操作者手册_YSM10_Ope_C.pdf - 第148页
第 3 章 从开机到关机 目录 1. 从开机到关机 3- 1 1.1 进行作业前的点检 3- 2 1.2 开机 3- 3 1.3 选择操作人员 3- 4 1.4 进行暖机运行 3- 5 1.5 选择基板程序 3- 6 1.6 调整传送装置 3- 7 1.6.1 排列顶针 3- 8 1.6.2 调整基板压板 3-1 0 1.6.3 确认基板的固定状态 3-1 1 1.7 准备带装元件 ( 带式送料器 ) 3-1 3…
2-67
2
7.3.2 确认宽幅多杆式送料器的送料状态
确认宽幅多杆式送料器的送料状态的方法有 2 种,1 种是通过软件画面 (“装置”画面 ) 的按钮进行确认的方法,
另 1 种是通过送料器机体的按钮进行确认的方法。
下面,从宽幅多杆式送料器已安装在送料器上的状态下开始介绍。
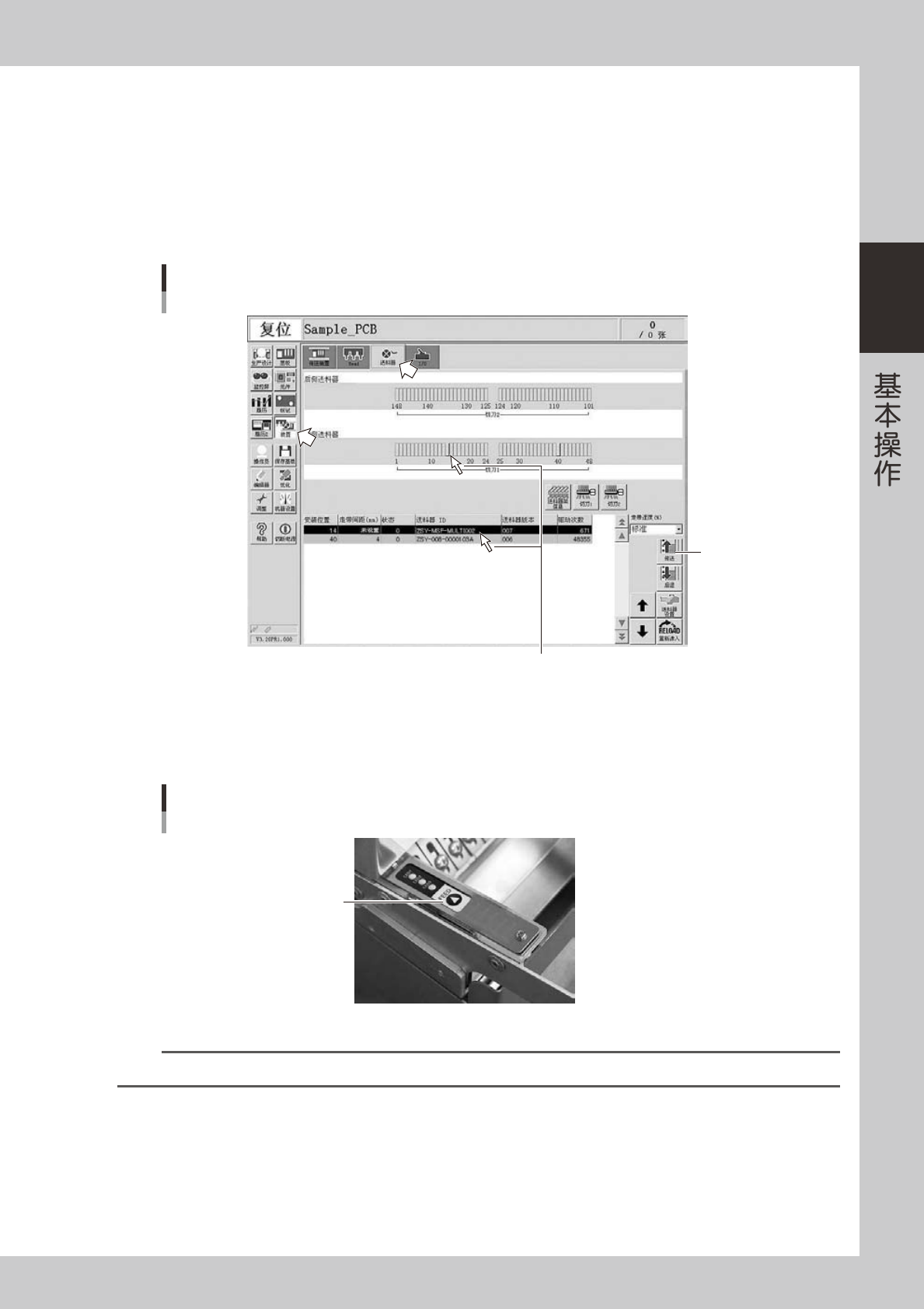
■ 通过软件画面的按钮进行确认的方法
打开 [ 装置 ]-“送料器”画面,选择安装有宽幅多杆式送料器的位置上的送料器。按画面右侧的 [ 传送 ] 按钮,送料器机体
会振动在“送料振动时间”参数中设定的时间来传送元件。请确认杆装元件是否被准确地传送到了吸附位置。
确认杆式送料器的送料状态
[装置] -“送料器”画面
[传送]按钮
选择宽幅多杆式送料器
26238-KMG-00
■ 通过送料器机体上的按钮进行确认的方法
按送料器机体上的 [FEED] 按钮,送料器机体会振动在“送料振动时间”参数中设定的时间来传送元件。请确认杆装元件是否
被准确地传送到了吸附位置。
确认杆式送料器的送料状态
杆式送料器机体
[FEED]按钮
25238-KMG-00
n
要点
确认宽幅多杆式送料器的送料状态,若元件未被准确传送到吸附位置时,需要修改“送料振动时间”参数的设定值。

3-1
3
1.从开机到关机
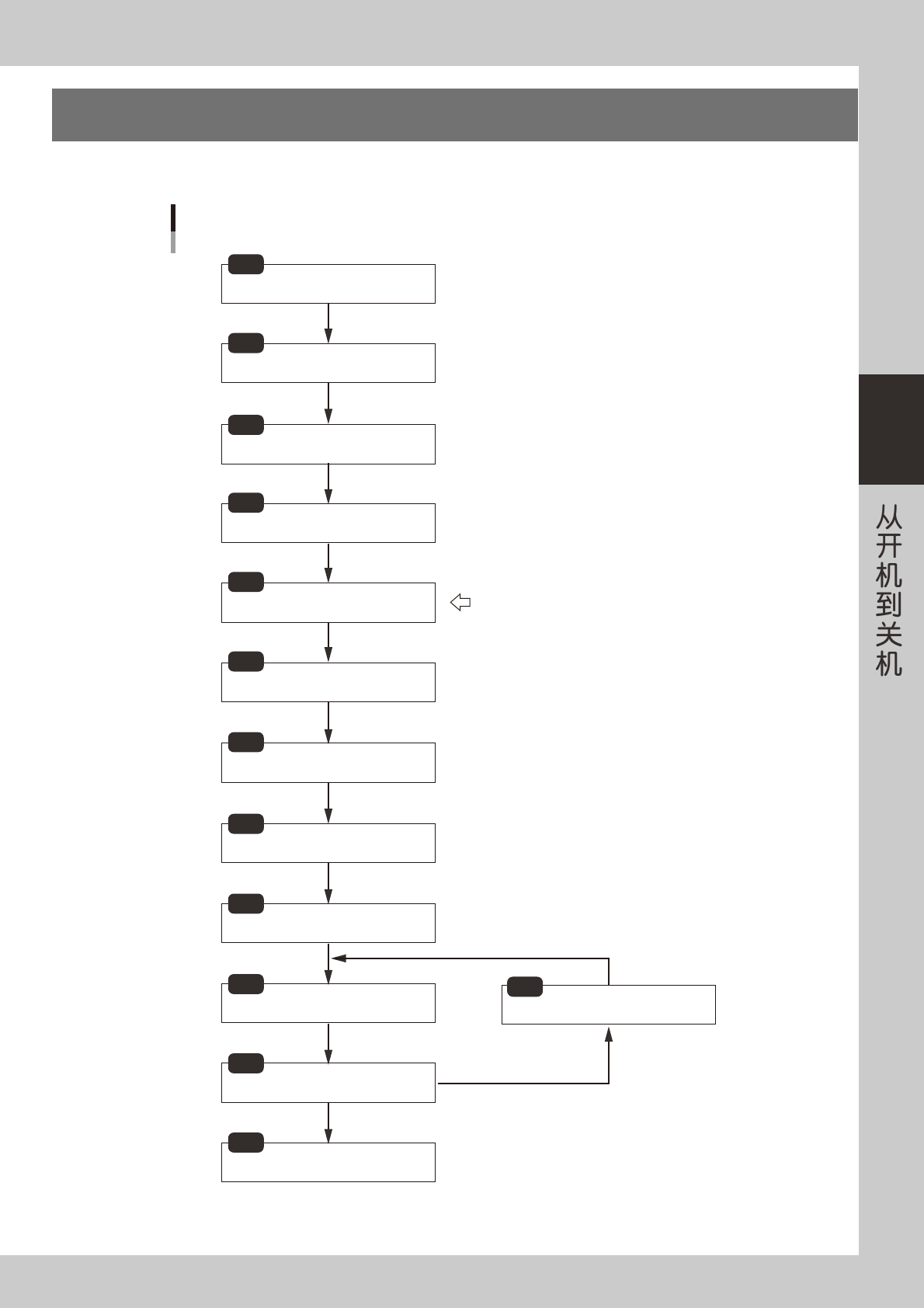
从开机〜生产〜关机的基本操作流程,如下图所示。
F接通电源
返回原点
开机
进行作业前的点检
选择操作人员
从中途开始运行
进行暖机运行
选择基板程序
调整传送装置
准备带装元件 (带式送料器)
准备盘装元件 (选配sATS15)
开始生产
结束生产
关机
1.1
1.2
1.3
1.4
1.5
1.6
1.7
1.8
1.10
1.11
1.12
2.
F排列顶针
调整基板压板
确认基板的固定状态
F确认运行速度
F返回原点
切断电源
F从中途开始运行
跳过拼板
生产过程中切换基板程序时,从本步骤开始
确认吸嘴
1.9
F确认吸嘴的种类
检查吸嘴前端是否有脏污
从开机到关机的基本操作流程
25300-KMG-00