YG12_英文保养手册.pdf - 第56页
3-6 3 Periodic maintenance items 2. Monthly or bimonthly inspection This section mainly explains the cleaning and lubrication procedures after inspection. 2.1 Cleaning the nozzle air path e 1 Remo ve the nozzle from the …
3-5
3
Periodic maintenance items
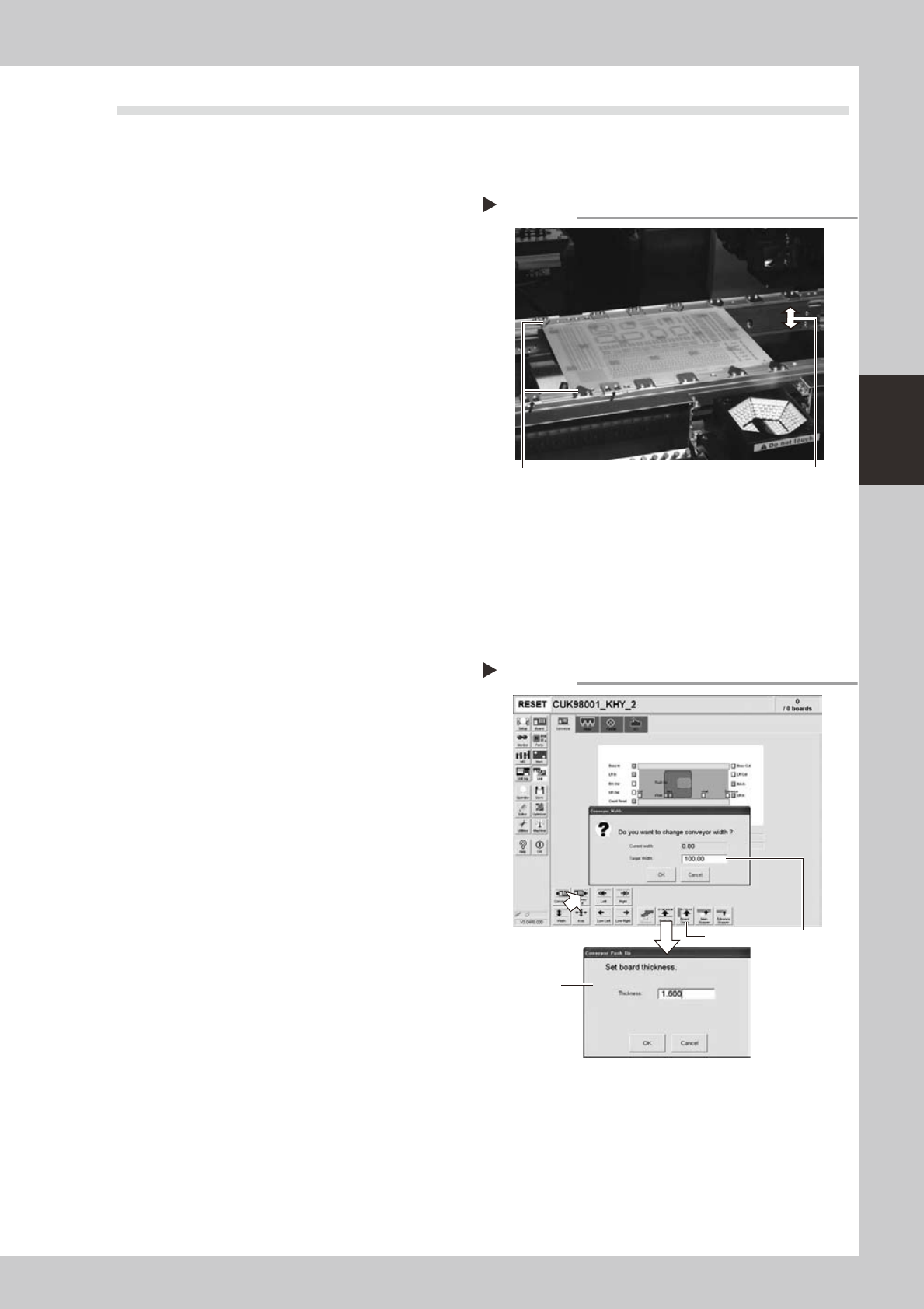
1.3 Checking the board clamp condition and operation
1.3.1 Checking the board clamp condition
Check the following points to see the board clamp condition.
1. The board is clamped without play when the board
clamp is raised.
2. There is no clearance between the board and the
board hold plate when the board clamp is raised.
3. The board is flush with the upper surface of the
conveyor rails when the board clamp is raised.
4. The board clamp unit moves smoothly.
53301-L5-00
1.3.2 Checking the board clamp operation
1
Open the [Unit] – [Conveyor] tab.
2
Press the [Width] button to set the
conveyor width.
In the "Target Width" box in the "Conveyor
Width" dialog box that appears, enter the
board width and press [OK].
The conveyor is changed to the width that
was just entered.
3
Press the [Push Up] button to enter
the board thickness.
In the dialog box that appears, enter the
board thickness and press [OK].
4
Press the [Board Clamp] button to
clamp the board.
5
Press the [Board Clamp] button
again to unclamp the board.
54309-L5-00
Repeat steps 4 and 5 to clamp and unclamp the
board to make sure the clamp unit operates
smoothly.
Checking the clamp condition
Check that there is no clearance
between the board and board hold
plate and also that the board is flush
with the conveyor rails.
Clamp and unclamp the
board to check the
movement.
Checking the clamp operation
Step 2-5
Step2
Step3
Step4, Step5
3-6
3
Periodic maintenance items
2. Monthly or bimonthly inspection
This section mainly explains the cleaning and lubrication procedures after inspection.
2.1 Cleaning the nozzle air path
e
1
Remove the nozzle from the head.
Always first press the emergency stop button
and then remove the nozzle from the head.
The machine must be in emergency stop to
ensure safety during work.
c
When the machine is equipped with a nozzle station
(option), make sure that the nozzles are returned to the
nozzle station after cleaning.
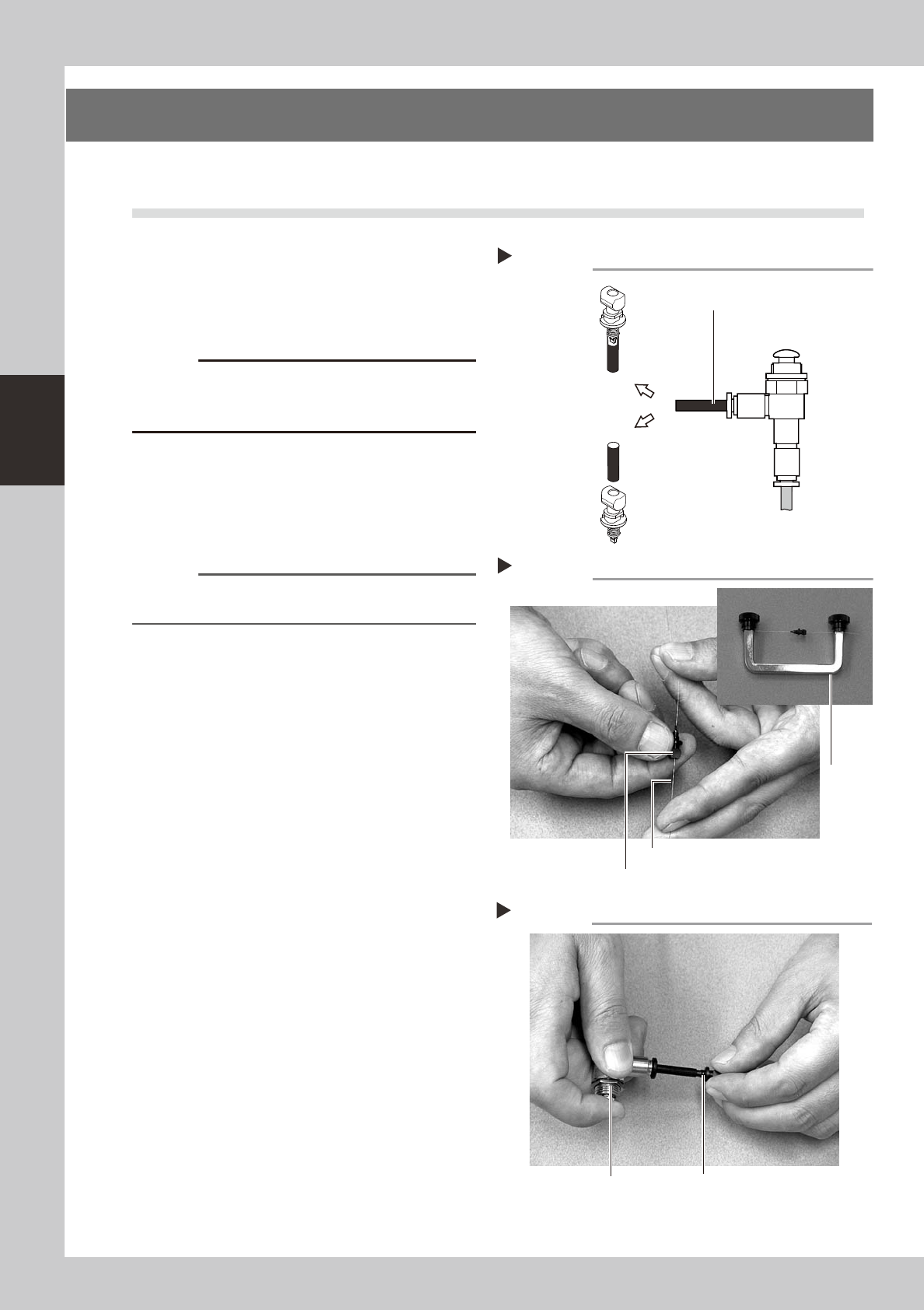
2
Blow air through the nozzle.
Using an air blow gun, blow air through the
nozzle from the nozzle tip and then from the
other end.
53310-L5-00
n
NOTE
If there are dust deposits in the nozzle, perform steps 3
and 4.
3
Clean the nozzle hole.
Pass the nozzle cleaning wire through the
nozzle hole and clean the nozzle hole. While
holding both ends of the wire with fingers as
shown or using a custom handle (option),
gently move the nozzle back and forth.
53311-L5-00
4
Blow air onto the nozzle tip again.
After removing the cleaning wire, blow air
through the nozzle with the air blow gun, just
as in step 2.
53312-L5-00
Following the nozzle cleaning above, check and
clean the spring-action parts. (See 1.1.1, "Checking
and cleaning the spring-action parts" described
earlier in this chapter.)
Air blow
Step 2
Air tube (black)
Air blow gun
(option)
Air tube (orange) connected to
air supply port
Insert the
nozzle tip into
the air tube and
blow air.
Blow air from the
nozzle attachment
side.
Cleaning a nozzle
Step 3
Custom
handle
(option)
Nozzle
Nozzle cleaning wire
Air blow
Step 4
NozzleAir blow gun (option)

3-7
3
Periodic maintenance items
2.2 Inspecting ball screws and linear guides of each axis
Inspect the ball screws and the linear guides on the X, Y and W axes. Checkpoints are listed below.
A grease spattering prevention cover is installed to the X and Y axes. Remove these covers when inspecting the
ball screw and linear guide.
Reference
For instructions on how to detach or attach the grease spattering prevention covers, refer to sections 2.3.1 and 2.3.2
described later on.
Checkpoints
1. Any foreign matter adhering to the ball screws and linear guides?
Check if any fallen chips have adhered to the X and Y axis ball screws and/or X, Y and W axis linear guides.
2. Do the ball screws and linear guides have the correct amount of grease?
Check if grease has flowed off or splattered in the air failing to adhere. Also check if grease has discolored or hardened.
3. Any abnormal sounds from the ball screws?
Press the emergency stop button. Then check for any abnormal sounds while pressing the head assembly or conveyor
table by hand along the X-axis or Y-axis back and forth.
Countermeasures
1. Ball screws and linear guides may be damaged when chips and other material bite into them. If chips are adhering,
wipe them off along with the grease or remove with tweezers, etc.
2. Apply grease while referring section 2.3, "Cleaning and greasing the X, Y and W axes" explained in this chapter.
3. Consult your YAMAHA sales office or representative when abnormal sounds occur even after trying the
countermeasures in the above steps 1 and 2.