操作者手册_YSM10_Ope_C.pdf - 第145页
2-65 2 7.3 在基板程序中设置杆装元件与确认送料状态 将宽幅多杆式送料器安装在贴片机上之后,需在基板程序中进行设置与确认送料状态。 7.3.1 在基板程序中设置杆装元件 下面,介绍在基板程序中设置杆装元件的方法。 1 打开 [ 元件 ]-“基本”画面。 1. 按“生产设计”画面的 [ 选择基板 ] 按钮,选择并读入基板程序。 2. 按 [ 元件 ] 按钮,打开“基本”画面。 2 设置“供料形态” 。 选择需要设定参数的元件之后…

2-64
2
7.2 将宽幅多杆式送料器安装在贴片机上
下面,介绍将宽幅多杆式送料器安装在贴片机上的操作步骤。
e
1
打开贴片机的上部机盖。
1. 按下贴片机的紧急停机按钮,使贴片机停止运行。
2. 打开贴片机的上部机盖。
2
清除送料器架上的尘屑。
参照本章前述“4.1.2 将送料器安装在贴片机上 ”的 Step2,使用软 ( 刷随机附带 )、吸尘器或吸气工具
( 选配 ) 清除送料器架上的尘屑。
c
注意
安装送料器时若夹入元件或尘屑等,送料器会倾斜,将无法稳定地吸附元件。
此外,清洁时需注意不要使异物混入送料器用接口部。若混入异物,可能会引起短路等导致设备被损坏。
3
安装送料器。
抬起锁定杆,将对位标记对准送料器安装位置,边滑动边插入定位孔。
送料器的安装
锁定杆
电源、信号用连接器
定位销
固定销
对位标记
把手部
25236-KMG-00
4
确认安装状态。
松开锁定杆,向前后试推送料器机体确认是否被固定。
5
将最前端元件传送至吸附位置。
按 [FEED] 按钮直至最前端元件被传送到吸附位置。按 1 次,送料器会振动 2 秒传送元件。
运行动作的确认与元件的传送
最前端元件
料杆
[FEED]按钮
25237-KMG-00
6
关闭贴片机的上部机盖。
2-65
2
7.3 在基板程序中设置杆装元件与确认送料状态
将宽幅多杆式送料器安装在贴片机上之后,需在基板程序中进行设置与确认送料状态。
7.3.1 在基板程序中设置杆装元件
下面,介绍在基板程序中设置杆装元件的方法。
1
打开 [ 元件 ]-“基本”画面。
1. 按“生产设计”画面的 [ 选择基板 ] 按钮,选择并读入基板程序。
2. 按 [ 元件 ] 按钮,打开“基本”画面。
2
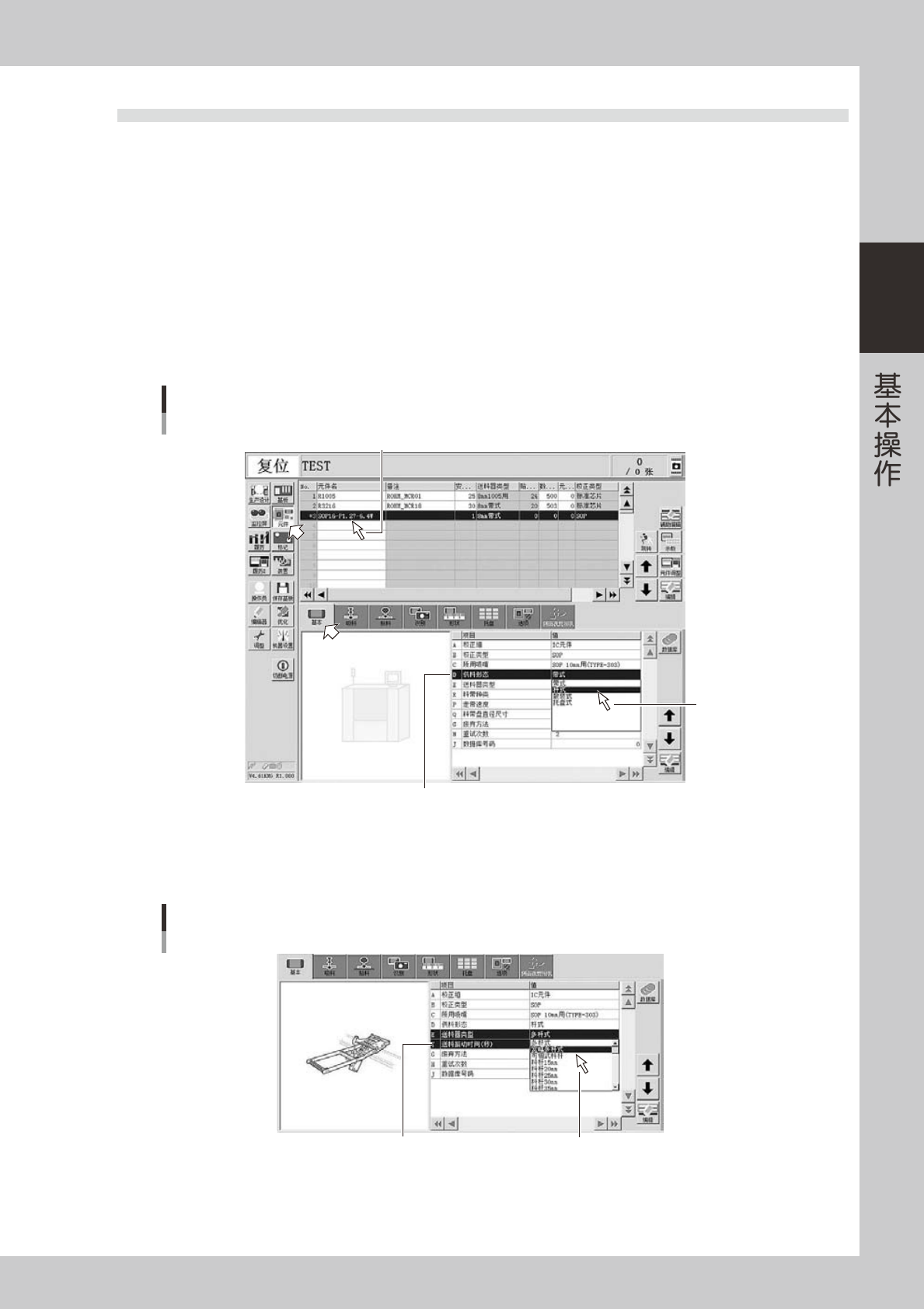
设置“供料形态”。
选择需要设定参数的元件之后,从“供料形态”下拉框中选择“杆式”。
杆装元件
供料形态
供料形态
杆式
选择需设置参数的元件
26235-KMG-00
3
设置“送料器类型”。
从“送料器类型”下拉框中选择“宽幅多杆式”或“多杆式”。
杆装元件
送料器类型
送料器类型
从下拉框中选择
26236-KMG-00
2-66
2
4
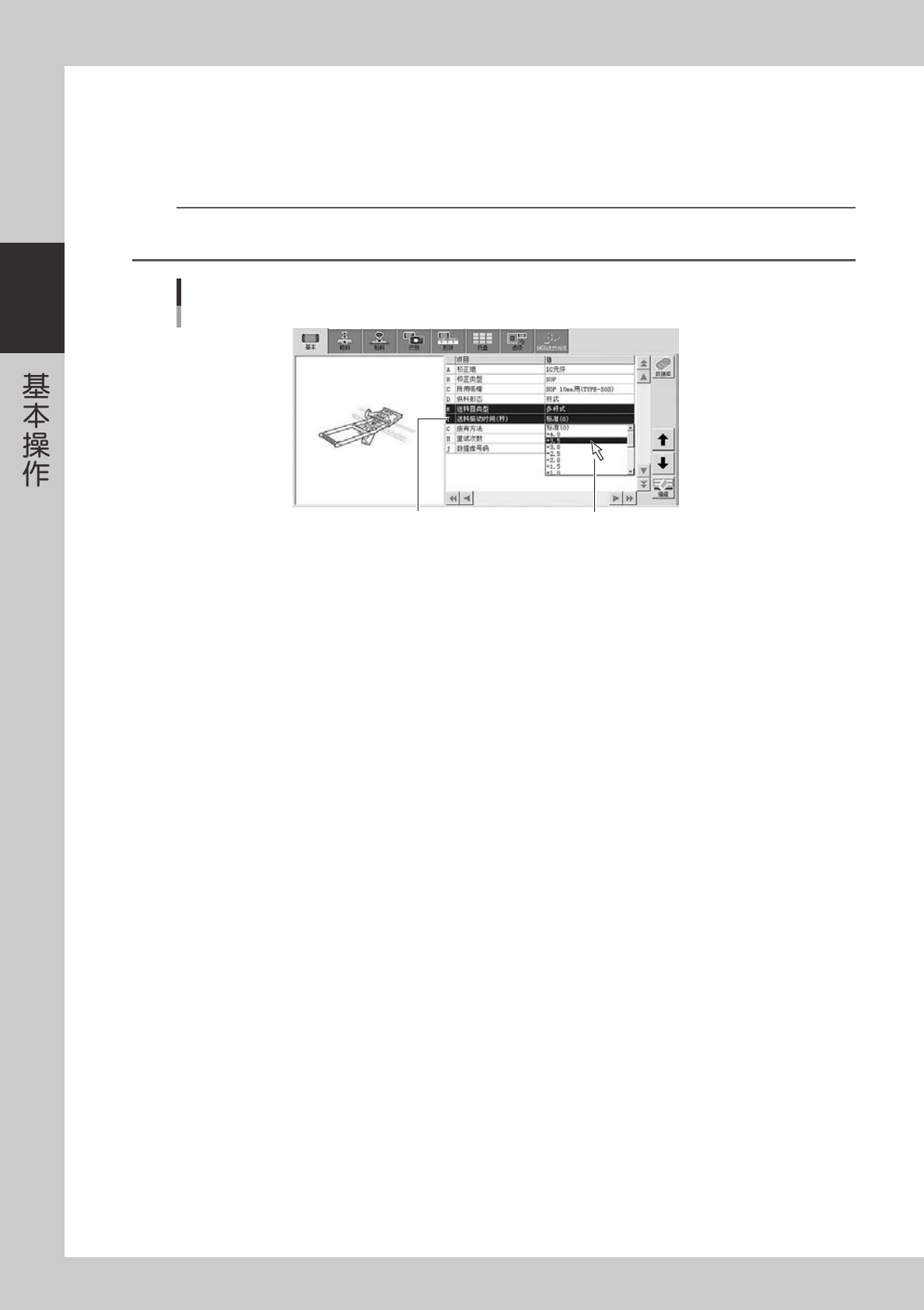
设置“送料振动时间”。
杆式送料器是通过使送料器机体振动将元件送到吸附位置的。本参数就是设置需要使送料器机体振动多长
时间才可以将元件送到吸附位置的参数。
默认设置为“标准 (0)”,即振动 2 秒钟。请根据元件的具体情况,在 +0.4 〜 -1.5 秒的范围内设置。
n
要点
送料振动时间可以在“+4.0 〜 -3.5”的范围内设置,但机器设置内的默认设置时间为 2 秒。若选择 -2.0 以上的值时,会被计算为
0 秒,则该值无效。此时自动采用“标准 (0)”,即 2 秒。
杆装元件
送料振动时间
送料振动时间
从下拉框中选择
26237-KMG-00