完整的SMT贴片机(YAMAHA-YV系列)保养维护手册(第一部分-共两部分).pdf - 第50页
3. 传送单元 传送单元上的操作时序和传感器的位置必须要正确的调整好 , 这样 PCB 才能卡好在正确的 位置并且 MARK 识别才够准确 . 调整操作时序 1. 检查传送单元的速度 . 打开 [Unit]-[Conveyor] 屏幕 , 按传送 单元各部件的开关钮 , 检查各部件 的运动速度和时间 . • 定位针 移动定位针应当比固定 定位针稍 微慢一点升起来 . • 顶针装置 与 PCB 无碰撞 . • 主挡块 不应听到明显的碰…

2. 传送带宽度丝杠和导轨
5. 取消急停调整宽度.
打开[Unit]-[Conveyor] 屏幕, 按
[Width]钮数次从宽到窄, 从窄到宽
调整使油脂均匀.
6. 擦掉多余的油脂.
按急停后, 用干净的无纺布或纸擦
掉丝杠和导轨轴两端多余的油脂
3. 传送单元
传送单元上的操作时序和传感器的位置必须要正确的调整好, 这样 PCB 才能卡好在正确的
位置并且 MARK 识别才够准确.
调整操作时序
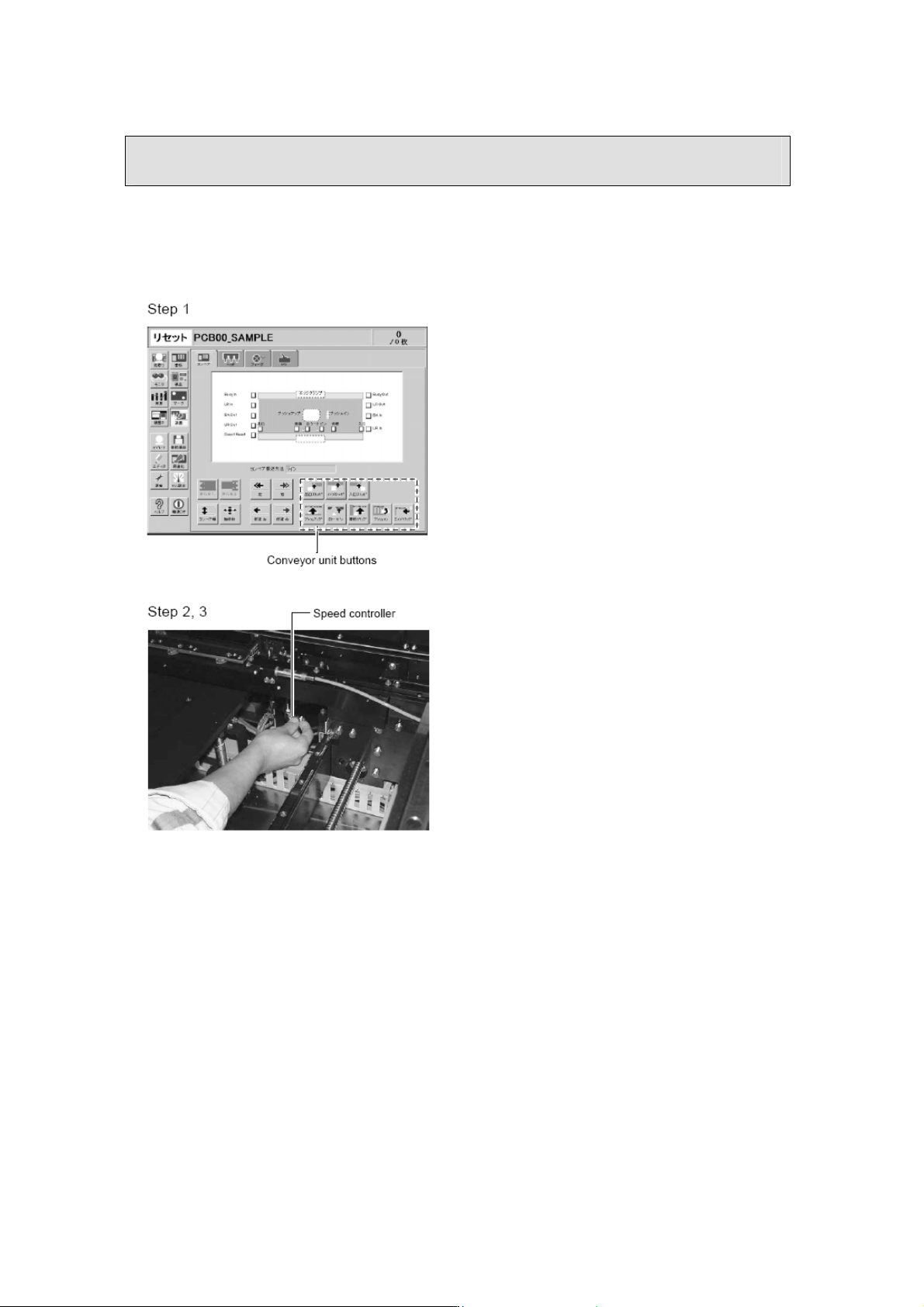
1. 检查传送单元的速度.
打开[Unit]-[Conveyor]屏幕, 按传送
单元各部件的开关钮, 检查各部件
的运动速度和时间.
• 定位针
移动定位针应当比固定定位针稍
微慢一点升起来.
• 顶针装置
与 PCB 无碰撞.
• 主挡块
不应听到明显的碰撞声.
2. 如必要调整速度.
1)松开气缸速度控制器的锁母.
2)转动调谐钮调整速度.
3. 紧上速度控制器的锁母.
调整以后, 紧上速度控制器的锁母.
3. 传送单元
调整定位针传感器位置
1. 按急停开关
为保证维护工作的安全, 机器必须
要在急停状态.
2. 检查操作.
1)打开[Unit]-[Head]屏幕.
2) 没有 PCB 在传送带上时, 按
[Locate Pin]钮数次, 检查定位针上
下平稳且固定定位针正好进入 PCB
压板的孔里.
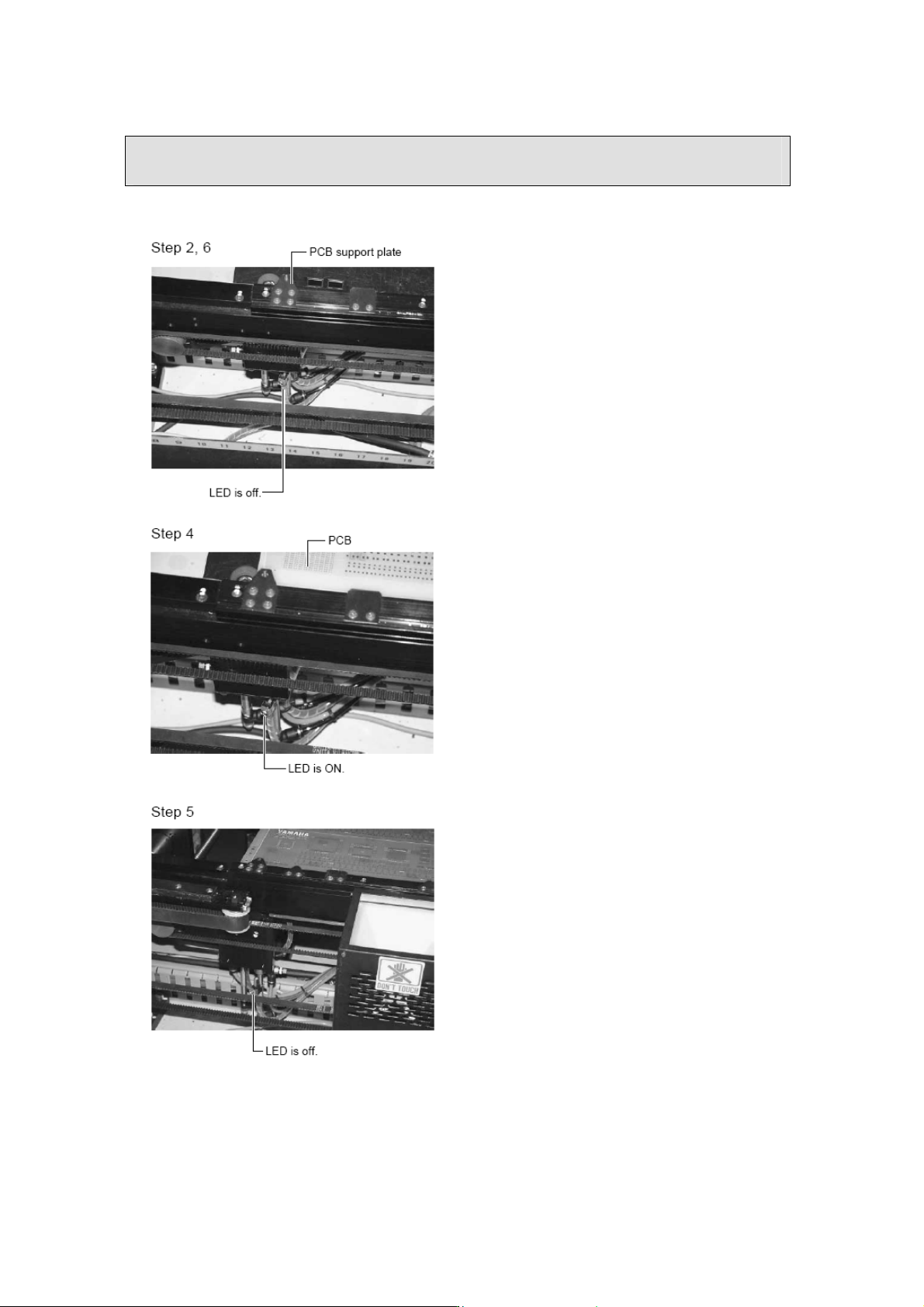
3. 检查传感器 LED 关掉.
1)检查固定和移动定位针升起的时
候, 传感器 LED 是灭的.
2)如果传感器 LED 是亮的, 松开固
定传感器的螺丝, 上下调整传感器
的位置, 使传感器 LED 灭掉.
4. 传送带上放上一块 PCB.
1) 在定位针处放上一块 PCB, 检查
固定和移动定位针升起的时候, 传
感器 LED 是亮的.
2)如果传感器 LED 不亮, 松开固定
传感器的螺丝, 上下调整传感器的
位置, 使传感器 LED 亮.
5. 检查 PCB 没有卡好时传感器 LED 的
状态
在没有用
PCB 定位孔的状态下卡上
一块 PCB(定位孔这时在板的下面).
检查此时传感器 LED 不亮.
6. 在没有板的情况下再检查传感器
把板从传送带上移走并升起定位针.
检查这时固定和移动定位针的传感
器 LED 是灭的.
提示------------------------------------------------
如果 PCB 有多个定位孔, 用最大的孔和最
小的孔检查传感器状态.