操作者手册_YSM10_Ope_C.pdf - 第121页
2-41 2 q 检查压料板的位置。 12mm 以上的送料器,需要根据元件的形状调整压料板的位置。 拧松 2 颗压料板的调节螺丝滑动压料板调整位置,使压料板的前端正好在待机位置与吸附位置之间稍微靠 吸附位置处。 调整压料板的位置 吸附位置 使压料板的前端正好在该范围之间 靠吸附位置处 待机位置 调节螺丝 滑动压料板调整位置 压料板 压料板前端 25211-KMG-00 c 注意 若不调整压料板的位置,可能剥离盖带后元件的位置会不稳定,导…
2-40
2
0
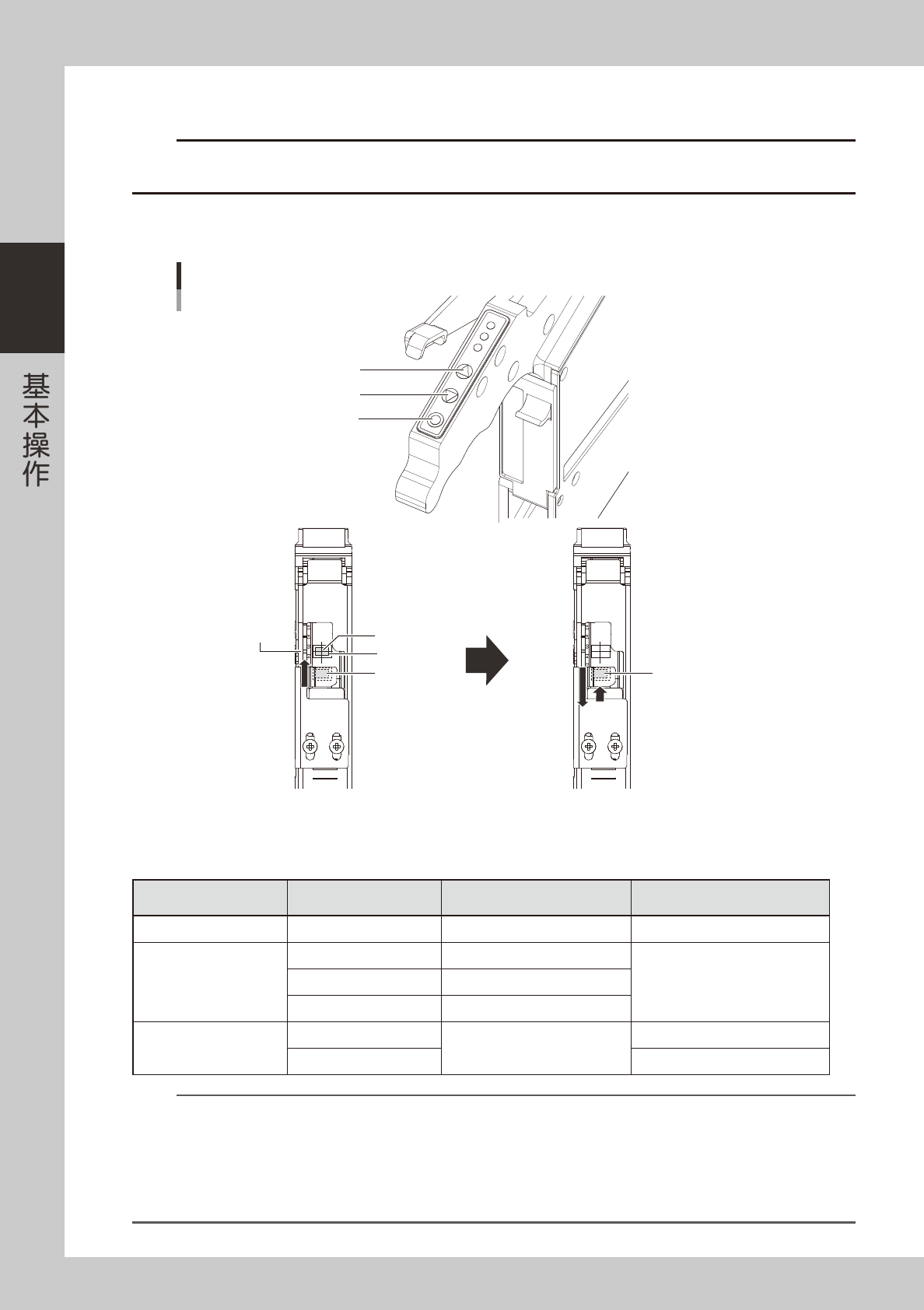
将最前端的元件对准待机位置。
c
注意
对准待机位置,请务必使用 [FEED] 按钮。按 2 次 [BACK] 按钮使元件被退回之后,再按 [FEED] 按钮使元件对准待机位置。
若只使用 [BACK] 按钮对准待机位置,可能最先被吸附的元件会发生吸附位置偏移。
1. 按 [FEED] 按钮,将元件传送到吸附位置 ( 白色标记处 )。
2. 按 2 次 [BACK] 按钮使元件被退回之后,再按 1 次 [FEED] 按钮使最前端的元件对准待机位置。
使最前端的元件对准待机位置
[FUNC]按钮
[BACK]按钮
[FEED]按钮
白色标记
吸附位置
最前端元件
(待机位置)
按[FEED]按钮将最前端的元件传送到吸附位置 按2次[BACK]按钮使元件被退回之后,
再按1次[FEED]按钮,使最前端的元件对准待机位置。
最前端元件
待机位置
25210-KMG-00
■ 按钮操作与走带间距
送料器类型
在上料台或离线上料台
设置的间距
按 1 次
[
FEED
]
或
[
BACK
]
按钮
按 1 次
[
FUNC
]
+
[
FEED
]
或
[
FUNC
]
+
[
BACK
]
按钮
ZSY-004
所有间距
1mm 1mm
ZSY-008
0 2mm
1mm1 1mm
2
以上
2mm
ZSY-2T6
、
024
、
032
、
044
、
056
、
072
、
088
、
104
0
2mm
2mm
2
以上 设置的间距
参考
‧
12mm 以上的送料器在上料台、离线上料台设置间距之后,通过同时按 [FUNC] + [FEED] 或 [FUNC] + [BACK] 按钮,可以使
料带按设定的间距向前或向后走带。关于详细设定,请参照本章后述“4.1.3 在基板程序中设置带装元件”中的“在上料台或
离线上料台设置走带间距的方法”。
‧ 长按 [FEED] 或 [BACK] 按钮可切换到连续走带模式。
‧ 但,长按 [FUNC] + [FEED] 或 [FUNC] + [BACK] 按钮则不会切换到连续走带模式
‧
关于 SS 电动送料器的走带间距的设置,请参照《SS FEEDER 用户操作手册》。
2-41
2
q
检查压料板的位置。
12mm 以上的送料器,需要根据元件的形状调整压料板的位置。
拧松 2 颗压料板的调节螺丝滑动压料板调整位置,使压料板的前端正好在待机位置与吸附位置之间稍微靠
吸附位置处。
调整压料板的位置
吸附位置
使压料板的前端正好在该范围之间
靠吸附位置处
待机位置
调节螺丝
滑动压料板调整位置
压料板
压料板前端
25211-KMG-00
c
注意
若不调整压料板的位置,可能剥离盖带后元件的位置会不稳定,导致无法正确吸附元件。
w
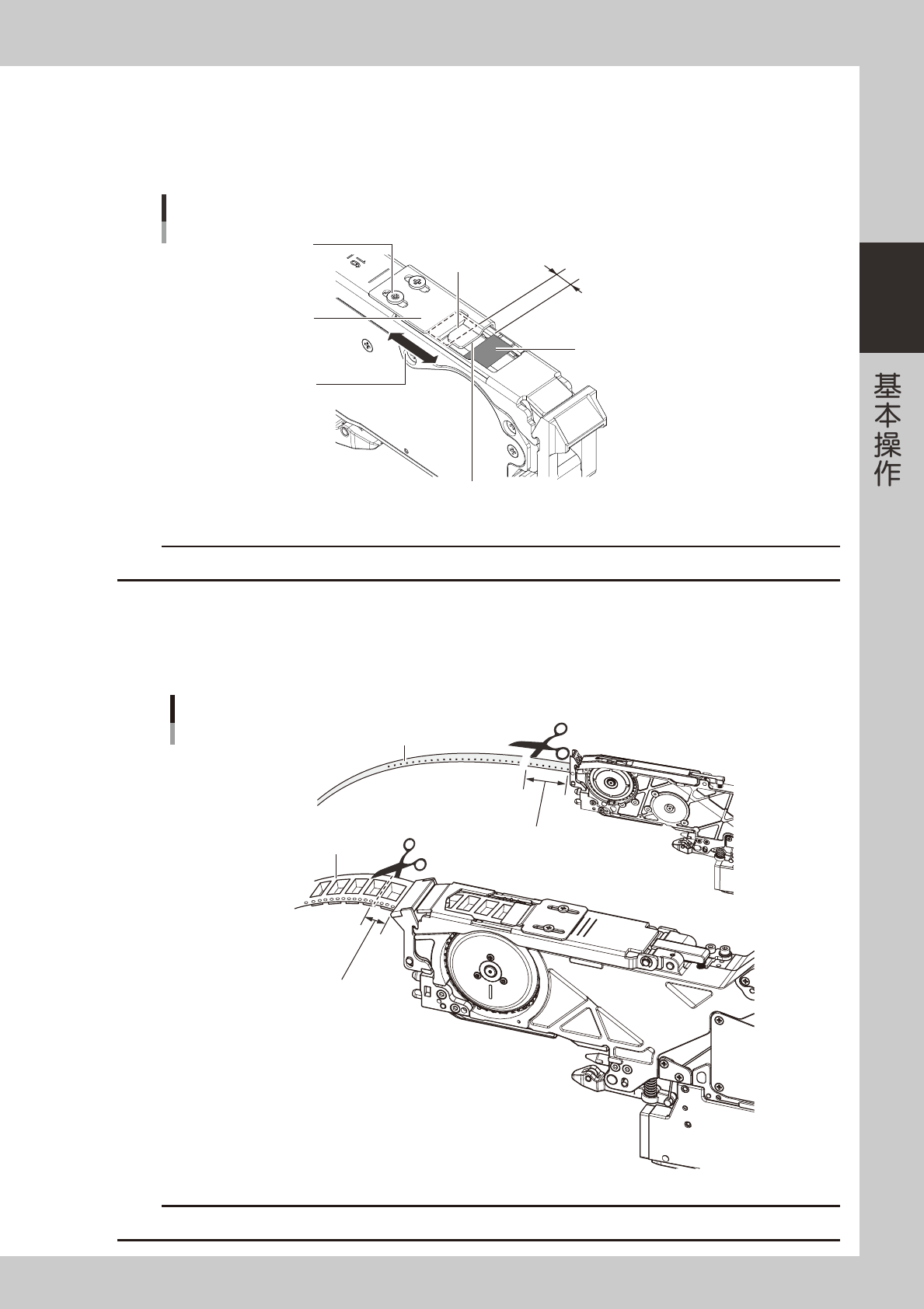
剪断载带。
将元件传送到吸附位置后,先将伸出送料器前端的载带在距离送料器前端 10 〜 15mm 的位置处剪断,再
安装在贴片机上。
剪断载带
■ 8mm送料器
■ 12/16mm送料器
载带
在距离送料器前端10〜15mm的
位置处剪断
在距离送料器前端10〜15mm的
位置处剪断
载带
25212-KMG-00
c
注意
如果装入贴片机之前不剪断载带,可能会导致载带的排出路径堵塞。
2-42
2
4.1.2 将送料器安装在贴片机上
下面,介绍将装好带装元件的带式送料器安装在贴片机上的方法。
c
注意
将送料器安装在贴片机上之前,请务必先在上料台或离线上料台上装上带装元件之后再进行。不能直接在贴片机上安装带装元件。
n
要点
带式送料器有 SS 电动送料器与 ZS 电动送料器 2 种。这 2 种送料器本机都可以使用。但,无论使用哪种送料器,更换送料器时都
需要打开上部的机盖。
e
1
打开贴片机的机盖。
按下紧急停机按钮之后,打开贴片机的上部机盖。
2
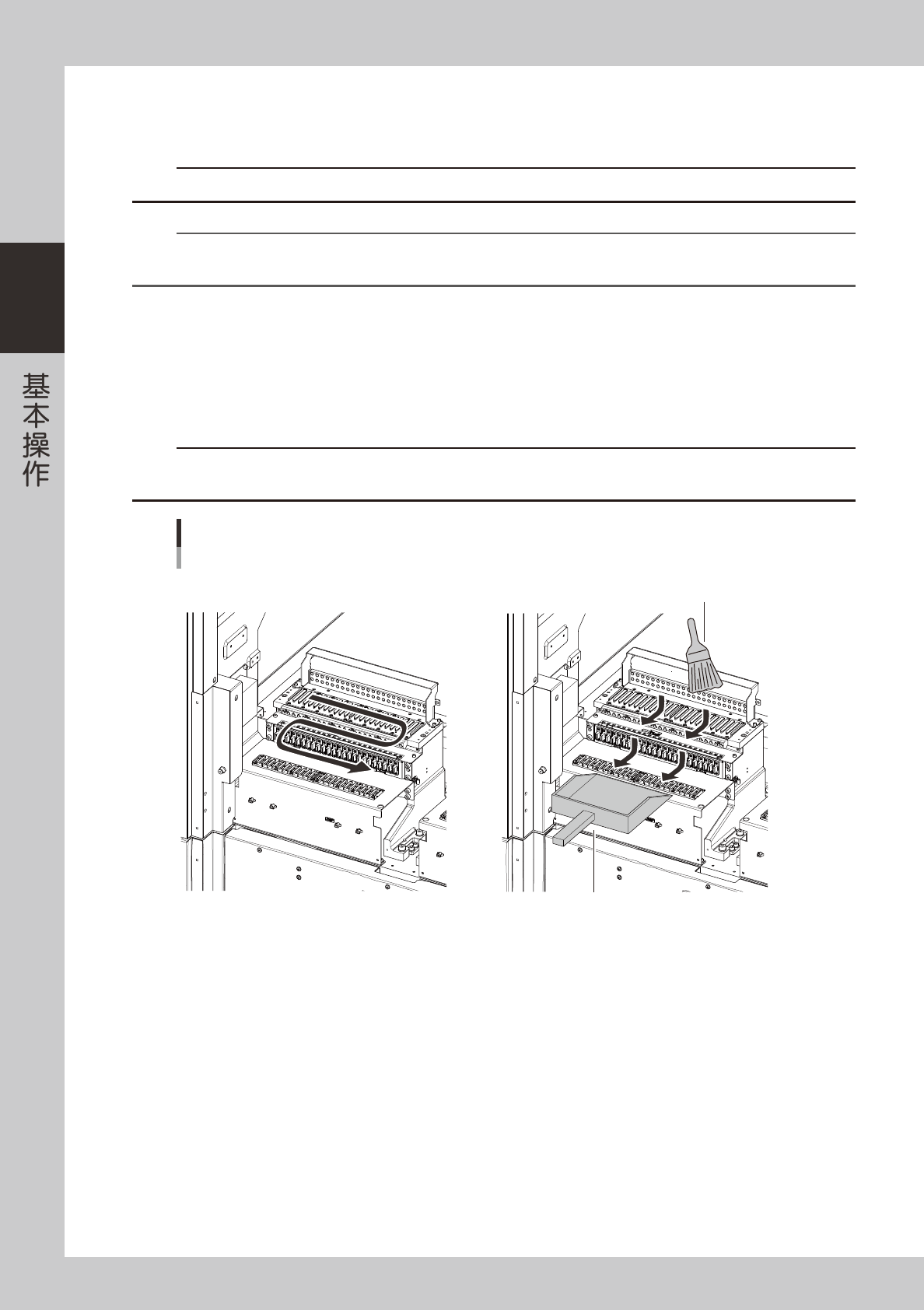
清洁送料器架。
用软刷 ( 随机附带 )、吸尘器或吸尘工具 ( 选配 ) 清除送料器架上的尘屑。
c
注意
安装送料器时若夹入元件或尘屑等,送料器会倾斜,将无法稳定地吸附元件。
此外,清洁时需注意不要使异物混入送料器用接口部。若混入异物,可能会引起短路等导致设备被损坏。
清洁送料器架
■ 使用吸尘器(或吸尘工具)清洁时
■ 使用软刷清洁时
用撮箕等接尘屑
软刷
25213-KMG-00