0.2 mm
―
BGA, CSP 1.0 mm 0.5 mm 0.5 mm
3D
低速
QFP, SOP
0.4 mm
※
1
0.12 mm
―
BGA, CSP
0.5 mm
※
2
0.3 mm 0.25 mm
※
1
有关引脚间距不满
0.4 mm
的
QFP/ SOP
,请另行商洽。
※
2
有关焊锡球间距不满
0.5 mm
的
CSP
,请另行商洽。
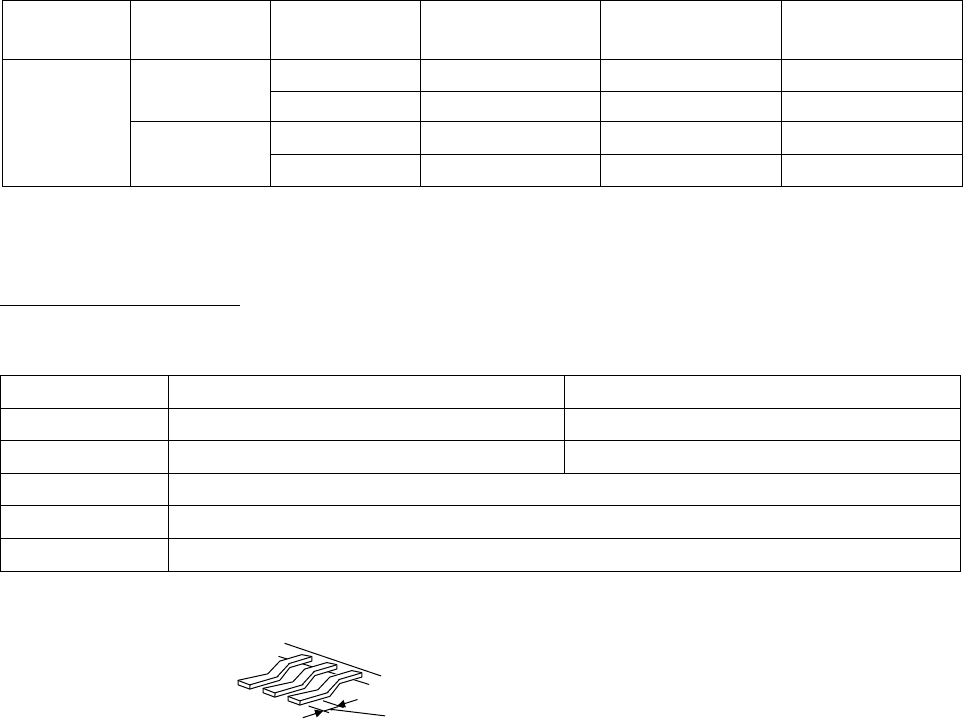
QFP
识别条件
(3D
传感器
)
能够贴装
QFP
的条件如下所示。
(
但是,基本上,首先在获得样品后,再经过研讨和实验,才能判断是否能够贴装
QFP
。
)
8
吸嘴贴装头
3
吸嘴贴装头
外形尺寸
2 × 2 mm ~ 32 × 32 mm
2 × 2 mm ~ 80 × 80 mm
※
厚度
1.0 mm ~ 12 mm 1.0 mm ~ 28 mm
引脚间距
0.4 mm, 0.5 mm, 0.65 mm, 1.0 mm, 1.27 mm, 1.5 mm
引脚宽度
0.2 mm
以上
引脚形状
从铸型突出的引脚必须在
1 mm
以上。
・ 引脚平坦度的计测范围是
±0.5 mm
以内。
・
3D
传感器识别,引脚下面的平面部需要在
0.2 mm
以上。
・ 识别速度,随引脚数量,在贴装时会发生识别处理的等待时间。
详细请与本公司联络。
・ 供给形态
:
编带、托盘
※ 元件外形超过
45 × 45 mm
时,为分割识别
(
低速识别
)
。
下面平面部在
0.2 mm
以上
NPM-W 2014.0303
- 54 -
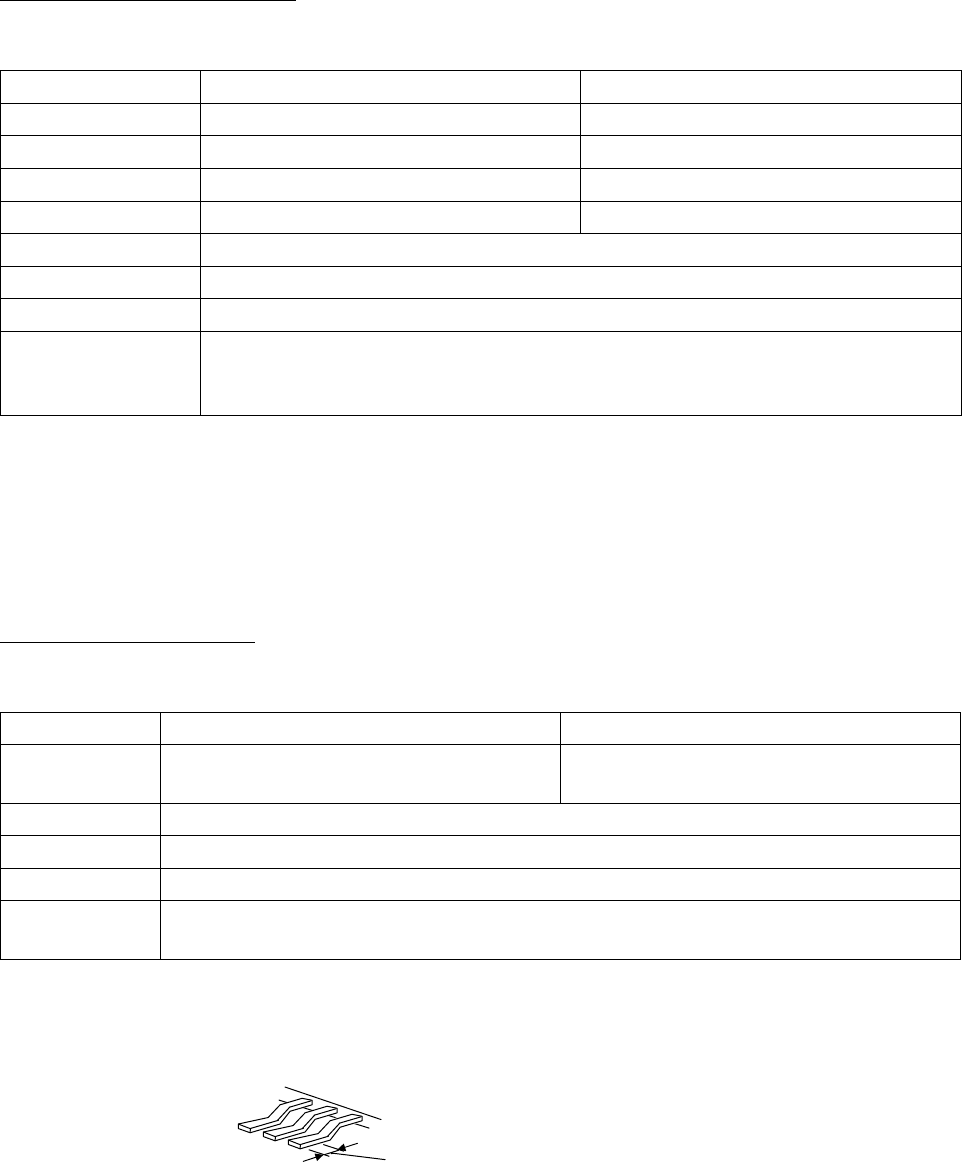
BGA/ CSP
识别条件
(3D
传感器
)
能够贴装
BGA/ CSP
的条件如下所示。
(
但是,基本上,首先在获得样品后,再经过研讨和实验,才能判断是否能够贴装
BGA/ CSP
。
)
8
吸嘴贴装头
3
吸嘴贴装头
外形尺寸
2 × 2 mm ~ 32 × 32 mm
2 × 2 mm ~ 90 × 90 mm
※
厚度
0.3 mm ~ 12 mm 0.3 mm ~ 28 mm
最小焊锡球间距
0.5 mm 0.4 mm
最小焊锡球直径
φ
0.3 mm
φ
0.25 mm
焊锡球形状
球状
焊锡球材质
高温锡膏,共晶锡膏
焊锡球数量
2 × 2
个
~ 64 × 64
个
焊锡球排列
焊锡球的间距和尺寸必须保持一致。
(
关于缺焊锡球,交错孔图形与有关
BGA/ CSP
的
JEDEC
,
EIAJ
规定的内容必须相同。
)
・ 有时因焊锡球的表面状态而无法进行识别。
・ 供给形态是下侧的焊锡球成为端子为对象。
・ 识别速度,随焊锡球数量,在贴装时会发生识别处理的等待时间。详细请与本公司联络。
・ 供给形态
:
编带、托盘
※ 元件外形超过
45 × 45 mm
时,为分割识别
(
低速识别
)
。
(
识别范围
: 80 × 80 mm)
连接器识别条件
(3D
传感器
)
能够贴装连接器的一般条件如下所述。
(
但是,基本上,首先在获得样品后,再经过研讨和实验,才能判断是否能够贴装连接器。
)
8
吸嘴贴装头
3
吸嘴贴装头
外形尺寸
32 × 32 mm
以内
L 120 × W 90 mm
以下
※
1
※
2
L 150 × W 25 mm
以下
※
1
引脚间距
0.5 mm
以上
引脚宽度
0.2 mm
以上
引脚形状
从主体部突出出的引脚必须在
1 mm
以上。
其他形状
在垂直方向,接触销周围不允许存在通孔。
接触销不允许在下面伸出。
※
1
贴装大型连接器时,由于其他吸着位置和识别范围,对尺寸可能会有限制。详细请与本公司联络。
※
2
识别范围超过
W 45 mm
并在
80 mm
以下时,为分割识别
(
低速识别
)
。
・ 引脚平坦度的计测范围是
±0.5 mm
以内。
・
3D
传感器识别,引脚下面的平面部需要在
0.2 mm
以上。
・ 有时因引脚下面的表面状态而无法进行识别。
・ 供给形态
:
编带、托盘、杆
下面平面部在
0.2 mm
以
上
NPM-W 2014.0303
- 55 -
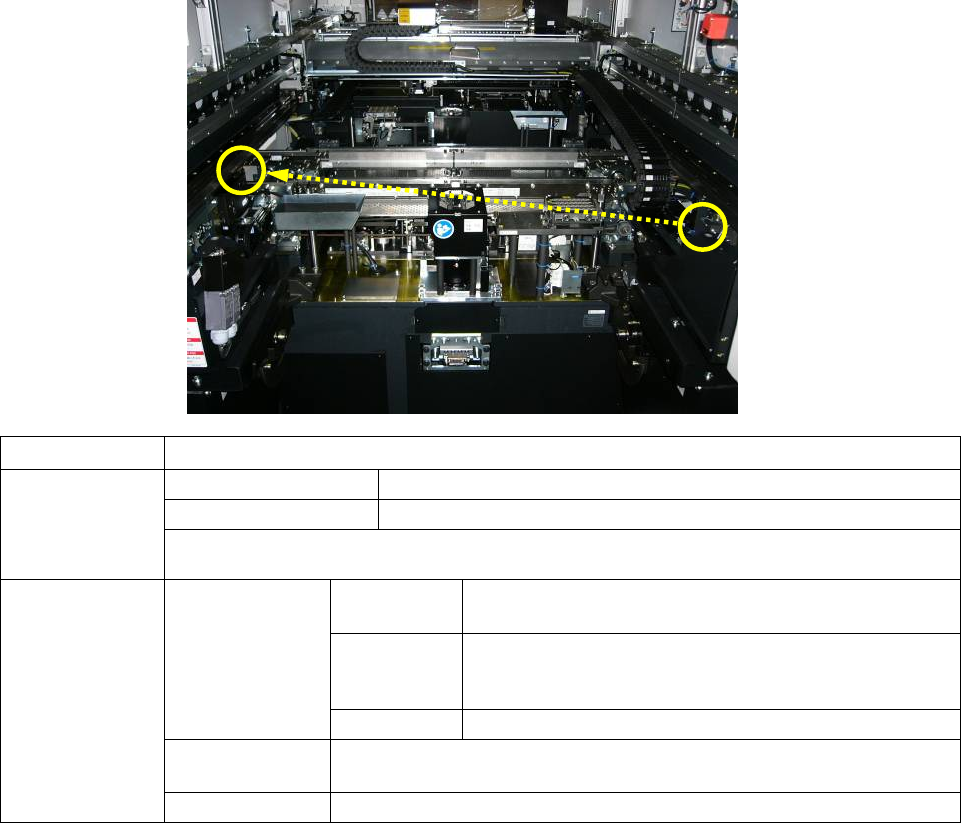
■ 垂直线性照相机
通过测定元件厚度提高贴装品质。
(NPM-W
专用。
)
项 目 内 容
对象元件
每
次
0402R/C ~ 1608R/C (
对角
1.8 mm)
以内的方形元件
第
1
次切换元件时
0402R/C ~
对角
9.1 mm
以内的方形元件
最小元件厚度
: 0.13 mm
(
为了检测出立碑和倾斜立吸碑,需要元件的厚度、宽度以及长度中任两个的差在
50 μm
以上。
)
功 能
测定元件厚度
功能
※
1
每 次 每次进行厚度测定,测定结果关系到贴装高度。还可以同时检
查微小元件的竖起和倾斜立吸。
第
1
次切换
元件时
厚度测定是对「自动运转开始后」「检测出元件用完后的元件
补充后」「编带接料检测后
※
2
」「芯片数据修正后」的吸着第
1
点进行。
元件校正
可以对各元件进行厚度测定以及登录芯片数据。
吸嘴尖端检测
功能
检查吸嘴尖端的高度是否有异常
(
折断、吸嘴支撑
(holder)
滑动不良
)
。
排出检测功能 发生识别错误等、在元件排出后、检查吸嘴尖端的附着物。
※ 附属垫的吸嘴、吸嘴尖端有凹凸不平的吸嘴
(
比如
205A)
的计测是对象外。
※ 在前后侧对每个工作台请购买。
※
1
需要测定时间。
※
2
需要使用编带料架的有接缝检测传感器类型和拼接编带的有接缝检测类型用的编带
(
黑色
)
。
投光
受光